轴承沟道表面完整性研究进展
2022-10-08王东峰袁巨龙王燕霜程勇杰吕冰海
王东峰 袁巨龙 王燕霜 程勇杰 吕冰海
1.浙江工业大学机械工程学院,杭州,310023 2.洛阳轴承研究所有限公司,洛阳,471039 3.齐鲁工业大学(山东省科学院)机械与汽车工程学院,济南,250353 4.山东省机械设计研究院,济南,250031
0 引言
轴承是机械装备的核心基础零部件,其精度和质量直接决定了主机的工作性能,有关研究表明,大约有30%的机械故障是由轴承失效导致的[1]。文献[2]统计了轴承失效原因,在所有导致轴承失效的因素中,外圈疲劳失效占比58%、内圈疲劳失效占比13%、滚动体疲劳失效占比3%,其他为氧化、显微疲劳等,也就是说80%的轴承是由于零部件接触疲劳而失效,而由内外圈接触疲劳引起的失效竟达70%。在工作状态时,轴承沟道与滚动体在外载荷作用下发生频繁接触、相对运动和摩擦,工作表面可能会发生变形、剥落、磨损、擦伤、烧伤和裂纹等,最终导致轴承失效,而轴承沟道粗糙度、波纹度、表面缺陷、微观组织、残余应力和硬度等表面完整性参数与轴承疲劳寿命密切相关,决定了轴承的抗疲劳性能。因此,轴承套圈沟道的工作表面性能很大程度上决定了整个轴承的服役性能和寿命极限,是保障轴承安全运转的关键。
与国外先进水平相比,我国在轴承套圈的表面完整性、滚动体的形状精度和一致性方面的研究存在较大不足,直接影响了轴承的性能和寿命[3]。通过优化加工工艺参数和应用新型工艺技术提高轴承表面完整性,并综合考虑到加工效率、设备成本以及节能环保等方面,在提高轴承综合服役性能的同时进行产业化,应是我国轴承工业未来重点发展的方向之一。本文对当前精密滚动轴承沟道表面完整性研究现状进行综述:探讨轴承套圈沟道表面完整性的定义及内涵,详细分析套圈沟道表面形貌特征参数、表层物理特性参数、表层冶金状态参数等对轴承性能的影响、应控制的指标及工艺技术研究现状,概述轴承沟道表面完整性的新技术,并对轴承沟道表面完整性技术的发展趋势进行总结和预测。
1 轴承沟道表面完整性及内涵
1.1 广义的表面完整性
早在20世纪50年代初,HENRIKSEN[4]就开始了关于机械加工零件表面完整性中残余应力特征的研究。1964年,在美国Defense Metals Information Center召开的一次技术座谈会上,FIELD等[5]首次明确地提出表面完整性这个名词,表面完整性是表征、评价和控制加工制造过程中被加工零件表面层内可能产生的各种变化及其对最终成品使用性能影响的一个综合性指标[6-7]。初铭强等[8]在研究航空零部件加工表面完整性时将影响零件表面各种完整性的属性特征分为三类:①形貌特征,如织构、波纹度和表面粗糙度;②受影响的力学性能,如残余应力和硬度;③ 冶金状态,如微观结构、相变、晶粒尺寸和形状、夹杂物等。目前国内学者对表面完整性的研究分为两个部分,即加工工艺对表面完整性影响和表面完整性表征模型。总体来说,表面完整性受多种因素影响,对表面完整性的评价绝不能从某一个侧面来衡量,而是应将表面完整性看作一个系统,通过建立表面完整性评价指标体系对表面完整性进行全面综合评价。
1.2 轴承沟道的表面完整性
在轴承相关标准中,涉及表面完整性的内容很少,只有GJB269A—2000《航空滚动轴承通用规范》对轴承零件外观内容作了规定,包括套圈和滚动体表面的裂纹、烧伤、锈蚀、碰伤等。国内外针对轴承沟道表面完整性的研究也不多,苏涌翔[9]归纳了轴承沟道表面完整性的具体范围,如图1所示。
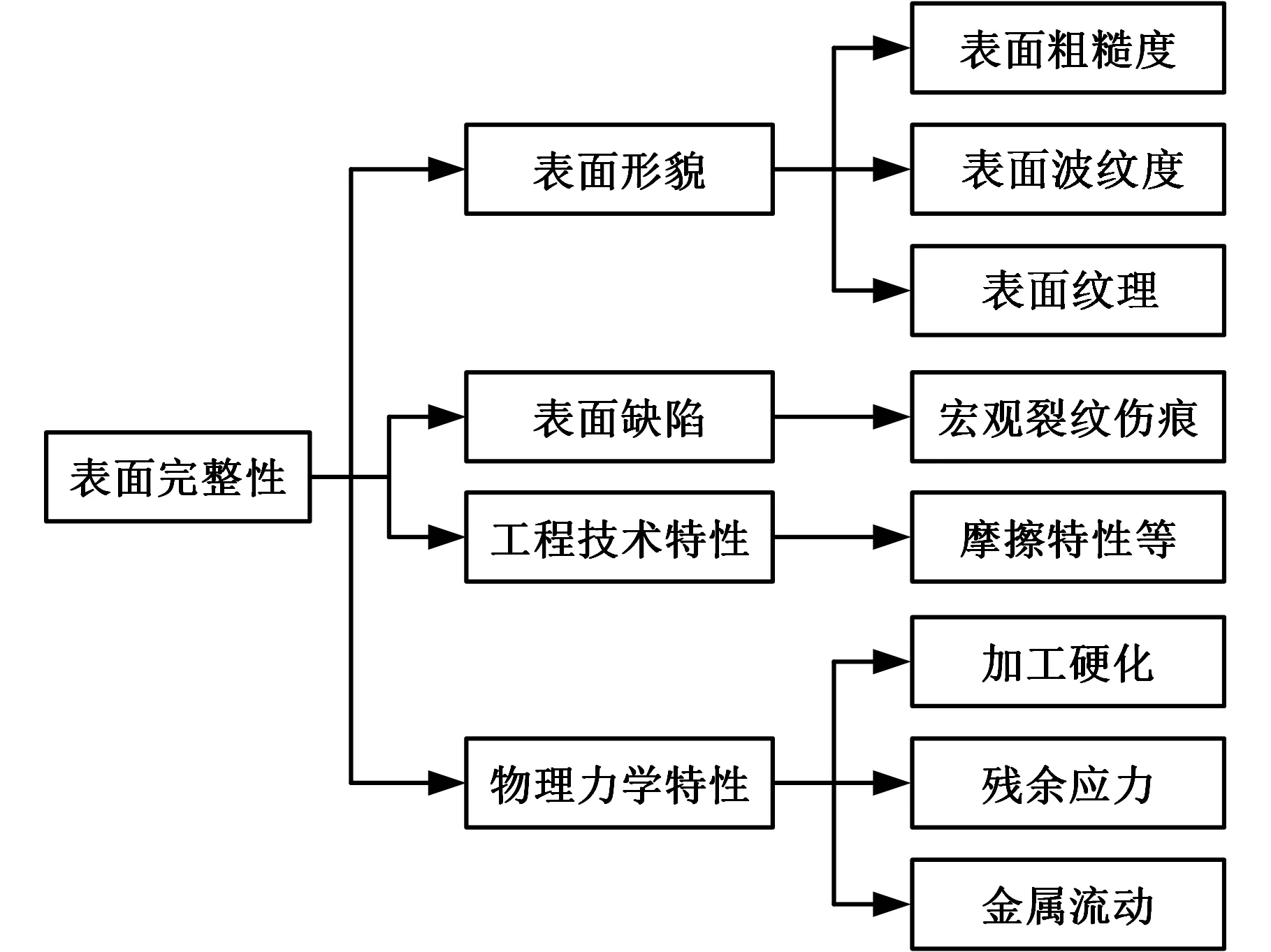
图1 轴承沟道表面完整性参数[9]Fig.1 Surface integrity parameters of bearing grooves[9]
从便于实际生产和工程应用的角度,重点关注的轴承沟道表面完整性一般是指沟道经过某个加工工序之后特别是经过超精加工工序之后的成品轴承沟道表面状况,其属性特征包括形貌特征(表面粗糙度、波纹度、缺陷)、物理特性(残余应力、硬度)、冶金状态(微观组织、变质层)。目前,轴承沟道表面完整性已成为评价轴承沟道精密磨削和超精质量最为重要的指标[10],也是成品轴承性能及寿命预测评价的基础参数,涵盖了轴承精度、性能及可靠性寿命等特征。
2 轴承沟道表面形貌特征研究现状
2.1 粗糙度和波纹度
滚动轴承工作中产生的噪声和温升通常可以追溯到要求严格的滚动体表面不良条件,称为“分布缺陷”,它是用来描述制造过程所产生的表面光洁度和形状特征的。轴承行业中,将波长略小于或等于滚动体与沟道的赫兹接触宽度的表面缺陷特征定义为“粗糙度”,而较长波长的则定义为“波纹度”[11],如图2所示。
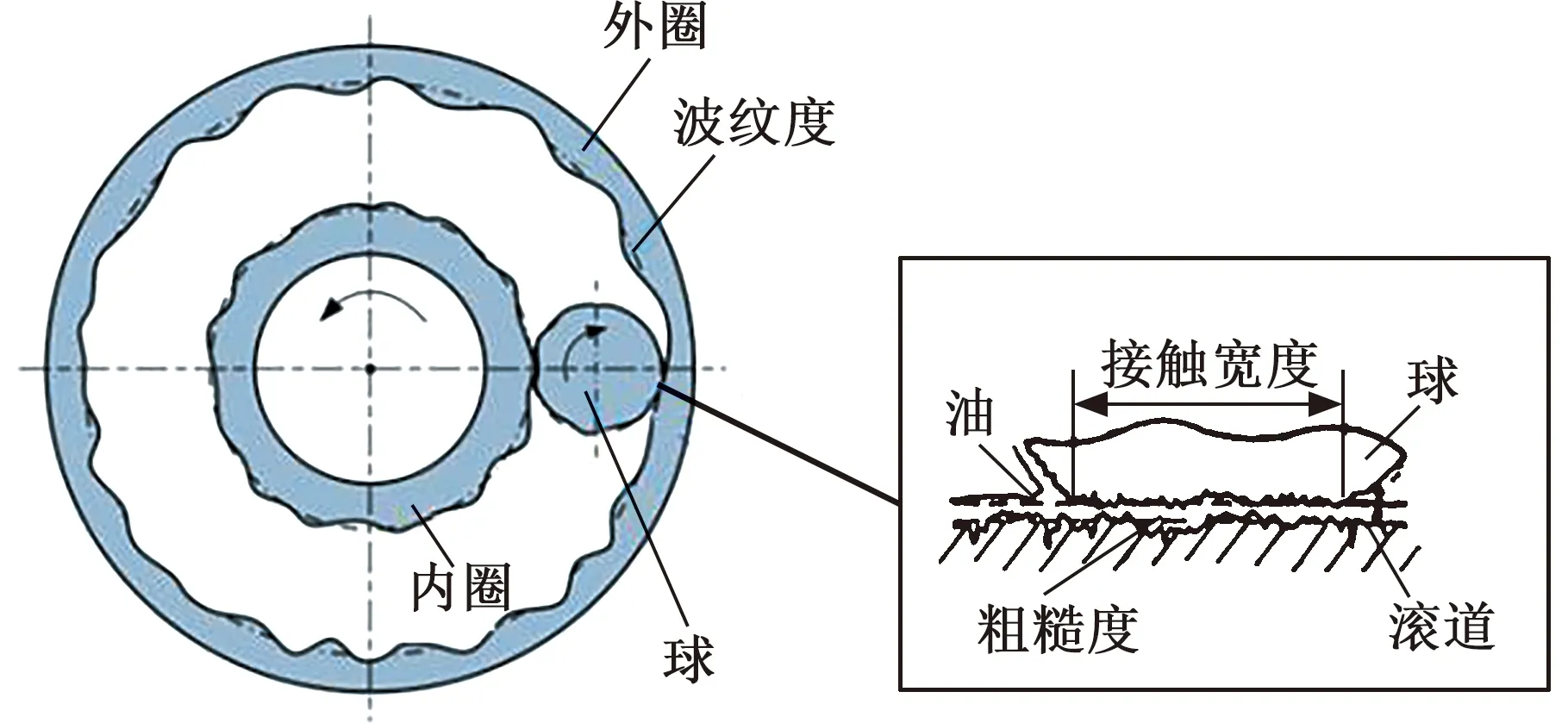
图2 轴承沟道表面波纹度及粗糙度示意图Fig.2 Diagram of corrugation and roughness ofbearing raceway surface
粗糙度是反映零部件表面质量、微观几何形状误差的一个重要指标,不同的表面粗糙度对零部件的疲劳性能有着不同的影响。轴承套圈滚道、滚动体的表面粗糙度会影响表面润滑状态和摩擦因数,减小表面粗糙度值能够延长轴承的寿命。同时,表面粗糙度属于“微尺度”范畴,在这种情况下,局部弹性接触区近似等于或小于赫兹接触面积。这种弹性变形的产生极为迅速,使得两次接触间隔的时间极短。对于较高频率的振动,例如10 kHz以上,这种变形被认为是产生轴承振动的一个主要原因。与振动水平相比,噪声水平受粗糙度的影响更大,特别是对听觉范围以上的频率,表面粗糙度的影响更显著。
