尺寸链原理在柴油机零部件加工中的应用
2022-09-27张志强
随着远洋运输业蓬勃发展,大型货船需求急剧上升,而大型货船的核心部件大功率柴油机成为各生产厂家争相研发对象,近几年都不断推出自己的新产品,但大功率柴油机需求数量毕竞没有中小型柴油机那么多,这就决定了制造工艺与其有很大不同,一般采用按订单、单件生产,而非流水线模式,因此,零部件的加工工艺过程设计要遵循小批量生产原则,一般采用多台加工中心加工方式,但这种方式最大缺点是需要多次变换定位基准,导致定位基准和设计基准不重合,定位基准不统一,如果设计不当,会产生定位误差,加工精度达不到图纸要求
。解决这一问题的关键点是,在进行基准转换时如何正确地设定计算工艺尺寸和公差,而工艺学中的尺寸链原理就是解决这一难题的武器,下面,就用新产品某大功率柴油机零部件中的缸盖加工工艺设计阐述这一问题。
Q29缸盖长、宽、高为530×319×420mm,见图1,缸盖整体设计基准有3个,分别为基准A—燃烧室面,基准B—φ368H8止口,基准C—φ16H7定位孔,见设计图2、图3、图4,但在加工工艺设计时,很难用基准A和B定位,因为基准A很小,面上还有4个阀座孔,定位不稳定;用基准B定位时,由于孔太大,定位柱插入和拔出时比较困难,容易损伤孔表面,所以,不采用基准A和基准B作为定位基准,这就产生了定位基准和设计基准不重合
。加工工艺过程设计如下:




10.在龙门立式加工中心上,按划线找正缸盖X、Y、Z三方向位置,精铣下平面,加工φ16H7、φ35H7销孔;
3.2.2水源水质和土壤要求场址的水源要充足、水质良好,不易受污染,取用方便。场址土壤以砂壤土类为宜。
20.在龙门立式加工中心上,用下平面(3点)、φ16H7(限制2个自由度)、φ35H7(限制1个自由度)定位,精铣上平面,加工两φ22H7工艺销孔;
30.在数控立车上,以上平面和两φ22H7销孔定位,精车燃烧室面及止口φ368H8;
水牛乳在人类营养摄入中扮演着重要的角色,特别是发展中国家。相比荷斯坦牛乳,不论是鲜水牛乳还是水牛乳制品,其营养物质都更为丰富。此外,最近的一些研究显示,一些对荷斯坦牛乳过敏的人群却可以耐受水牛乳,这也增加了水牛乳的营养价值[2]。水牛乳的组成成分及理化特性已逐渐成为各国学者关注的热点,相关文献也已被大量报道。本文对国内外有关水牛奶成分、功能性成分及应用的研究现状进行了整理和综述,以期为有关学者和管理人员充分认识水牛奶的成分组成及其各种生物学特性,为有关水牛乳制品的生产及其质量检测的提供参考。
40.在卧式加工中心上,以下平面(3点)、φ16H7(限制2个自由度)、φ35H7(限制1个自由度)定位,精铣四周E、F、G、H面,加工四周各孔;
T
= T
+T
,T
=0.07/(184
×π)=0.14/(420×500)mm,即φ30H7导管孔对上平面垂直度为0.14mm。
60.在卧式加工中心上,以下平面(3点)、H面(2点)和E面(1点)定位,加工喷油器衬套孔及上平面各孔
。
马克思主义认为,人是一切事物的根本。对于高校来说,思想政治工作说到底是育人工作,其出发点和落脚点都是为了育人,育人是其价值本位。毛泽东曾指出:“世间一切事物中,人是第一个可宝贵的。”[4]“课程思政”应始终围绕立德树人这一教育的根本任务,坚持大局意识,深挖各专业各学科的育人价值,形成课程整体育人的联动效应,促进学生的全面成长成才;要聚焦育人价值的本源,明确价值指向,找准目标定位,弄清楚教育教学工作是为什么而做,可以做什么,最终是为了实现什么。
