基于实践案例的UG NX数控编程的应用与研究
2022-09-27刘华华
0 引言
企业对于模具和精密机械零件等产品的加工,大多采用软件自动编程,使用较广泛的CAM软件是UG NX。UG NX提供多达30种的铣削加工工序方法,各工序相互独立各有特点,不同的工序方法会生成不同的走刀路径,产生不同的表面质量。
目前在理论研究和实验技术上都遇到了诸多困难。虽然经数十年的艰苦探索,已克服不少难关,但要真正实现核聚变能的利用,还需要进行长期的研究,因此开展国际合作是必不可少的。
“十一五”时期以来,中国大力推动产业结构调整、清洁能源革命,推广绿色产品、绿色建筑和绿色交通,供给侧和消费侧双向发力,有利于从源头上减少碳排放;实施防护林建设、荒漠化治理等重大生态保护工程,保证了生态系统碳汇的增加,从而在末端上促进碳排放沉降与吸收;低碳城市、碳交易市场建设等发展策略的创新,为平衡减排和发展目标、统筹推进各部门和各领域的减排工作提供了实践手段。
企业生产是追求在满足技术要求的前提下尽可能快的完成加工,来提高生产率。如何根据加工面的特点选择工序方法,如何尽可能缩短加工时长,是本文研究的重点。
本文将结合一些企业实例,通过加工结果对比,来阐述各加工工序的特点和适用的加工范围。
1 铣削加工工序设置方法
UG NX12.0中,提供有两大类型的数控铣削加工工序设置方法:mill_planar和mill_contour,即平面类和轮廓类。两大类中又各包含有15种工序子类型。
“平面轮廓铣”选择边界的方法更多更灵活,可以根据需求选择加工边界,对操作者的技术要求较高,且只适用于直壁轮廓的加工。
保护装置的精度自动校准或校验。整机测试成功后,测试控制中心控制高精度源根据要求输出模拟量,同时启动精度校准模块进行校准或校验。精度校准模块通过IEC103或IEC61850规约实时读取装置的采样值并进行分析,如达到预期要求,则控制打印机打印精度校准二维码;否则提示测试工程师进行处理。
1.1 平面类加工工序
只要不是平的面都可以理解为曲面,曲面的形状较平面复杂,也可分为两种:平坦曲面和陡峭曲面。常用的加工工序是“区域轮廓铣”和“深度轮廓铣”。曲面加工通常采用球刀,为了保证曲面加工完整,轨迹要大于或等于曲面边界轮廓。

根据面的类型不同,加工方法有所不同,最常用的是“底壁铣”和“带边界面铣”。
平面加工为局部加工,通常用于半精加工或精加工,需要指定加工区域。两种工序子类型的的主要区别是指定切削区域方法不同,其他参数的设置方法大致相同。
分别用两种方法生成图3所示的轮廓轨迹,“深度轮廓铣”的轨迹,无需指定切削区域,就能生成所有轮廓的轨迹,操作步骤简单,但要用轮廓修剪轨迹,否则不需要加工的外轮廓也会生成轨迹,而且图中红色区域的面存在重复加工的情况,如果表面质量要求不高,可以忽略。
带边界面铣中,指定面边界时有三种选择方法:面、曲线和点,选择方式更加灵活。但选择多个面时,要通过“添加新集”来完成。
分别用两种方法生成图2所示平面的刀路轨迹,“底壁铣”在加工面宽小于刀具直径时,轮廓轨迹不完整,如红圈所示,侧壁留下残余;“带边界面铣”会判断面边界的类型,生成完整的轮廓轨迹,不会留下残余。