显然,无论是降低轴承振动或是提高轴承寿命,都要解决同一个问题,即保证球与滚道接触区有合适的粗糙度,从而保证接触面的完全流体润滑,避免金属表面的接触碰撞。从润滑质量评价指标Λ也可以看出接触表面粗糙度的重要性:
Λ=h0/Ra
式中,h0为球与滚道之间的润滑油膜厚度;Ra为接触表面粗糙度的算术平均值。
很多试验表明,当Λ>4时,接触面处于完全流体润滑状态。如果工作表面粗糙度过大,就会造成粗糙表面直接接触,如果粗糙度值太小,表面过于光滑,也会因润滑剂保持不住而很快处于贫油状态。低噪声轴承试验结果表明,套圈沟道表面粗糙度的控制指标Ra不应大于0.025 μm,Ry(微观不平度十点高度)不应大于0.25 μm,Rz(轮廓最大高度)不应大于0.15 μm。
目前,为了获得轴承沟道理想的粗糙度,一般采取先精密磨削再超精加工或抛光的加工工艺方法,并通过工艺优化,保证轴承套圈成品工作表面具有合适深度的微观凹谷以滞留润滑剂,同时减小微观凸起峰的高度,比如超精加工中的“拉丝工艺”,这种工艺在轴承工作表面形成的微织构不仅可以降低轴承振动,而且可以降低滚道和球的磨损,提高轴承使用寿命。秘文博[12]对氮化硅(Si3N4)陶瓷轴承外圈沟道进行精磨及超精加工实验发现:进给速度影响圆度,砂轮线速度影响沟道表面粗糙度,优化工艺参数后磨削表面粗糙度降低到0.0253 μm。JIANG等[13]提出考虑表面粗糙度、暗蚀层厚度和加工时间的研磨工艺模型,获得了优化的工作转速,从而达到了对表面粗糙度的技术要求。ZHOU等[14]建立了磨削参数-粗糙度一阶响应面模型,得出二者之间的显式表达式,获得了满足沟道表面质量要求的约束。常舟等[15]以轴承滚道磨削表面完整性离散度作为研究对象,设计基于砂轮转速、工件转速和进给量的正交试验(表1),采用PGI(phase grating interferometric)接触式非球面测量仪测量轴承滚道粗糙度,结果表明,粗糙度在0.3~0.6 μm之间,随着砂轮转速的升高,粗糙度的标准差逐渐减小,但粗糙度呈减小趋势(图3)。吴玉厚等[16]研究超精工艺参数对氮化硅陶瓷轴承套圈沟道表面粗糙度的影响,发现超精加工时间、油石压力、工件切线速度、长行程摆荡频率和短行程摆荡频率各工艺参数从大到小依次影响沟道表面粗糙度。王浩[17]对氮化硅陶瓷套圈沟道超精研加工表面粗糙度进行试验研究发现:粗超阶段(超精加工第一阶段),油石压力对沟道表面粗糙度影响最大,精超阶段,超精加工时间和长行程摆荡速度对沟道表面粗糙度影响最大,粗超阶段改善沟道表面粗糙度强于半精超阶段和精超阶段。REN等[18]将在线电解修锐磨削技术(ELID)引入到陶瓷球轴承沟道加工中,实现了沟道的精密加工,沟道表面粗糙度在0.03 μm以内,基于工作阴极的轴承外圈沟道ELID磨削加工如图4所示。FATHIM等[19]将ELID技术应用到超精轴承沟道,获得了粗糙度Ra为0.027 μm的高质量表面。为了能够进一步降低轴承沟道的表面粗糙值度,DANG等[20]利用超声滚压工艺对300M钢进行表面强化,一次超声滚压过程就能够降低工件的表面粗糙度值一个量级(Ra从0.3 μm降低到0.025 μm)。
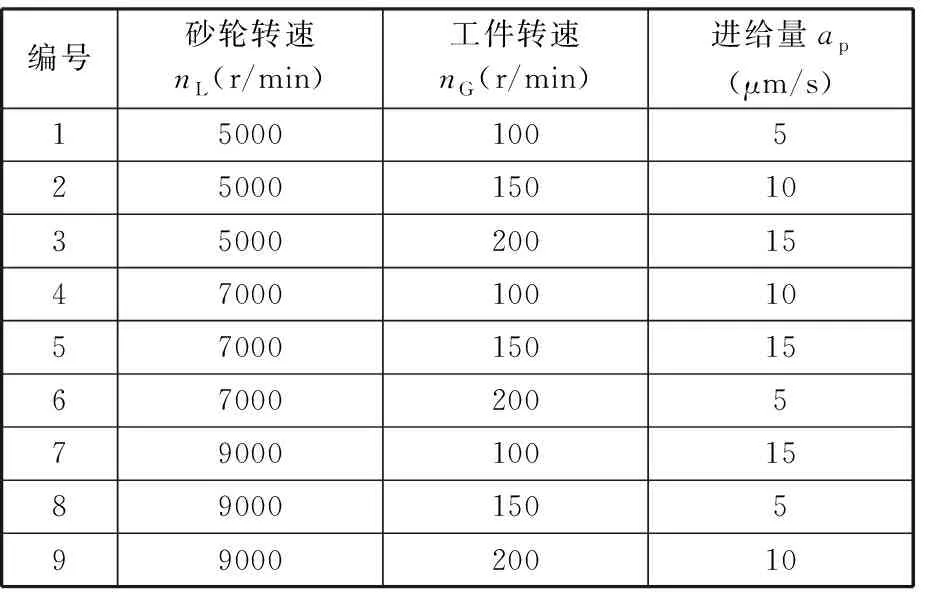
表1 磨削试验工艺参数表[15]Tab.1 Grinding test process parameter table[15]
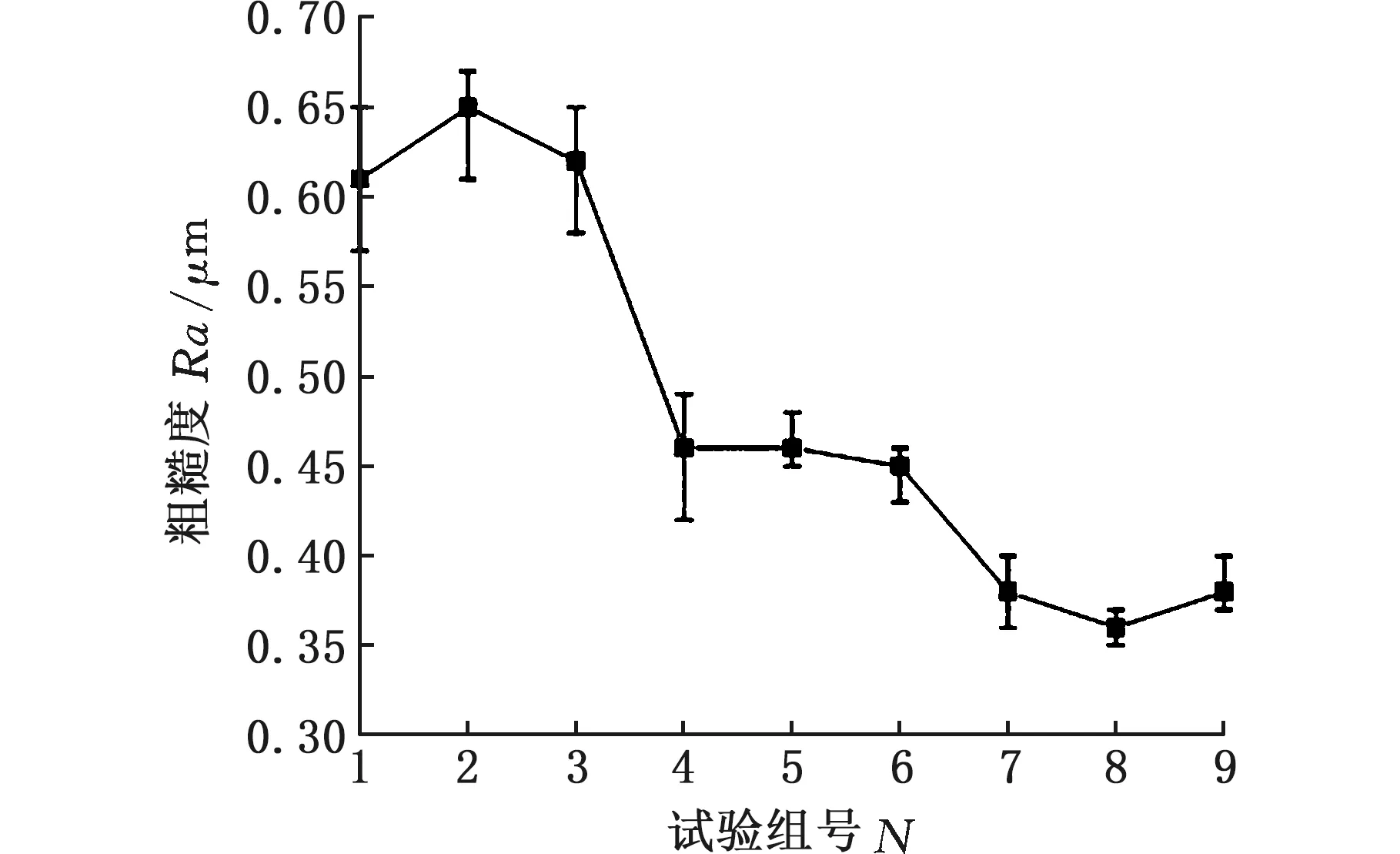
图3 粗糙度与磨削工艺参数关系示意图[15]Fig.3 Diagram of relationship between roughnessand grinding process variable[15]
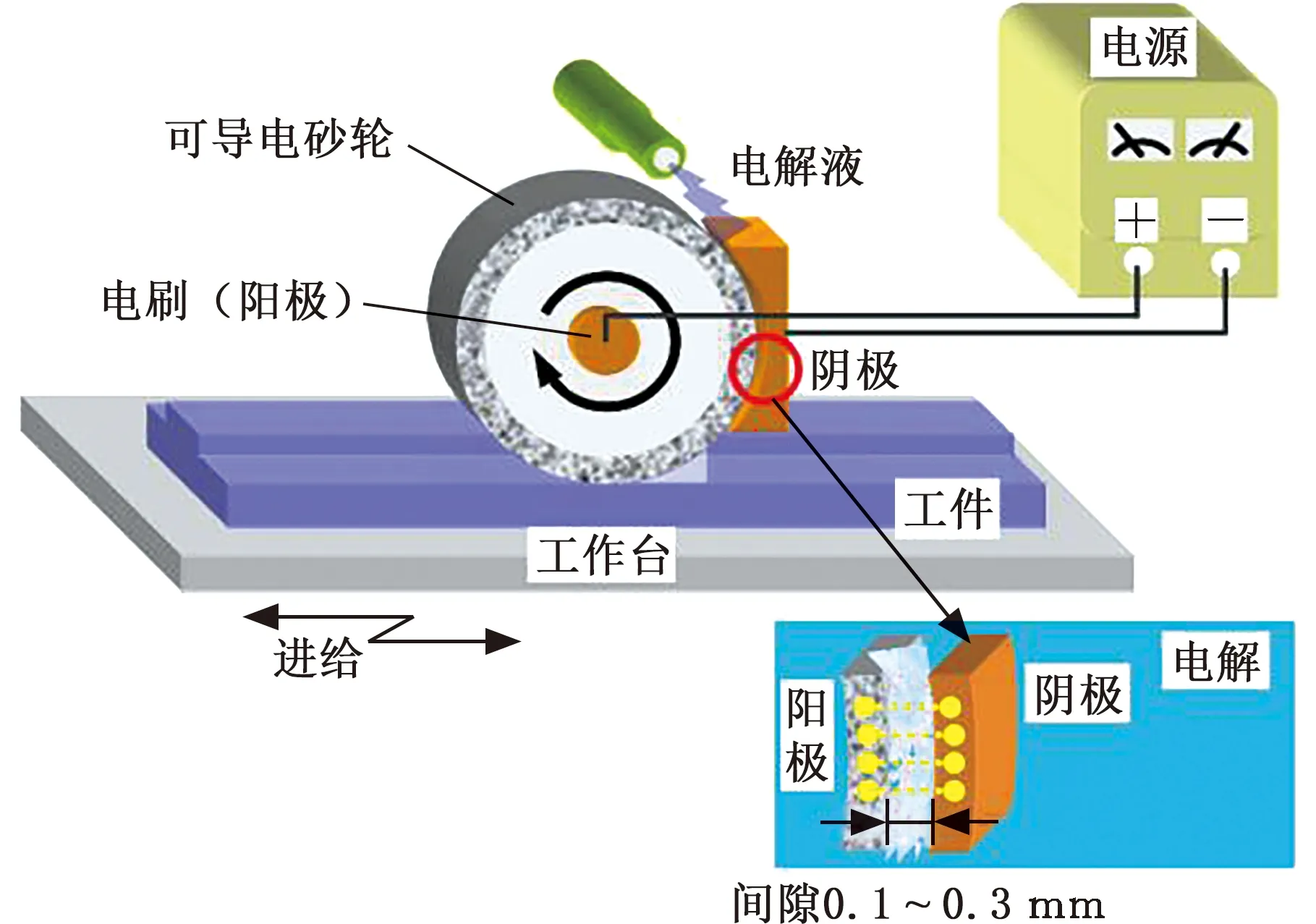
图4 轴承沟道ELID超精加工示意图[18]Fig.4 Diagram of ELID superfinishing ofbearing raceway[18]
波纹度属于表面几何形状偏差,是一种形状误差,包括椭圆度和棱圆度。在轴承润滑良好(Λ>4)、无污染、保持架运转正常、承受载荷适当的情况下,轴承振动特别是中高频振动主要由沟道和滚动体的波纹度引起。轴承的弹性挠曲振动和刚体振动都随轴承零件工作表面的波纹度误差改进而减小。某型号深沟球轴承超精后加工套圈沟道波纹度与轴承振动值的关系如表2[21]所示。
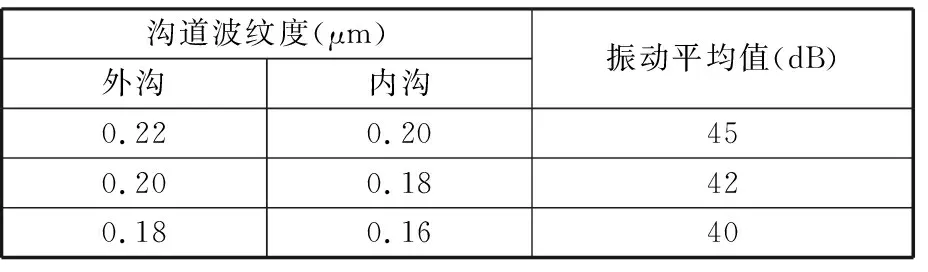
表2 轴承沟道波纹度与振动平均值[21]Tab.2 Mean value of corrugation and vibration ofbearing channel[21]
国内外学者对轴承波纹度激振进行了大量研究, TALLIAN等[22]通过实验分析了内外圈沟道形状误差对轴承振动产生的影响,并指出多组波纹度误差分量与振动频率之间存在的对应关系,指出低级数的外圈波纹度影响滚动体通过频率的振幅。YHLAND[23]在TALLIAN等[22]研究的基础上,对波纹度误差的理论激励频率和测量得到的振动信号频率进行了对比分析,得到了波纹度与轴承振动频谱的相关性。MEYER等[24]发现沟道形状误差不仅会产生一系列的主激励频率,还会在其旁边产生调制频率,且每组频率的间隔与形状误差的波数成正比。WARDLE[25]证明,当滚动体数量和波纹度数相等时,轴承将产生剧烈振动,因为出现了载荷和所有滚动体的谐调振动。RAHNEJAT等[26]在对主轴振动研究时发现,轴承内圈波纹度误差激励在一定频率间隔上产生的振动响应幅值比较大,该频率间隔与波纹度误差的谐波阶次成正比。SUNERSJÖ[27]在实验中分析了内圈沟道波纹度与滚动体尺寸不一致产生的振动频率。