综上所述,由于产生了“基准不统一”和“基准不重合”现象,我们就需要用尺寸链原理进行工艺尺寸的换算。
1 主要定位基面公差值的确定
从工件加工工艺过程描述的定位方式可以看出,上平面和下平面作为主要定位基面,各用了三次,因此,尺寸24mm,295mm、319mm公差值大小非常关键,三尺寸组成了一个直线尺寸链,尺寸295±0.05mm公差已经确定、尺寸24±0.2mm公差偏大,需重新验算,下面用尺寸链原理分别确定24mm、319mm尺寸的公差值。
由平行度、垂直度等位置精度所构成的角度尺寸链,当在某一平面内讨论时,其计算方法等同直线尺寸链。依照这个原理,该尺寸链可以按直线尺寸链计算。已知:上平面面积(420×500)是基准A面积(184
×π)的2倍,T
=0.12/(184
×π)mm,T
=0.05/(184
×π)mm,则用公差计算方法b可得:
a.直线尺寸链极值算法的偏差计算方法:封闭环的上(下)偏差等于各增环的上(下)偏差之和减去各减环下(上)偏差之和。
b.直线尺寸链极值算法的公差计算方法:封闭环的公差等于各组成环公差之和
。
1.1 尺寸24mm公差确定
在工序60中,见图4,φ70H7喷油器衬套孔深218mm(A
)、φ368H8止口深24mm(A
)和尺寸242mm(A
)组成了一个直线尺寸链,尺寸242mm是直接得到的,是组成环(增环),尺寸218mm是间接得到的,是封闭环,尺寸24mm是上工序30加工好的〈减环)。见图5。已知:A
=218±0.15mm,若A
公差选取±0.05mm,即A
=242±0.05mm,则按偏差计算方法a可得:A
=24±0.1mm

1.2 尺寸319mm公差确定
在工序30中,见图3,上平面和下平面距离319mm(A
)、φ368H8止口深24mm(A
)和尺寸295mm(A
)组成了一个直线尺寸链,尺寸295mm是直接得到的,是组成环(减环),尺寸24mm是间接得到的,是封闭环,尺寸319mm是上工序20加工好的〈增环)。见图6。已知:A
=24±0.1mm,A
=295±0.05mm,则用偏差计算方法a可得:A
=319±0.05mm,即工序20精铣上平面工艺尺寸确定。
通过上面的计算,我们确定了三个工艺尺寸公差值,尺寸24mm的公差±0.1mm比图纸设计公差±0.2mm减小了一半,如果工艺公差按设计公差选取,经过计算显然是不正确的。需要说明的是,对于±0.05mm公差值来说,无论卧式(立式)加工中心还是数控立车,加工精度都是能够达到的。
收集语料的途径和方法很多,但侧重不同,效用不同。方法本身没有优劣之分,但有各自的适用范围,有是否合适、是否有效之别(Kasper,2000)。所谓“合适”、“有效”的方法,指的是能够获取目标语料的方法;所谓“目标语料”,指的是有助于解决研究问题、实现研究目的的语料。因此,一项研究具体应该采用哪种(哪些)方法,要视研究问题和研究目的而定。除此之外,还要考虑可行性,兼顾时间、物力、人力等现实因素。真实性(authenticy)并非衡量语料质量的唯一标准,我们不能简单地在非真实(inauthentic)和无效(invalid)之间画等号(Kasper,2000:318)。