由此可见,“底壁铣”设置更便捷,工序生成时不考虑平面边界,适合于实体上的平面加工
,缺点是当平面宽度小于刀具直径时存在加工不完整情况。
深度轮廓铣属于等高加工,按轮廓形状逐层生成加工轨迹。
“带边界面铣”选择面的方式更灵活,工序生成时考虑平面边界,适用于所有平面的加工,缺点是选择面的步骤较繁琐。
平面加工时,优先选择“底壁铣”工序,遇到加工不完整或没有实体面时,选择“带边界面铣”工序。
众所周知,以1972年斯德哥摩尔国际环境会议为标志,人类社会跨越了工业文明时代进入生态文明新时代。这是一个全新的时代,面临着众多的挑战和机遇。一定的理论观念是一定时代的产物,同样一定的理论观念也反映了一定的时代,生态美学是时代的产物,是新时代的审美观念。在众多研究学者中,曾繁仁已然成为中国生态美学研究的领军人物,建成了自己的生态美学体系,“其核心就是让美学跨出学院书斋,超越形而上的抽象,并落实到对人类的终极关怀上,以实现人类的诗意化和审美化生存”①。
1.2 轮廓类加工工序
轮廓是指实体的侧面,一般分为两种:直壁和斜壁。直壁是与产品的底面垂直,斜壁是带一定拔模斜度。最常用的是“平面轮廓铣”和“深度轮廓铣”,“平面轮廓铣”只适用于直壁加工,“深度轮廓铣”可加工直壁、斜面甚至陡峭的曲面,加工范围更广。
深度轮廓加工通常用于半精加工或精加工,当加工所有轮廓时,可以不指定切削区域生成不同层高的侧壁轨迹,操作步骤少,设置简单便捷。
平面轮廓铣必须要指定“部件边界”、“指定底面”才能生成侧壁轨迹,其他参数与“深度轮廓铣”相同。其中,部件边界的选择方法有4种:面、曲线、点和永久边界,操作更加灵活。但它只能生成到“指定底面”层的轨迹,不能同时生成多层轨迹。
底壁铣中,指定切削区域底面时,只能选择实体中的平面,并且可以同时选择多个面,设置较为简单。
教师对翻转课堂的了解情况:熟悉了解占25.9%,基本了解的比例为39.6%,不太了解的比例为34.5%;教师对微课的了解情况:熟悉了解37.9%,基本了解46.6%,不太了解15.5%; 教师对慕课的了解情况:熟悉了解17.2%,基本了解31%,不太了解51.7%。

“平面轮廓铣”的轨迹,可以根据需求选择要加工的边界,能够避免重复加工的情况,但不同高度的轮廓轨迹要通过多次设置生成。选择边界曲线时,还要设置边界类型、刀具侧和平面等参数,操作步骤较多。
由此可见,“深度轮廓铣”设置更便捷,可以不指定或少指定切削区域,就能生成轮廓轨迹,适合切削实体上的直壁或斜壁加工。
mill_planar主要适用于平面和直壁加工,mill_contour主要适用于开粗、轮廓和曲面加工。各工序相互独立又各有特点。
轮廓加工时,优先选择“深度轮廓铣”工序,但遇到定向加工或没有实体轮廓时,只能选择“平面轮廓铣”工序。
1.3 开粗加工工序
开粗加工是指对毛坯逐层去除大部分多余材料,留下均匀余量的过程。常用的粗加工工序为“型腔铣”和“平面铣”。
型腔铣是全局加工,通过设置较少的参数,就可以生成等高的刀路轨迹,用于大部分零件的粗加工,包括各种形状复杂的零件粗加工,操作步骤少,设置简单易掌握。
蒸汽低温烹饪对烤鸡翅嫩度的影响如图2所示。结果显示,SV 60+Roast、SV 70+Roast、SV 80+Roast组烹饪的鸡翅剪切力均显著低于Roast烹饪组(p<0.05),但SV 60+Roast、SV 70+Roast、SV 80+Roast组烹饪的鸡翅的剪切力差异不明显(p>0.05)。剪切力越大,表明肌肉的嫩度越差,口感越差。
平面铣必须指定“部件边界”、“毛坯边界”和“指定底面”才能生成刀路轨迹,其他参数与“型腔铣”类似,只适用于带直壁的零件粗加工。该工序要求操作者对部件和毛坯边界的概念非常清楚,如果边界参数选择错误,可能会生成过切的刀路轨迹。
分别用两种方法生成粗加工轨迹,“型腔铣”的轨迹,不需要指定切削区域,设置好余量参数后,会在底面和侧壁留下规定余量,加工结果如图4所示,操作步骤简单。