WARDLE[25,28]、LYNAGH等[29]、邵建敏等[30]和赵联春等[31-32]进一步通过动力学模型得出并总结了特定阶次的内外圈沟道和滚动体表面波纹度误差产生的振动激励主频率和调制频率。波纹度误差对轴承振动的影响不仅与其阶次有关,还与幅值有关。冯克明[33]的研究表明,轴承振动加速度在一定频率范围内随着外圈沟道波纹度误差幅值的减小而减小,当波纹度误差幅值减小到一定程度时,振动加速度响应趋于稳定。孙立明等[34]基于实验测量数据,分别采用线性、对数和指数回归方程分析了球轴承振动加速度响应幅值与沟道波纹度误差之间的相关性。KANKAR等[35]研究了内外圈沟道表面波纹度对转子-轴承系统非线性振动的影响,预测了轴承内外圈各阶波纹度特定频率分量的离散频谱,同时建立了激励振动频率和波纹度阶数的关系。李云彬[36]针对沟道表面波纹度引起的轴承振动响应建立了轴承外圈沟道表面波纹度动力学模型,发现随波纹度最大幅值的增大,轴承的振动响应随之增大,并且波数与滚动体数目相等或成倍数关系时轴承的振动响应会突然增大。时博阳[37]建立了实测波纹度圆柱滚子动力学模型,发现滚动体振动能量随转速和轴承所受径向力的增大而增大,外圈和滚动体的振动加速度峰值频率和转速成正比关系。LIU等[38]为了研究牵引电动机轴承波纹度的影响,建立了时变位移、接触刚度和接触刚度激励的相关模型,结果显示,控制波纹的振幅和避免波数为滚动体的整数倍可以有效降低振动和噪声。
波纹度对轴承的振动有着重要影响,而波纹度与轴承套圈的精磨和超精加工工艺、工装夹具等密切相关。李彦等[39]发现机床的加工精度、主轴振动和磨削参数的选择不当会引起沟道表面振纹的产生,通过调整机床、优化磨削参数以及合理调整电磁无心夹具等,可有效降低套圈沟道的表面波纹度。于长友等[40]探讨了在终磨、酸洗和超精加工过程中,控制风电增速齿轮箱轴承沟道波纹度的方法,提高了波纹度的稳定性和加工效率。尹龙等[41]基于磨削砂轮上磨粒的运动轨迹分析加工参数对轴承沟道表面波纹度的影响,发现:随着超声振幅和砂轮转速的增大,轴承沟道波纹度先减小后增大;随磨削深度和进给速度的增大,沟道波纹度增大;传统磨削辅以超声可有效抑制波纹度的增大。VIITALA[42]提出了一种补偿磨削轴承套圈加工轴圆度的方法,可最大限度地减小轴承套圈的加工圆度误差,同时也能够最大限度地降低轴承波纹度。
2.2 表面缺陷
材料的质量、热处理工艺、切削加工方式和工作环境等都会对轴承沟道表面缺陷的萌生造成一定的影响[43]。在冶炼过程中,轴承材料中夹杂物的产生无法避免,是造成轴承表面缺陷的一大主因。KAZUYA等[44]对包含不同成分和尺寸氧化物的钢样品进行滚动接触疲劳寿命研究,发现减小钢样品中的氧化物尺寸可以提高接触疲劳寿命,钢样品接触疲劳寿命随氧化物的化学组成不同而变化。GUETARD等[45]采用球杆配置机研究了各种轴承钢的滚动接触疲劳,提出氧化物的形成导致局部体积膨胀,然后由于楔形效应加速了裂纹的传播。MAKINOA等[46]研究了硫化夹杂物对高强度钢接触疲劳性能的影响,采用同步加速度层析成像作为连续观察接触疲劳损伤的成像方法,发现在缺陷处引发垂直裂纹,垂直裂纹扩展过程中引发水平裂纹,水平裂纹扩展导致剥落失效,接触疲劳裂纹的起始和传播过程如图5所示。由此可见,轴承材料中夹杂物对轴承滚动接触疲劳寿命有影响,为了能够提高轴承滚动接触疲劳寿命及可靠性,对轴承材料的冶炼工艺与技术的研究极为重要。

(a)虚构缺陷起源的案例示意图
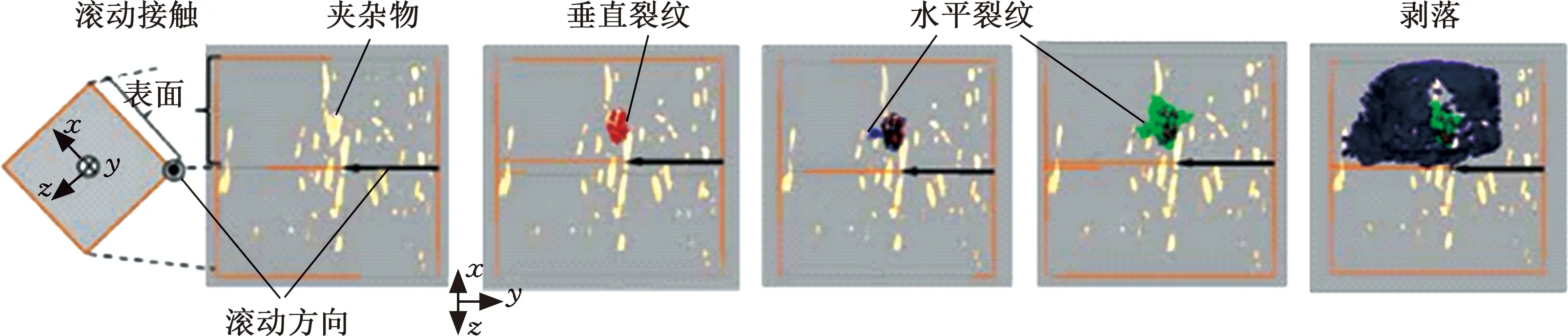
(b)夹杂物3D图像案例图5 RCF裂纹的起始和传播过程[46]Fig.5 Initiation and propagation of RCF cracks[46]
轴承的热处理工艺包括淬火、多道回火以及深冷处理,这些热处理方式对轴承的硬度以及抗疲劳性能均有着重要的影响。热处理工艺不合理会造成沟道表面缺陷。如淬火过热产生粗大的马氏体,可使轴承韧性降低,严重的会造成淬火裂纹[47];淬火欠热则会引起块状托氏体或针状托氏体产生,降低沟道表面硬度和耐磨性;热处理脱碳会极大降低轴承的耐磨性和耐疲劳性,使局部产生拉应力造成微裂纹的产生。为控制热处理过程中产生表面缺陷,孙钦贺[48]提出了一系列热处理质量控制措施。为防止产生过热组织,应根据材料选择合理的加热温度和时间;为防止产生欠热组织,可检查金相显微组织分析原因并采取相应的措施;为防止产生淬火裂纹,要严格控制原材料质量,选择合理的淬火温度、保温时间、冷却介质和冷却方式,淬火后要及时回火,控制碳势防止表面脱碳。LI等[49]研究了不同的热处理参数和深冷处理(-75℃)对低碳马氏体轴承钢微观结构和力学性能的影响,深冷处理能够提高淬火、回火轴承钢的硬度和拉伸强度,但随着深冷、回火反复次数的增加,轴承钢的韧性降低。WU等[50]研究了起始球化微观结构对GCr15轴承钢淬火、回火后的耐磨性和接触疲劳性能的影响,轴承钢球化退火后的球化程度对淬火、回火后不溶碳化物的大小和分布有着决定性的影响,球化程度的增加和起始渗碳体晶粒尺寸的减小能够使不溶碳化物的颗粒大小减小;在线低温球化退火处理不仅能够缩短球化退火时间,而且能够提高淬火、回火后轴承钢的耐磨性和抗疲劳性能。
沟道磨削加工过程中,磨削烧伤是一种典型缺陷,可诱发轴承沟道表面剥落。范文明等[51]分析了轴承沟道磨削烧伤引发沟道表面剥落的原因和形成过程,如图6所示,磨削烧伤造成沟道局部表层组织、性能、残余应力发生改变;滚动接触应力作用下,磨削烧伤带形成周向裂纹,周向裂纹根部的线状疲劳源向两侧局部周向独立扩展,最终形成大面积周向剥离带。明确磨削烧伤剥落作用机制,可为寻找轴承沟道剥离原因提供依据。张祁泳[52]认为磨削的温升效应使沟道表层组织发生相变,热塑性变形造成很大残余拉应力的产生,致使应力集中造成疲劳失效;指出控制磨削用量、优化砂轮参数、提高冷却效果和确保工艺系统刚性等可预防磨削烧伤的产生。李迎丽等[53]提出制定合理的磨削工艺流程,稳定控制套圈沟道表面磨削质量,可规避磨削烧伤。规范沟道磨削工艺流程,提高磨削过程控制,对调控磨削烧伤、提高轴承的抗疲劳性能极为重要。

