基于数字化生产车间的动力锂电池电芯智能制造新模式
2022-09-26刘萌萌,王学锋,安红伟等
0 引言
制造业是国家的经济命脉,而汽车制造业又是战略性支柱产业,面对全球节能减排的巨大压力,发展新能源汽车成为了我国由汽车大国迈向汽车强国的必由之路。动力锂电池电芯作为电能的载体,是新能源汽车的心脏,目前锂电池行业竞争日趋激烈,如何应用基于数字化车间的智能制造技术形成高度自动化、智能化、多功能、高效率、低消耗的电池生产新模式是锂电行业取得突破性发展的关键。
1 智能制造的概念及背景
智能制造(Intelligent Manufacturing,IM)是一种建立在新一代网络信息技术基础上,将传统制造技术与数字技术、网络技术、人工智能技术有效集成并应用于产品的设计、制造、管理和服务的全生命周期,在制造的过程中进行诊断、分析、决策、控制,实现订单需求响应、新产品辅助开发、智能化仓储物流以及实时对生产过程及供应链进行优化的人机一体化智能系统的总称。
随着德国工业4.0概念的提出,目前智能制造逐渐成为了未来工业发展的主题,其应用水平和普及程度已经成为衡量一个国家综合国力和工业现代化水平的重要标志。中国是制造业大国,但还不是强国。面对国际竞争新形势,我国提出了《中国制造2025》战略,其中动力锂电池电芯的智慧工厂模式涉及绿色制造和智能制造两大工程。
2 动力锂电池及制造工艺浅析
动力锂电池是为电动车提供动力的电源(见图1),锂电池的工艺复杂,工序繁多(见图2),而且每道工序对电池的性能都有很大影响。整个制造过程需要对环境的温度、湿度等进行控制,为了提升电池质量需要采用精密的高度自动化设备,对电池生产环节的每个节点进行严格而有效的监控,减少电池的差异性,其生产过程也需要非常的科学、合理、标准化,以减少人的参与。其产品结构组成如图1所示。
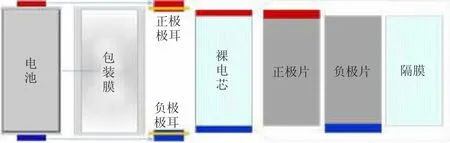
图1 产品结构组成
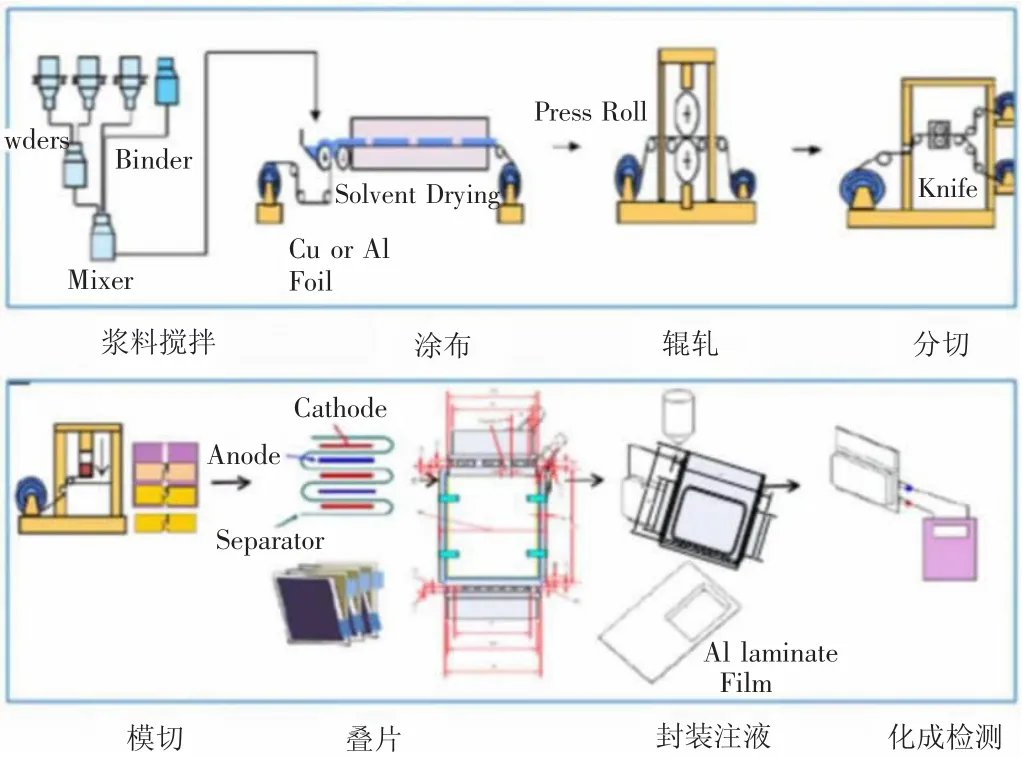
图2 制造工艺流程
3 智能制造新模式的总体规划与层级划分
新模式以建成“智能化+数字化+信息化企业”为总体目标,结合智能化生产控制中心、智能装配中心与生产线、智能化生产执行过程管控和智能化仓储/运输与物流形成数字化生产车间(见图3),按层级划分可分为企业层、车间层和执行层三个层面。
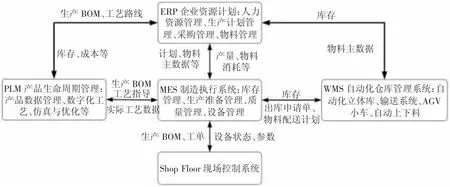
图3 智能制造新模式的总体规划与层级划分
该模式既有层级划分,又是有机的整体,可实现信息的实时交互,多维度的管理过程,能够将客户需求、产品开发、产品试制及量产等环节进行更科学的结合。和传统的制造模式相比,可缩短产品的开发周期,同时增强客户需求的灵敏度。从产品质量角度解读,该模式能够加快售后部分的分析,缩短处理时间。对于有问题的产品,可以利用MES系统,对产品进行追溯,实现一码查询,便可以追溯到初始的生产原材批次,以及工艺制程中的关键参数,最终达到快速解决问题的效果。
3.1 企业层总体规划
企业层以PLM系统和ERP系统为核心,针对动力锂离子电池生产制造流程,构建设计数据网和制造工业物联网,建立数字化工厂资源数据高效协同与集成平台,实现产品设计数据和企业资源的数字化管理和可视化生产控制新模式(见图4),实现从订单到产品的全过程智能制造。
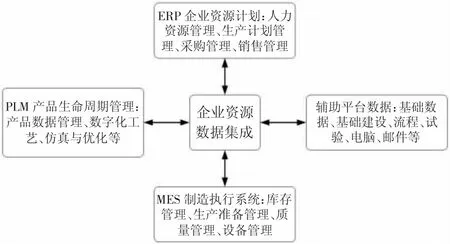
图4 可视化生产管控新模式
3.2 车间层的设计