“平面铣”的轨迹,指定好部件、毛坯边界和余量后,只会在侧壁留下余量,作为部件边界的面无余量。
因此,测试化妆品防晒指数(SPF值)时首先需要确定受试者的最小红斑量(MED),目前,国内外主要通过以下几种方法确定MED。
习近平绿色发展理论深刻体现了“以人为本”的思想理念。人的自由全面发展是我党所有建设的最终目的,如果因追求单纯的经济增长而忽略了人的整体利益和人民群众的地位作用,就本末倒置了。绿色发展坚持人民主体地位,充分肯定了人民群众在社会发展中的主体作用。
第一,银行信任对小微企业信贷可获得性的影响。如前文所述,信任有助于减少银企之间的信息不对称程度、代理问题及交易成本,当银行进行信贷决策时,信任不仅可以巩固对小微企业的信用评价,还可以提升决策的有效性和合理性。本文并不认为信任是决定银行贷款决策的主要因素,但可作合理假说,银行对小微企业的信任与最终贷款发放的可能性呈正相关。
“平面铣”的操作更加灵活,可以不进行实体造型,只需线框就可以生成粗精加工的轨迹,计算时间短,编程效率高。
在进行开粗加工时,优先选择“型腔铣”工序,遇到形状不复杂,要进行快速编程时,可不进行实体造型选择“平面铣”工序。
1.4 曲面加工工序
平面是指垂直于刀轴(通常为Z轴)的面,一般分两种类型:开放区域和封闭区域。开放区域分全开放和半开放区域,是指面的周围没有或部分边没有侧壁限制,加工时刀具可以超出面的边界,如图1所示。封闭区域又分半封闭和全封闭,面的周围有部分边或全部边受侧壁限制,加工时刀具不能超出该边界。
近年来流行的翻转课堂(The fl ipped classroom or flipping the classroom)取向,其实就是在使用这个原理,把学与教的程序逆转,把本来要讲的东西让学生在实践与自我主导的情况中自我发现。例如,本来要教授北京的历史建筑,教师可以先不教,而是把它变成一个小研究,将学生分组,让各组学生找一个有兴趣的历史建筑(实践式)去研究(发现式)与自学(自主学习),将学习成果绘成海报,以报告的形式与其他组分享。这个倒转的方法,便可达到实践、发现与学生主导的目的。
曲面加工通常是半精加工或精加工,需要指定切削区域。区域轮廓铣提供多种驱动方法,非陡峭切削模式也有很多选项,可根据曲面形状特点进行选择。
由此可见,“型腔铣”的设置更简单,适合于各种零件形状的开粗加工,应用广泛,满足多种需求。当“切削模式”设置为“轮廓”时,可以完成直壁或斜度不大的侧壁精加工;当“公共每刀切削深度”为“0”时,可完成平面的精加工;通过限定切削范围,可以进行角落的清角加工
。但型腔铣只能用于实体模型的开粗加工,没有实体无法生成轨迹。
一方面,若A∈ξ-1(O),即ξ(A)∈O,{ξ(A)}∩O≠Ø,显然clY{ξ(A)}∩O≠Ø,由clY{ξ(A)}=clYf(A),于是clYf(A)∩O≠Ø,易证f(A)∩O≠Ø,于是A∩f-1(O)≠Ø,又A∈csX,A∈cs(f-1(O))。
以典型的凸球面为例,分别用两种方法生成加工轨迹,如图5所示。球面的顶部较平坦,顶部往下越来越陡峭,两工序设置相同加工参数,“深度轮廓铣”的轨迹顶部稀疏底部稠密。加工结果是陡峭区域表面质量较好,而平坦区域残余较多。