图6 磨削烧伤轴承内圈沟道剥落过程示意图[51]Fig.6 Schematic diagram of grinding burn spallingprocess of bearing inner ring[51]
轴承套圈沟道表面缺陷会降低轴承作为零部件产品的安全性和可靠性,造成安全事故的发生。因此,一方面要不断优化工艺技术减少表面缺陷的产生,另一方面要研发轴承表面缺陷检测技术以控制存在表面缺陷的轴承流入市场。轴承表面缺陷检测常见方法有超声波检测技术、红外线检测技术、磁漏检测技术、涡流探伤检测技术和机器视觉检测技术等[54]。随着科学技术的发展,机器视觉检测打破其他常规无损检测仅针对特定缺陷或对周围环境有要求的局限性,以智能、高效、无损等优点应用于自动化生产。SPINOLS等[55]采用霍夫变换拟合直线和向量分析的方法,基于机器视觉检测设计了不锈钢带宽度和表面缺陷检测系统。兰叶深等[56]提出一种基于视觉显著性的轴承表面缺陷检测方法,采用高斯金字塔降维分层—超像素分割—像素显著值提取—缺陷定位识别方法,提高了检测效率,降低了漏检率。吴义权[57]设计了一套基于机器视觉的轴承外圈表面缺陷识别系统,提出了一种结合相关系数判别、特征向量组合和包裹法的特征选择算法。张袁祥[58]提出了一种基于机器视觉轴承表面缺陷自动检测系统,采用图像灰度值的标准差和均值范围进行初次分类和二值化处理。BASTAMI等[59]利用振动信号分析来确定滚子轴承的缺陷,并同时采用输入点、输出点的时间差来确定自然缺陷的尺寸。LIU等[60]基于振动信号在陶瓷轴承外套圈的传输,利用裂纹位置与时变刚度的密切关系确定裂纹的位置。
3 轴承沟道表层物理特性研究现状
3.1 硬度
硬度与接触疲劳寿命、耐磨性和弹性极限存在紧密联系,从而直接影响轴承的使用寿命,是评判轴承沟道表面完整性的一个重要指标[61]。热处理工艺是提高轴承沟道表面硬度的重要手段,通过淬火、回火和退火,可改变微观组织结构获得最佳的硬度值。肖爱武[62]对机床主轴轴承钢进行不同温度的淬火和回火实验发现:随淬火温度升高,回火马氏体基体粗化,第二相粒子数量和尺寸减小,硬度先增大后减小;淬火温度为1030 ℃时,可得到最高回火硬度;随回火温度升高,回火马氏体转变为回火屈氏体和回火索氏体,450 ℃以下硬度无变化,超过450 ℃后硬度值急剧减小。LIAN等[63]研究了渗碳M50NiL轴承钢在固溶期间表面碳化物的演变,分析它对轴承钢回火后硬度的影响,得出高温固溶和低温回火相结合的热处理方式不仅硬度高,而且碳化物细小且分布均匀。SU等[64]对深回火渗碳M50NiL轴承钢的组织和硬度影响进行研究,如图7所示,结果显示:在深回火过程中,碳化物从马氏体(ML)中析出,起到第二相强化的作用,但马氏体中碳含量的减少削弱固溶强化作用,因此,总体上硬度增大不明显;由于渗碳层表面马氏体中析出的碳化物积聚形成块状碳化物(BC),且碳化物总数明显减少,与初始状态相比500 ℃深回火5次后表层硬度最低;回火次数的增加促进碳化物析出,削弱了钢的基体硬度;较高温度回火次数的增加有利于碳化物的进一步溶解和碳原子向渗碳层的扩散,从而增加渗碳层的深度,但碳化物的溶解影响小于碳扩散对钢硬度的影响。从微观组织演变特征探讨热处理对硬度的影响,为新的热处理工艺提高硬度的机理研究提供了思路。HUANG等[65]采用恒温热处理轴承钢,在880 ℃奥氏体化+200 ℃恒温处理6 h下轴承钢的金相由细小、均匀的微观结构组成,获得了最高的硬度(61.2HRC)。
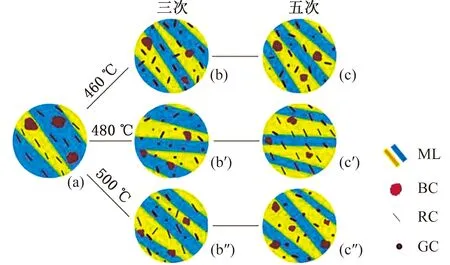
图7 深回火M50NiL轴承钢微观组织演变示意图[64]Fig.7 Diagram of microstructure evolution of deep tempered M50NiL bearing steel[64]
渗碳处理是一种典型的表面硬化法,在渗碳炉中控制碳势,使材料表面获得所需的含碳量及渗碳层深度,进而提高零部件表面的综合性能。KUMAR等[66]采用等离子渗碳技术对不同热处理后的AISI52100钢试样进行处理发现:淬火和回火试样处理后表面硬度降低,退火试样处理后表面硬度明显升高,同时发现在表层生成了Fe4N等氮化物。传统渗碳20Cr2Ni4轴承钢经调质处理后,表面形成高碳马氏体,硬度高且耐磨性好,心部形成低碳马氏体,硬度低,冲击韧性好,得到广泛的应用[67]。但高碳马氏体韧性差,回火脆性大,淬透性差,不足以应用于重型轴承中。因此,WANG等[68]开发了新型渗碳纳米贝氏体轴承钢渗碳热处理工艺,纳米贝氏体不仅比高碳马氏体具有更高的韧性,且硬度和强度与之相当,两种渗碳工艺渗碳层的硬度分布对比如图8所示。从表面到心部两种钢的硬度不断减小,表面显微组织不同,但表面硬度相差不大;23Cr2Ni2Si1Mo钢心部含碳量高于20Cr2Ni4钢心部含碳量,心部硬度较高。表面细微的纳米贝氏体组织更有利于提高硬度值,使轴承沟道表面耐磨性和抗疲劳性更加优异,应用于重型轴承非常有前景。刘潇[69]对高铁轴承套圈渗碳热处理工艺进行相关研究发现:随渗碳温度的升高、碳浓度的增大及渗碳时间的延长,轴承套圈表面显微硬度增大;渗碳温度和渗碳时间对套圈硬度梯度和渗碳层碳含量影响较显著。由渗碳工艺的研究现状可以得到,渗碳处理能够在热处理的基础上进一步提高轴承套圈的表面硬度,但是传统渗碳处理存在韧性差、渗透性差等问题,为此等离子渗碳以及新型渗碳技术的研究具有一定的紧迫性。