2 重要工艺尺寸公差值的计算
2.1 阀座孔底面与上平面距离工艺尺寸计算

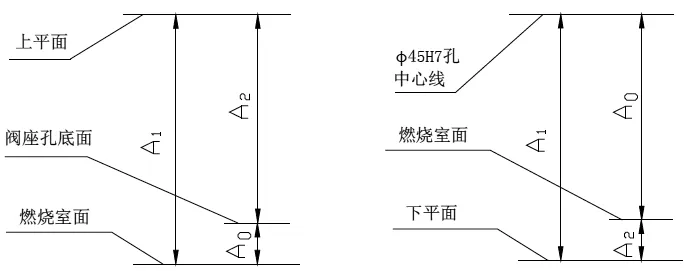
2.2 φ45H7孔与下平面距离工艺尺寸计算
在工序40中,见图4,φ45H7孔中心与燃烧室面距离265mm(A
)、φ368H8止口深24mm(A
)和尺寸289mm(A
)组成了一个直线尺寸链,尺寸289mm是直接得到的,是组成环(增环),尺寸265mm是间接得到的,是封闭环,尺寸24mm是工序30加工好的〈减环),见图8。已知:A
=265±0.20mm,A
=24±0.10mm,则用偏差计算方法a可得:A
=289±0.10mm,即A
就是φ45H7孔中心与下平面距离工艺尺寸。
从加工工艺过程看出,工序20、30、40采用了一面(上、下平面)、两销孔定位方式,而工序50、60采用了主要定位基面(上、下平面)、导向基面(H面)、止推基面(E面)定位方式,这样产生了定位基准不统一。这是因为在卧式加工中心上加工50、60工序,如果采用一面两孔定位方式,在缸盖装卸时,因缸盖重心垂线与两定位销中心线成90度角,定位销插入和拉出都很困难。所以,没有采用一面(上、下平面)、两销孔定位方式
。
2.3 定位销孔中心距工艺尺寸确定
在工序10中,如果按缸盖设计图纸计算φ16H7和φ35H7销孔在水平、垂直方向中心距公差,可得395 ±0.05mm和296±0.05mm,但该销孔作为工序定位使用,中心距公差明显偏大,应该提高一级精度,取395 ±0.025mm和296±0.025mm作为工艺尺寸;
同理,在工序20中,我们取两φ22H7工艺销孔在水平、垂直方向中心距公差为150±0.025mm和330±0.025mm,与φ16H7销孔(基准C)位置度为0.06mm;
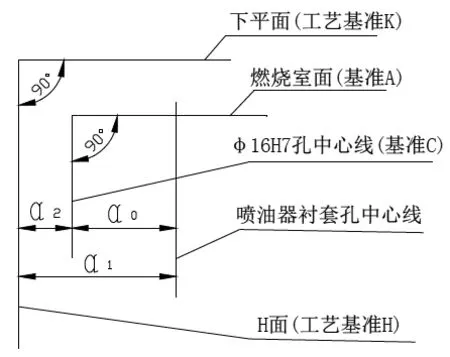
3.3 在工序60中,在水平方向上,φ70H7喷油器衬套孔与E面位置度α
、与φ16H7销孔位置度α
以及φ16H7销孔与E面位置度α
组成了一个角度尺寸链,α
是间接得到的,是封闭环,α
是直接得到的,是组成环,α
是上工序40加工好的,也是组成环,见图11。已知:T
=0.20mm,T
=0.06mm,则用公差计算方法b可得:
3 重要孔、面位置公差值计算
T
= T
+T
,T
=0.05mm,即工序20上平面对下平面平行度为0.05mm。

3.1 在工序30中,上平面对燃烧室面(基准A)平行度α
、下平面对基准A平行度α
和上、下平面平行度α
组成了一个角度尺寸链,α
是间接得到的,是封闭环,α
是直接得到的,是组成环,α
是上工序20加工好的,也是组成环,见图9。已知:Tα0=0.1mm,T
=0.05mm,则用公差计算方法b可得:
3.2 在工序50中,上平面对燃烧室面平行度α
、φ30H7导管孔对燃烧室面垂直度α
和φ30H7导管孔对上平面垂直度α
组成了一个角度尺寸链,α
是间接得到的,是封闭环,α
是直接得到的,是组成环,α
是上工序30加工好的,也是组成环,见图10。
尺寸链方程式为:α
=180
-α
+α
(三角形的外角等于与它不相邻的两内角和)
首先,介绍一下尺寸链计算方法。
50.在卧式加工中心上,以上平面(3点)、H面(2点)和E面(1点)定位,加工导管孔、阀座孔及下平面各孔;