“区域轮廓铣”的轨迹正好相反,顶部平坦的区域轨迹稠密,表面质量较好,越往下轨迹越稀疏,残余越多。
由此可见,“深度轮廓铣”适用于陡峭曲面加工,设置简单;“区域轮廓铣”适用于平坦曲面加工,选项较多,可针对曲面形状生成相应轨迹。
对于既有平坦又有陡峭的曲面,使用单一加工工序无法满足加工要求,需要通过设置“陡峭空间范围”参数,将两工序组合使用,如图6所示,从仿真结果可看出,没有残留余量,表面质量好。

根据曲面的类型选择加工工序,平坦面选择“区域轮廓铣”;陡峭面选择“深度轮廓铣”;即有平坦面又有陡峭面时,要设置陡峭空间范围和角度来组合加工工序,角度以45°为宜,也可根据曲面形状进行设置。
在高动态环境下,当信号频率快速变化时,EKF结合锁相环也可以具有很好的仿真效果。我们通过仿真模拟高动态环境,即多普勒频率变化率为500 Hz/s,信噪比为-20 dB时,本文算法对信号的跟踪效果如图5所示。
2 曲面加工应用实例
2.1 技能竞赛样题加工
图7为某年的全国数控技能大赛样题,从图中可以看出,该零件主要考查参赛者对常规零件加工方法的应用。加工内容包括平面、直壁、槽、孔、球曲面和凸曲面,表面粗糙度要求Ra3.2。

各工步对应工序方法如表1所示:
评估结果要综合配套运用纳税辅导、风险提醒、纳税人自我纠正、税收核定、反避税、稽查等渐进措施,规范风险处理方式。同时,将评估结果作为企业信誉等级的评价内容,对纳税人按照国家税务总局有关标准进行纳税信誉等级评定。在科学评估的基础上,对不同种类的纳税人提供分类管理服务,为信誉等级好的纳税人提供个性化服务,并利用纳税人信息,及时鉴别出可能会出现涉税违法违纪行为的风险纳税人,从而提高稽查选案的准确率,实现全面纳税评估,重点税务稽查。

此零件为大赛设计,各加工内容具有典型性。要求在尽可能短的时间内加工出合格产品,因此走刀路径要求最短。
轮廓加工如果选择“深度轮廓铣”,会出现重复走刀和多余轨迹等问题,如图8所示。