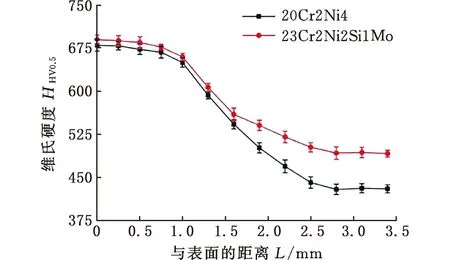
图8 20Cr2Ni4钢和23Cr2Ni2Si1Mo钢渗碳层硬度对比[68]Fig.8 Comparison of hardness of carburizing layer between 20Cr2Ni4 steel and 23Cr2Ni2Si1Mo steel[68]
由常舟等[15]以砂轮转速、工件转速和进给量的正交试验(表1)看,磨削后滚道硬度在62~65 HRC之间,硬度变化不大,如图9所示。因此,传统的轴承磨削加工基本不改变表层硬度,同时因加工后粗糙度较大,还需进行研磨和抛光处理,效率较低且污染轴承沟道表面[70]。针对传统轴承磨削加工工艺的不足,刘晓初等[71]研究了结合“强化塑性加工”与“研磨微切削”的轴承新型强化研磨工艺,原理如图10a所示,分析了磨料中不同直径的轴承钢丸组合配比对轴承内圈沟道面的硬度及形貌的影响规律,发现强化效果与钢丸的直径组合配比有关,直径为 2 mm和3 mm 的组合配比强化效果最佳,可均匀地使表面金属发生弹塑性变形,大大提高了沟道表面的硬度。他们对强化研磨后的表面化学成分进行分析,得到了有“表面织构层(包括油囊、纹理)、富氮化学物理膜层、富氮表面强化层”的三层复合结构[72],如图10b所示。萧金瑞等[73]研究6012 深沟球轴承内圈沟道表面在不同加工参数下的强化研磨微纳加工时发现:随喷射压力、加工时间及喷射角度的增大,试样表面平均硬度随之增大;表面硬度受加工时间影响最大。因此,强化研磨能够提高轴承沟道表面硬度,提高轴承沟道的表面质量。
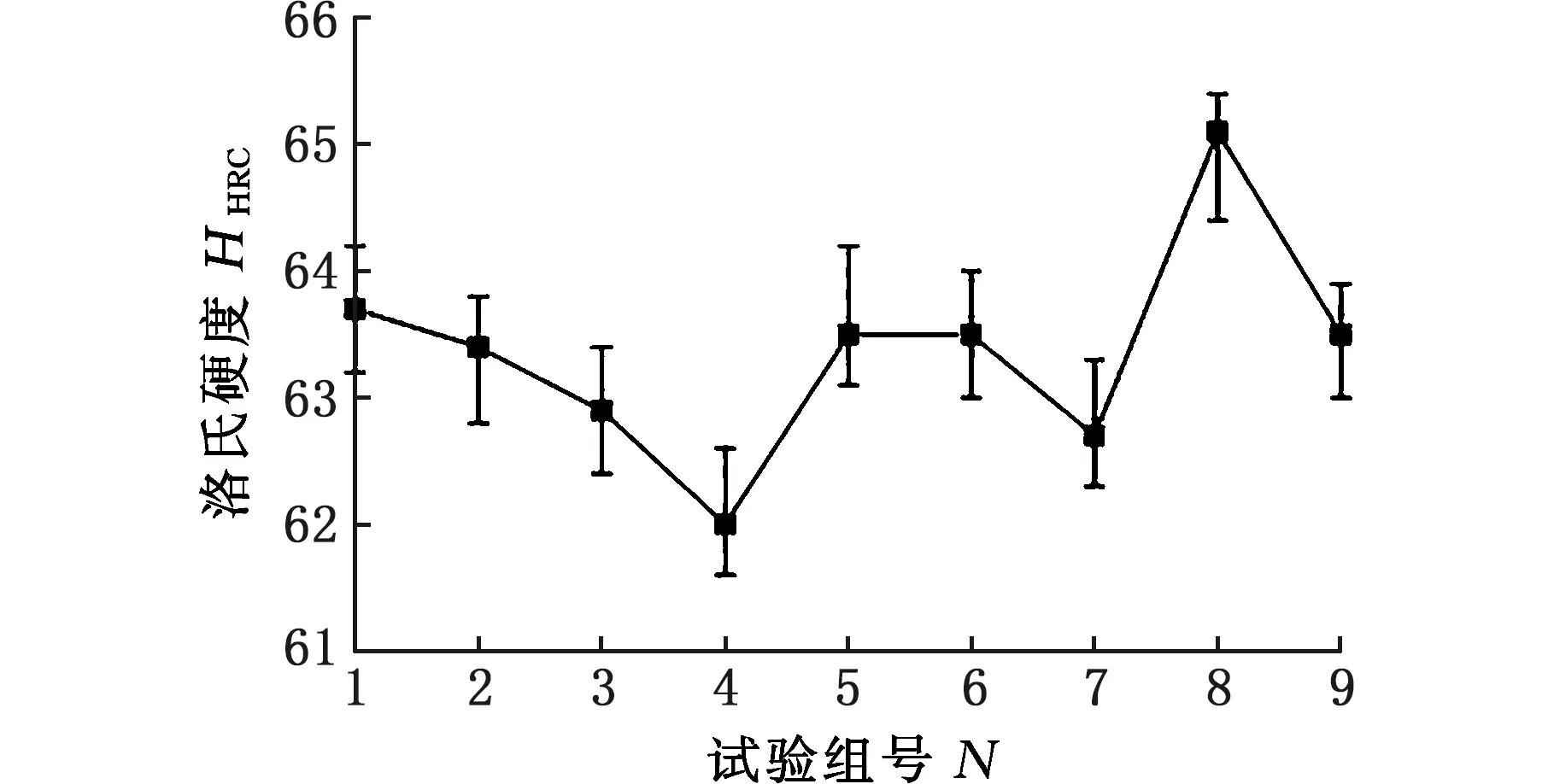
图9 硬度与磨削工艺参数关系示意图[15]Fig.9 Diagram of relationship between hardness and grinding parameters[15]
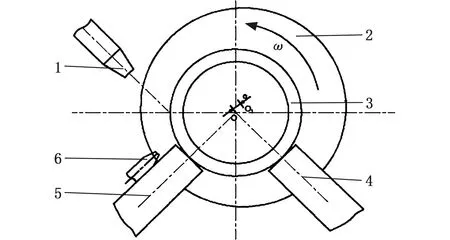
1.研磨料高压喷头 2.电磁吸盘 3.轴承套圈 4.右支撑 5.左支撑 6.氮气喷头(a)套圈强化研磨工艺[71]
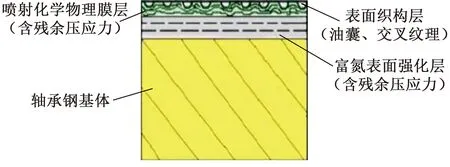
(b)强化研磨三层复合结构[72]图10 轴承套圈强化研磨工艺及结构示意图Fig.10 Diagram of bearing ring strengthening grinding process and structure
3.2 残余应力
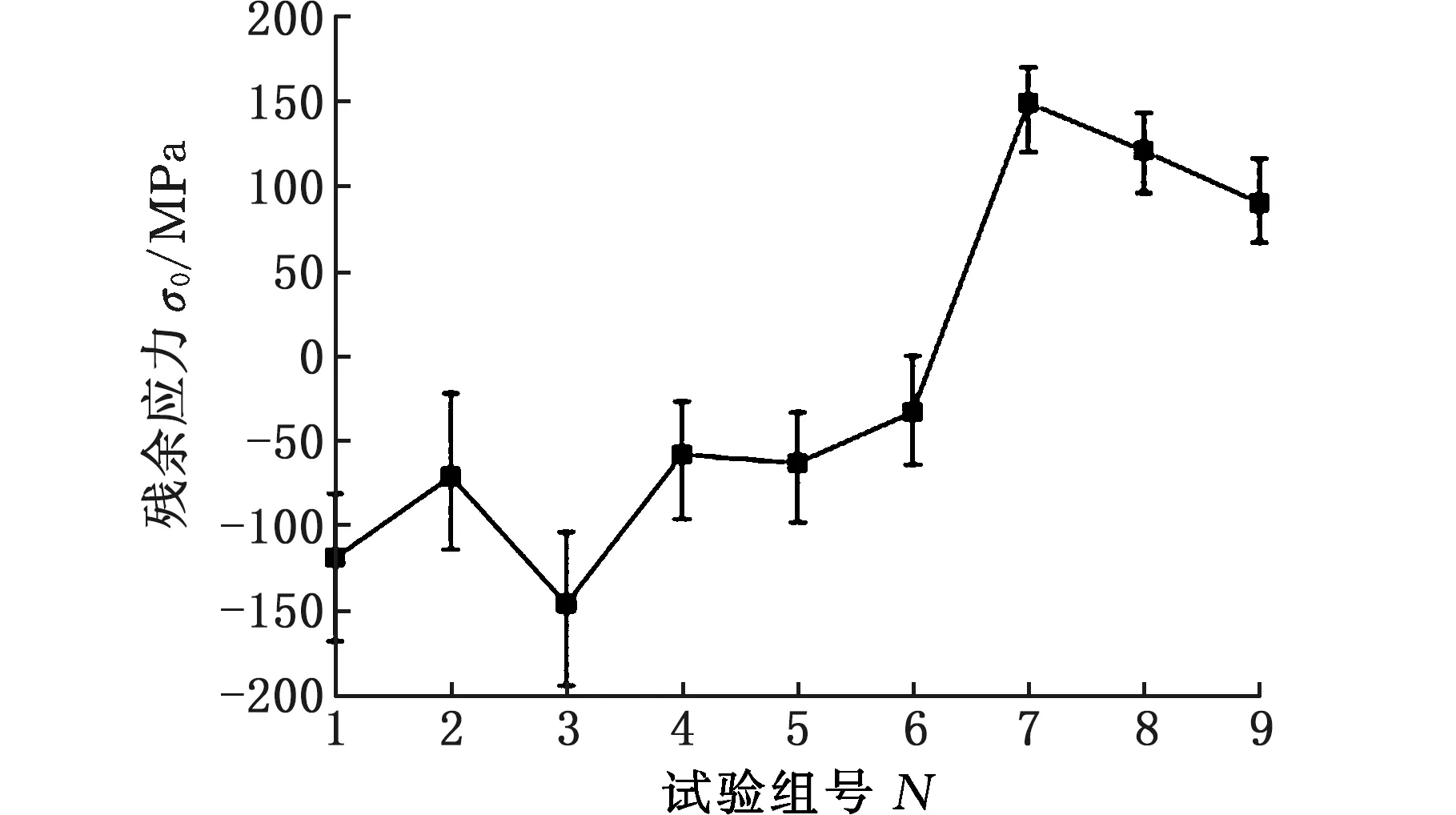
轴承沟道表面的残余应力状态对其性能的影响仅次于表面硬度,相同硬度、高残余压应力的轴承钢表现出了更长的滚动接触疲劳寿命。轴承沟道表面残余应力分布状态由磨削力、磨削热和组织材料相变三者耦合作用决定。TORKAMANI等[74]利用表面高频淬火在C56E2轴承钢表面形成了高硬度层、在表层形成了残余压应力。王德祥[75-76]建立了轴承内圈沟道磨削残余应力有限元模型,发现增大接触应力和磨削力比有利于沟道表层残余压应力的产生;同时研究了磨削工艺参数对沟道表层残余应力的影响规律,发现砂轮转速和磨削深度的增大,不利于表层产生残余压应力;增大对流传热系数和降低磨削液切削初始温度有利于残余压应力的产生。由常舟等[15]以砂轮转速、工件转速和进给量的正交试验(表1)看,磨削后沟道残余压应力变化较大,整体来说随着砂轮转速的升高,滚道残余应力由压应力转变为拉应力,如图11所示。SHAH等[77]以AISI52100轴承钢为材料研究磨削相变对残余应力的影响发现:在磨削过程中,磨削热超过奥氏体化温度,高冷却速度会导致马氏体的形成,引发残余压应力的产生,残余压应力与马氏体比例和影响深度存在直接相关性;同时建立了磨削过程平面有限元模型及考虑相变和未考虑相变下的残余应力模型,如图12所示,考虑相变和工件表面残余应力的仿真得到残余压应力,忽略相变仿真,出现了残余拉应力。由于实验过程中对切削温度及刀具磨损进行检测和预测不易,因此采用有限元数值模拟分析磨削残余应力是重要的辅助手段,但大多数学者忽略了材料相变的影响,仅考虑主要因素的影响,从而导致得到的分析结果过于片面。
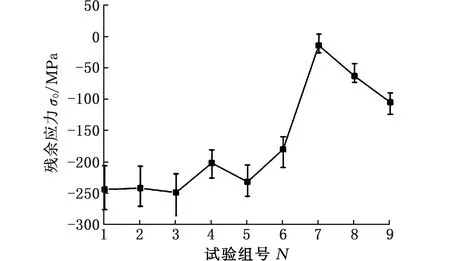
(a)套圈环向残余应力均值磨削工艺参数关系
(b)套圈轴向残余应力均值与磨削工艺参数关系图11 套圈残余应力均值与磨削工艺参数关系[15]Fig.11 Relationship between mean value of residual stress and grinding process parameters[15]
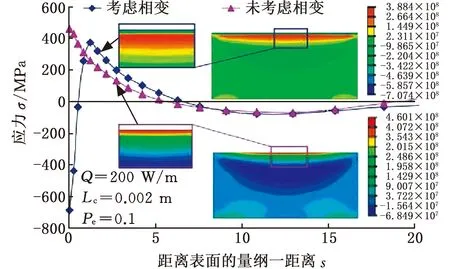
图12 考虑相变与不考虑相变下残余应力的剖面分布[77]Fig.12 Profile distribution of residual stress with or without phase transformation[15]