2015年之后,虽然中央政府提出了降杠杆的要求,但是2016年的实体经济杠杆率仍然保持增长,实体经济杠杆率达到了239.8%,“去杠杆”并没有达到理性的效果。2017年中央政府加大了监管力度,杠杆率上升速度明显下降,“去杠杆”达到一定效果,但是实体经济杠杆率依然上升了。
在工序40精铣H面(导向基面)、E面(止推基面)中,我们设定φ16H7销孔和止口φ368H8分别对下平面K、H面、E面的位置度为0.06mm,也就是说,某孔、面对基准A、B、C的位置度可以转换为对基准K、H、E位置度。
转注,简单来说就是互训,两个汉字用来互相解释彼此的意义,例如,《说文解字》中,老,考也;考,老也。考和老互相解释彼此的意义,但并没有产生新的汉字。而假借,“假借者,本无其字,依声托事,令长是也”,汉字中本来没有这个字,但是取一个跟它有相同或相近的声音的汉字来使用,例如,表示方向的“北”其本意是“背”,造字之初“北”是指两人相背而立,表示背,表示北方的北没有其字,所以借用了表示相背意义拥有相近声音的北表示北方,后世为了区分两字才产生了北和背,各自拥有各自的意义。

T
= T
+T
,T
=0.14mm,即在水平方向上,φ70H7喷油器衬套孔与E面位置度α
为0.14mm。
在各部总长任用部员的时候,由于并无规则可循,全凭总长意志,故而乱象丛生。之初,裁减人员风声先起,各部当差人员皆有不同程度恐慌。交通部裁减了一批告假人员,教育部、内务部、外交部、理财部等亦有为节财而裁减员额之风声,“其中恐慌尤以旗人及守旧派达最高之度,新人物尚能勉强自持,不呈露张皇之状况”。前清部员中旗人、守旧派及新人物面对裁减时各具不同心态,此况既符合人事更迭之际的常理又非常耐人寻味。
同理可计算,在垂直方向上,φ70H7喷油器衬套孔与H面位置度α
也为0.14mm,见图12。
3)再热蒸汽参数的选择为过热度不小于50 ℃,如高中压为合缸布置,再热蒸汽与主蒸汽温度相差不大于30 ℃。
2.4.2清洗先将天麻的残茎除去,刷去泥沙,摘去菌芽及各磷片,除去黑点,注意保留萌芽且不能损伤,洗净后浸泡在清水中。
该尺寸链计算中,下平面与燃烧室面平行度误差对此位置度影响较小,可忽略不计。

在缸盖加工过程中,阀座孔、导管孔和喷油器孔的加工是最重要环节,面对基准不重合和基准不统一的难题,我们应用尺寸链原理,从这三孔系入手,计算出各工序正确的工艺尺寸和位置公差。这对于降低成本,提高产品加工质量具有重要意义。
4 结语
尺寸链原理是机械制造工艺学中重要的组成部分,它为工艺尺寸和位置公差的设计提供了可靠依据,但有些工程技术人员,没有真正地运用好这个原理,尤其在新产品试制过程中,工艺尺寸和位置公差选取上不够严谨,当出现加工尺寸超差现象时,首先检查机床、夹具、刀具精度是否有问题,而不是审查工艺文件设计是否正确,工艺尺寸选取是合理。在实际工作中,要熟练地运用好尺寸链原理,不仅仅要掌握如何建立工序尺寸链、如何设计尺寸链图、如何确定封闭环等,还需要具备良好的空间立体想象力和丰富的实践经验,这是我们工艺人员必须努力做到的。
[1]宾鸿赞 曾庆福,机械制造工艺学,北京:机械工业出版社,1990.
[2]孟少农,机械加工工艺手册,北京:机械工业出版社,1987.
[3]袁哲俊,金属切削刀具,上海:上海科学技术出版社,1984.
[4]陆剑中 孙家宁,金属切削原理与刀具,北京:机械工业出版社,1990.