选择“平面轮廓铣”更符合加工要求,可以根据实体边界生成加工轨迹,所有的轮廓轨迹路径最短且无重复走刀。同时也能考察操作者对软件的熟练程度。
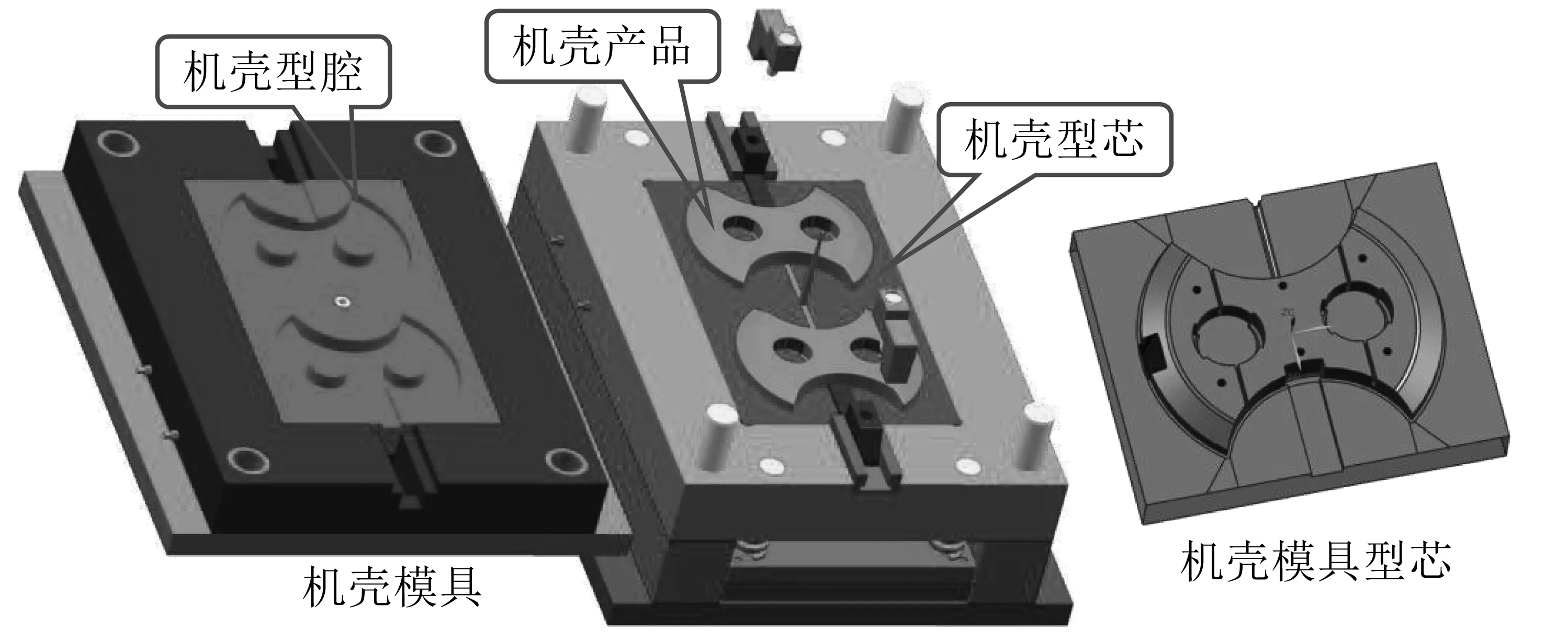
2.2 机壳型芯加工
图9为某企业注塑模机壳模具中的型芯。模具的特点是形状较复杂,曲面较多,大多带有拔模斜度,需要用数控加工中心加工,不满足铣削工艺的还需要电火花补充加工。
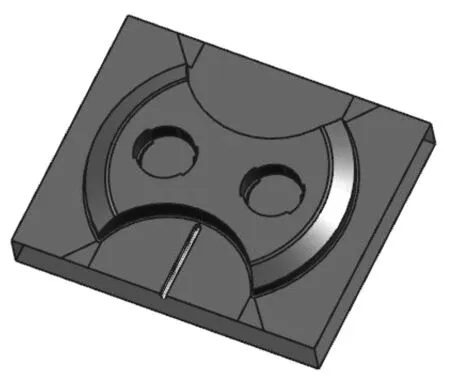
该型芯有些部位需要电火花补加工,所以要对模型进行补面操作,结果如图10所示。加工内容包括分型面、凹槽、曲面和流道。
各工步对应工序方法如表2所示:

曲面的半精加工如果选择常用的“区域轮廓铣”,可以获得更好的表面效果,如图11所示,但加工时间较长,改为“深度轮廓铣”,从仿真结果看表面质量并不理想,但用时缩短三分之一,半精加工不需要考虑表面质量,选择速度更快的“深度轮廓铣”,即不影响最终的加工质量,又能提高生产效率,这需要操作者的加工经验,从生产全局考虑问题。

模具加工通常表面质量要求高,加工工步多,具批量不高。根据产品形状特点选择加工工序,可以有效提高生产效率。
3 结束语
UG NX软件是企业常用的数控加工编程软件,软件提供了多种加工工序,怎样更快的加工出合格产品是我们要研究的问题,这需要操作者的加工经验和对软件的熟练程度,选用合适的工序方法可以达到事半功倍的效果。实践证明,掌握这些经验和方法对提升操作者的编程水平有很大帮助,值得推广和使用。
[1]王卫兵 王金生. UG NX8数控编程学习情境教程[M].北京:机械工业出版社 2017.
[2]何冰强 林辉. UG NX 8.0数控加工编程应用 [M].大连:大连理工大学出版社 2014.
[3]叶伯生 戴永清.数控加工编程与操作[M].武汉:华中科技大学出版社 2015.
[4]张士军 陈红娟.UG数控加工[M].北京:机械工业出版社 2013.
[5]徐家忠 金莹.UG NX10.0三维建模及自动编程[M].北京:机械工业出版社 2016.