为了避免磨削的热损伤对轴承沟道表面质量的影响,“以车代磨”淬硬轴承的硬态切削被引入到轴承沟道的精密加工中。在探索“以车代磨”工艺中,研究硬态切削过程中轴承钢加工表面残余应力分布规律极其重要,可以为后续车削轴承沟道残余应力的控制和工艺参数优化提供理论指导。陶亮等[78]运用金属切削软件Advantedge对GCrl5淬硬轴承钢的硬态切削过程进行热力耦合切削仿真发现:残余应力随切削深度的逐渐增大由压应力过渡成拉应力;随切削速度的增大,残余压应力先减小后增大;随进给量的增大,残余压应力最大值和应力深度显著增大;背吃刀量对残余压应力影响较小。ZHANG等[79]指出在低的切削速度下,残余压应力主要由塑性变形和微观组织结构引起;在高切削速度下,拉伸残余应力主要由切削热引起。LIU等[80]探讨了刀尖半径和刀具磨损对硬车削过程中残余应力的影响,实验结果表明:切削早期刀尖半径对残余应力影响显著,随刀尖半径的增大,表面残余应力存在向拉伸方向延伸的趋势;随刀具磨损的增加,表面残余拉应力和次表面压应力均增大,但刀尖半径对残余应力分布影响减小。JOUINI等[81]研究了硬车削、磨削对AISI轴承钢表面质量的影响,精密硬车削轴承钢表层的残余压应力分布呈现“沟形”分布,周向和切向残余压应力分别为-120 MPa和-437 MPa,随着工件表层深度的增加,周向、切向残余压应力分别在25 μm、30 μm表层处出现最大值,分别为-680 MPa、-800 MPa;精密磨削表层周向、切向的残余压应力最大分别为-186 MPa、-444 MPa,之后逐渐转变为拉应力。由此可见,精密硬车削能够使沟道表层及一定深度表层处保持残余压应力,在轴承沟道加工中表现出了显著的优越性。
超精加工最终决定沟道的应力分布情况,对延长轴承疲劳寿命,提高轴承的可靠性具有重大意义。精密加工过程中残余应力离散度的研究,有助于了解和掌握加工表面的残余应力分布特性以及提高疲劳寿命和预测精度。高二威[82]分析了加工轴承套圈各道工序的残余应力离散度,热处理后轴承内圈表面残余应力标准差达到59.95 MPa,经超精加工后降低为18.27 MPa,工序累积增大了表面残余应力平均值,但残余应力离散度未增大,离散度呈现逐渐收敛的状态,经过超精加工后表面残余应力分布一致性较高。葛培琪等[83]研究了精研加工参数对沟道表面残余应力影响,发现轴承沟道表面存在残余压应力,轴承沟道底部表面周向残余应力大于轴向残余应力,油石压力对沟道表面残余压应力的影响最大,工件转速、切削角、振荡频率等参数影响较小。超精工艺参数选择时应当着重考虑油石压力参数,为控制轴承沟道表层压力分布选择合理工艺参数提供参考。
4 轴承沟道表层冶金状态研究现状
轴承滚动体与套圈沟道接触,高应力下会出现滚动接触疲劳,形成大量不可逆转的微观结构变化,一般先出现暗蚀区(DER),随后出现白色蚀刻带(WEBs)[84]。OSTERLUND[85]等通过扫描电镜观察了滚动接触疲劳下的DER和WEBs,发现白色部分为碳质物,暗蚀结构为铁氧体。SMELO等[86]借助大量现代材料表征手段,对发生滚动接触疲劳的AISI52100轴承钢的DER和WEBs进行了综合分析,发现最初的球状铁铬碳化物(FeCr)3C在DER中未发现任何改变,但是在30°和80°的WEBs上出现了初级球状碳化物。在轴承钢微观结构改变中,碳和铬被重新分配,角度带的形成与这些化学元素的扩散有关。轴承接触疲劳暗蚀区是由于温度的升高和变形引起的回火造成的。大量研究发现,DER的形成可能与晶体组织的位错作用有关[87],通常发生在低碳淬火钢的疲劳过程中。KANG等[88]提出了一种由位错滑移引起的碳扩散模型,发现在变形回火过程中,位错可以随碳滑动,导致轴承DER区域的硬度降低,从而加速轴承的疲劳失效。KANG等[89]还从多尺度研究了DER对轴承钢滚动接触疲劳寿命的影响,DER在5×106疲劳周期出现,DER是由马氏体碎片对应的细长斑块组成。通过EBSD观察可知,DER表现出高的核平均定向错(KAM)和低的平均波段对比度,表明在该区域出现了高程度的累积应变,同时在DER形成时,碳呈定向分布,碳在基体中的浓度降低,碳浓度的降低与位错辅助回火模型估计的结果有很好的相关性,而微小的偏差可能是由于沟槽的形成降低了接触压力或/和残余应力的产生。轴承沟道的微观组织结构与滚动接触抗疲劳寿命密切相关,从DER、WEBs形成、发展过程中微观结构变化的角度分析轴承沟道滚动接触疲劳机制,来发展提高轴承沟道抗疲劳性能的加工方法是未来的重要研究方向。
轴承套圈锻造过程是一个不均匀的变形过程,了解整个锻造成形过程中的微观组织演变机制非常重要。潘光永[90]基于DEFORM-3D有限元软件分析不同热锻成形条件对GCr15轴承套圈微观组织的影响,指出,热变形过程中锻件内部组织发生动态再结晶,摩擦因数影响沟道表面组织的动态再结晶晶粒尺寸,在一定变形条件下,锻件平均晶粒尺寸随变形量和变形速度的增大而减小,随变形温度升高而变大。JIANG等[91]利用反向挤压+热辗扩来制备8Gr4Mo4V轴承套圈毛坯,能够获得合理的流程线分布,整个热锻过程出现了不均匀的塑性变形,高应变使轴承套圈获得了细小晶粒和更大的晶粒尺寸比,而热锻过程后的球化处理能够使细长状晶粒转变为平均晶粒尺寸大小为6~9 μm的等轴晶粒,最终得到均匀粒状珠光体金相,初生碳化物没有溶解,决定了流程线分布。JIANG等[92]探讨了经过多阶段热锻和球化退火M50轴承套圈沟道微观组织结构的变化,不同加工阶段沟道表面微观组织结构演变示意图见图13,M50钢棒料在1120 ℃下加热一段时间后会完全奥氏体化,但初生碳化物高温下不溶解;多阶段热锻后,晶粒被拉长,大块的碳化物沿轴向均匀分布,表面形成规则图案的流线,冷却后形成板条状和针状的马氏体混合物;环轧后的轴承套圈经过球化退火,获得碳化物均匀分布的粒状珠光体组织,沟道表面发生再结晶,由细长晶粒转变成等轴晶粒,使显微组织更加均匀。综上所述,轴承套圈锻造是大变形过程,对其微观结构演变有重要影响,决定了后续的球化退火、淬火、回火、加工后的微观结构和力学性能。
图13 不同加工阶段沟道表面微观组织结构演变示意图[92]Fig.13 Diagram of microstructure evolution of groove surface at different processing stages [92]
轴承环冷轧成形是一种先进的塑形成形技术[93],可以获得较细密的晶粒组织及合理分布的金属流线,套圈沟道成形效率高、质量均匀且表面光滑。FENG等[94]研究预冷轧对M50轴承钢碳化物溶解和析出的影响,发现预冷轧后的M50轴承钢在随后淬火过程中,大量纳米级碳化物沿孪晶马氏体析出,回火造成未溶解的碳化物峰值强度降低,均表明冷轧促进了初生碳化物的溶解,同时随轧制率的增大碳化物析出量增加。KALASHAMI等[95]对轴承双相钢轧制过程中微观结构演变进行分析,晶粒细化过程如图14所示。在第一阶段,冷轧增大了双相铁素体-马氏体组织的位错密度及铁素体的晶界面积,为退火时再结晶提供驱动力;第二阶段,冷轧钢退火期间,能量通过再结晶释放,到达退火临界温度之前微观组织由再结晶铁素体和回火马氏体组成;第三阶段,退火开始时,显微组织由具有再结晶铁素体晶粒的逆奥氏体组成,再结晶的铁素体晶粒长大,通过在水中临界区淬火,显微组织转变为具有嵌入细小马氏体的超细晶粒铁素体。为解决传统轴承套圈沟道不规则锻造造成的碳化物聚集和加热次数多产生晶粒粗大及脱碳较深的问题,吴玉成等[96]采用了棒料车环坯-直接碾扩成形的工艺,新工艺较原工艺脱碳层深度减小约1/3,碳化物均呈带状分布,沟道表面金属流线呈均匀散开流线,解决了锻件金属流线控制的难题。探索轴承环冷轧过程中微观组织的变化,为优化轧制工艺水平和相关零部件生产提供相应的理论支持。
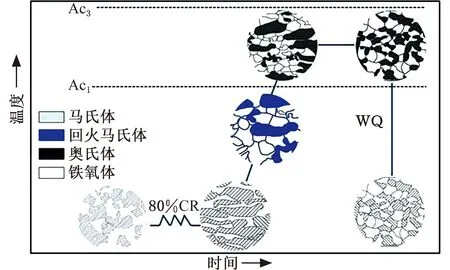
图14 轧制热处理过程中微观组织结构演变示意图[95]Fig.14 Diagram of microstructure evolution during rolling heat treatment[95]
轴承套圈沟道热处理能够获得优异的热处理组织和性能,使沟道的强度、冲击韧性、硬度和耐磨性等得到不同程度的提高,获得较高综合性能的轴承沟道表面。米振莉等[97]研究典型高碳铬钢(GCr15)在不同热处理工艺下微观组织和性能的关系发现:常规淬回火热处理得到回火马氏体组织,贝氏体等温淬火处理得到下贝氏体组织,预先淬火后等温回火得到马氏体和贝氏体复合组织,贝氏体变温处理得到下贝氏体组织。研究结果表明,马氏体硬度高于下贝氏体,贝氏体、下贝氏体和马氏体复合组织强度和冲击韧性均高于回火马氏体,残余奥氏体量的减少提高了沟道尺寸的稳定性。LIAN等[98]对M50NiL轴承钢套圈渗碳热处理后的层状组织结构进行观察发现:针状回火马氏体、少量残余奥氏体和球碳化物组成硬化层,铁素体基体和厚板条回火马氏体组成心部层,针状回火马氏体及少量碳化物组成过渡层,热处理后获得了沟道表面高硬度、心部高冲击韧性的轴承套圈。
5 提高表面完整性新技术
喷丸、超声滚挤压和超声振动等表面机械强化技术,可在高频冲击下使零件表面产生微小塑形变形、细化表层金属晶粒、引入残余压应力、提高轴承沟道的表面硬度并降低表面粗糙度,从而提高轴承沟道的抗疲劳性能。刘玮等[99]对轴承用CuNiCrSi合金进行激光喷丸研究,发现激光喷丸后试样表面硬度得到提高,试样表面出现最大残余压应力,且引起了试样表面裂纹源发生内移。苏涌翔[9]研究加工参数对超声滚挤压轴承套圈的表面粗糙度、残余应力和加工硬化影响的程度和规律发现:随着转速和进给速度的增大,表面粗糙度增大,残余压应力值减小;随着静压力和振幅增大,表面粗糙度先减小后增大,残余压应力值增大;表面显微硬度随转速和静压力增大而减小,随振幅的增大先增大后减小。OLIVER等[100]利用硬车、深滚压复合来进行滚动轴承套圈的加工,这两种工序的复合可以缩短工艺尺寸链,显著降低表面粗糙度,提高套圈表面质量。ZHANG等[101]采用超声波轧制处理GC15轴承钢,超声滚压能够降低GCr15轴承钢的表面粗糙度,当滚压能量为11.24 GW/cm2、42.90 GW/cm2、64.92 GW/cm2时,表面粗糙度Ra减小到0.510 μm、0.469 μm、0.386 μm,而高的滚压能量能够恶化轴承钢表面,同时未滚压处理的淬火、退火GCr15轴承钢的硬度为789.97HV,在三个滚压能量参数下,表面硬度分别达到827.42HV、875.21HV、3.48HV;由于表面粗糙度值的减小和硬度的提高,干摩擦过程中,摩擦因数明显减小。表面机械强化技术能够在引入残余压应力、细化晶粒的同时达到表面光整的目的,有利于处理轴承套圈沟道强化的问题,但因为存在高频冲击力,在达到沟道表面强化的同时会引起轴承套圈的变形。
表面涂层技术将基材和表面涂层的性能特点结合,发挥出两者的综合优势,达到提高轴承套圈沟道强度、硬度、耐磨性和耐腐性等性能的作用。BOUZAKIS等[102]通过冲击法测定低温物理蒸汽沉积的PVD涂层的疲劳极限,发现高的沉积温度能够提高涂层的硬度和耐磨性,但如果温度超过最终热处理温度,硬度会降低。黄志强等[103]在轴承表面采用等离子堆焊DH-60粉末涂层进行强化,结果表明涂层分布均匀致密,与基体结合强度高,大大减小了轴承表面磨损量,且耐磨性提高了30%。提高涂层与基体的结合强度,提高涂层厚度均匀性,降低涂层设备成本,是未来应用涂层技术需要改进的方向。
为了进一步拓展热处理工艺,提高轴承沟道表面完整性,表面改性技术得到发展。雷声[104]研究应用激光对轴承表面实施相变硬化处理(激光淬火)的关键技术问题发现:激光淬火在轴承表面产生较多的残余奥氏体、细小碳化物和过饱和隐晶马氏体,使轴承沟道表面的硬度得到明显提高,最高硬度值接近1000HV,硬化处理后轴承表面产生残余压应力,较常规淬火组织的回火稳定性得到明显提高。但激光表面硬化的硬化层塑性和韧性均低于常规热处理,且存在硬化层深度不均匀的现象。罗燕等[105]对比分析普通、渗碳、碳氮共渗复合化学热处理M50NiL钢轴承套圈的相关物理特性时发现:氮化物及碳氮化合物溶于α-Fe中,内部结构变化形成残余压应力;较其他热处理工艺形成的过渡硬化层更加平缓,表层硬度及次表层应力得到了极大提高,且心部保持了良好的强度和韧性;轴承套圈沟道的耐磨性和抗疲劳性得到改善。目前表面改性技术对轴承沟道表面处理是较好的技术,但设备成本、环境污染和工序复杂等问题局限了该技术的规模化应用。
CARCUA等[106]利用微量润滑磨削52100轴承钢来增强润滑和冷却效果,添加水和清洗喷射的微量润滑能够大幅度减小轴承钢的表面粗糙度值和圆度偏差,而添加水的微量润滑能够获得相比添加油的微量润滑更好的表面质量,传统微量润滑和水微量润滑均没有引起工件表层的微观结构和硬度发生变化。NADOLNY等[107]利用切削区的混合冷却和润滑来进行100Cr6轴承套圈的外圆磨削,外圆磨削结果显示新型混合辅助磨削能够五倍延长砂轮的寿命。虽然传统磨削和新型混合辅助磨削均能够引起磨削烧伤,但是新型混合辅助磨削在第六个轴承套圈时才出现磨削烧伤,而传统磨削在第一个套圈就已经出现了磨削烧伤,混合辅助磨削能够明显降低工件表面粗糙度值,获得优异的表面质量。BINGI等[108]在氧化铝砂轮上安装附件,利用激光在线修正SAE52100轴承套圈内圆磨削过程中的砂轮,通过扫描电子显微镜观察到激光修正后的砂轮出现了纳米脉冲汽化的粗砂、黏结材料引起的损伤,随着激光参数的变化,砂轮表面损伤程度发生变化,激光修整引起了黏结剂的熔化和重新排列,从而导致了更高的晶粒暴露,这在磨削中起着至关重要的作用;3D共焦显微图像能够表征激光修正后砂轮表面的粗糙度参数Spk(突出峰部高度)、Sk(中心部的水平差)、Svk(面的突出谷部深度),采用单点金刚石修正进给速率0.1 mm/r时,Spk、Sk、Svk分别在12~16.9 μm、10~16 μm和40~58 μm范围内,采用激光修正进给速率0.016 mm/r和0.032 mm/r时,Spk、Sk、Svk分别在14~18.5 μm、11~12.9 μm和37.8~51.4 μm,因此激光修正的效果与金刚石修正的效果相似。由此可见,为了有限抑制磨削烧伤,提高轴承套圈的表面质量,微量润滑、混合润滑、激光在线修正技术已经在轴承套圈磨削中得到应用,表现出了巨大的优越性。CAO等[109]、ZHANG等[110]、DING等[111]也进行了超声振动辅助磨削技术方面的研究,虽然没有在轴承沟道磨削中应用,但是也能够降低工件表面粗糙度值,显著抑制磨削烧伤。
UMBRELLO等[112]为了降低切削温度,利用低温冷却技术对AISI52100轴承钢进行硬车削,低温冷却限制了工件表层白层的形成,降低了白层厚度和表面粗糙度值,优化了表层残余应力分布,从而提高了轴承钢的抗疲劳强度。BICEK等[113]利用液氮冷却硬车削加工AISI52100轴承钢,液氮冷却硬车削正火轴承钢能够延长刀具的寿命370%,淬硬轴承钢硬车削刀具寿命延长15%,这种现象主要是由淬硬轴承钢切削过程中的振动导致的;液氮冷却能够提高正火轴承钢表面硬度10%~15%,而在传统硬车削和水冷中轴承钢表面的硬度没有明显变化;液氮冷却还能够抑制工件表层残余拉应力的产生,促使残余压应力的生成。CETINDAG等[114]针对硬车削AISI 52100轴承钢的低表面质量和刀具寿命问题,利用新的微量冷却润滑技术辅助硬车削AISI 52100轴承钢,相比干硬车削、传统冷却润滑车削,刀具前后刀面的磨损量减少,工件表面粗糙度Ra降低到0.076~0.078 μm,工件表层的残余压应力得到明显提高,传统微量润滑和油-水微量润滑均能够得到满意的效果。KIM等[115]利用低温喷雾方法来降低AISI52100轴承钢硬车的切削温度、延长刀具寿命,液氮最佳喷嘴方向是45°,相比传统硬车削和润滑硬车削,液氮低温雾化能够延长刀具寿命3~6倍,能够减少加工成本和碳排放。张硕等[116]利用高能电脉冲对GCr15轴承钢进行硬车削,电脉冲的热效应和非热效应的耦合作用下,切削力得到有效减小,表面粗糙度值Ra由1.26 μm降低到0.96 μm。为了能够延长刀具寿命、降低轴承钢的表面粗糙度值、提高表面质量,国内外学者从低温冷却、微量冷却润滑、电脉冲辅助等方面进行了相关研究。
6 总结和展望
轴承在工业领域战略地位非常明显,它直接或间接地影响着20万亿元人民币以上规模的经济量[117],是一个国家工业实力的重要体现。高端轴承不仅是高端装备的核心部件,也是重要的战略物资,对国民经济和国家安全具有战略意义[118]。由中国机械工程学会主编、中国轴承工业协会编著的《高端轴承技术路线图》明确指出,中国高端轴承产业需要往零部件表面完整性制造、抗疲劳产业化生产方面努力[117]。因此,优化轴承沟道的表面完整性来提高整体轴承的使用性能和寿命是轴承研究的重要方向,从多角度研究如何提高轴承沟道的表面完整性,可以考虑如下几个方面:
(1)从表面完整性的变化分析轴承沟道滚动接触疲劳机制,发展提高轴承沟道抗疲劳性能的加工方法,是未来轴承加工技术研究的重要发展方向。
(2)加强材料质量的检验和优化轴承沟道成形加工工艺,能够分别从源头减少轴承沟道因材料产生质量问题和磨削烧伤以及裂纹的产生。
(3)研究热处理产生的微观组织及其性能,可以优化现有热处理工艺或拓展新型热处理技术。
(4)应用在线检测技术手段,通过采用表面完整性检测和控制设备,监控轴承沟道表面完整性各参量,进而实时调控工艺参数达到所需的表面完整性,是未来研究优化工艺参数的发展趋势。