数字化车间层是以车间制造执行系统(MES)为核心,实现生产过程的全面管控,以数字化装配车间(见图5)为例,该设计结合电池结构和热性能仿真系统(ANSYS)、车间制造执行系统(MES)、企业资源计划(ERP)系统等设计软件进行产品数字化三维设计与工艺仿真、工艺流程设计及数字化建模、建立产品数据管理系统、制造过程现场数据采集与可视化,将现场数据与生产管理软件无缝结合,使ANSYS、MES、ERP系统之间高效协同作业,实现从产品设计到制造加工的全自动智能运转。

图5 数字化车间架构
在锂电池生产制程中,可根据MES采集的实时数据,将六西格玛管理质量管理体系理念进行具体的实施。对于新引进设备,在完成设备调试之后,将CMK值作为设备过程能力指数的评估值,从而做到质量管理体系和设备管理有机结合,当CMK小于1.67时,需要对设备的相关动作步进行拆分,逐步提升和优化,使设备具备稳定的生产状态。以关键工序的关键参数计算CPK值,评价关键工序的过程能力,当该值小于1.67时,需要利用积累的数据,从人、机、料、法、环等方面对该工序进行深入分析,找到影响的主要因素,制定相应的改善方案,提高过程能力,最终保证产品的关键特性。
3.3 执行层的设计
执行层是以智能化生产设备和物联网为核心,结合工艺装备特点,通过生产工艺流程建模、开发应用核心智能制造装备,实现控制中心、生产装备、物联网之间的信息交流和数据信息的全面采集。
采用工业以太网技术,应用在线故障诊断与分析系统,建立现场工业总线Profibus网络,连接现场PLC。采集车间各个生产线上的设备运行状态信息、汇总、自动分析诊断故障,并把故障发生的时间、位置、原因及排除的情况记录到设备档案数据库中,并形成报表,车间诊断无法解决的问题将通过广域网由远程诊断系统在线诊断,从而快速解决问题。
锂电池行业作为目前的新兴行业,相关的过程存在较多特殊特性,因此锂电设备存在大比例的非标设计,设备的某些性能还存在不足。伴随着相关数据的不断积累,对设备的相关故障数据进行相关性分析,从而确定各工艺设备产生故障的主要因素及其固有的故障规律。以此设定相关的防范指标,通过对该指标的检测来达到对设备的预见性维护保养。对于设备机械部分零件的磨损情况建立数字化模型,分析关键部件的生命周期,并以此作为根据,进行备件的种类、数量以及安全库存,进行合理的实施,达到有效保证生产持续性的目的。对于设备中的易损件种类及其数量的评估更准确,形成更为科学精准的判定。从财务角度,可以确保设备的维修维护费用更为准确,更能够充分发挥资金使用的有效性。
基于数据报表,可以得到生产制程中,设备的平均故障间隔时间、设备的平均维修时间等数据,从一定程度上对相关工程师的能力做出评价,对存在的短板进行凝练和甄别,协同搭配,更为科学地推动团队专业能力的提升。
4 信息数字化技术应用研究
智能制造数字化工厂最关键的就是信息的数字化,若想实现真正意义上的智能制造,必须从产品的最初设计阶段开始对信息进行数字化处理,在产品的制造过程中对产品的制造信息进行数字化,通过信息管理软件对制造信息进行处理,实现信息收集、整理、判断、决策等高智能工作。
4.1 产品及工艺设计的数字化
将用户需求和市场信息通过数字化设计支撑平台、产品数据管理系统和数字化仿真与模拟平台转化成数字模型,再应用产品工艺设计软件设计出合理的工艺路线,再将信息发送到数字化车间的MES系统转化成数字化车间能够执行的指令,从而设计出符合客户需求的产品,同时根据产品特性设计出最佳的加工工艺路线形成以客户需求为驱动的智能设计系统(见图6)。
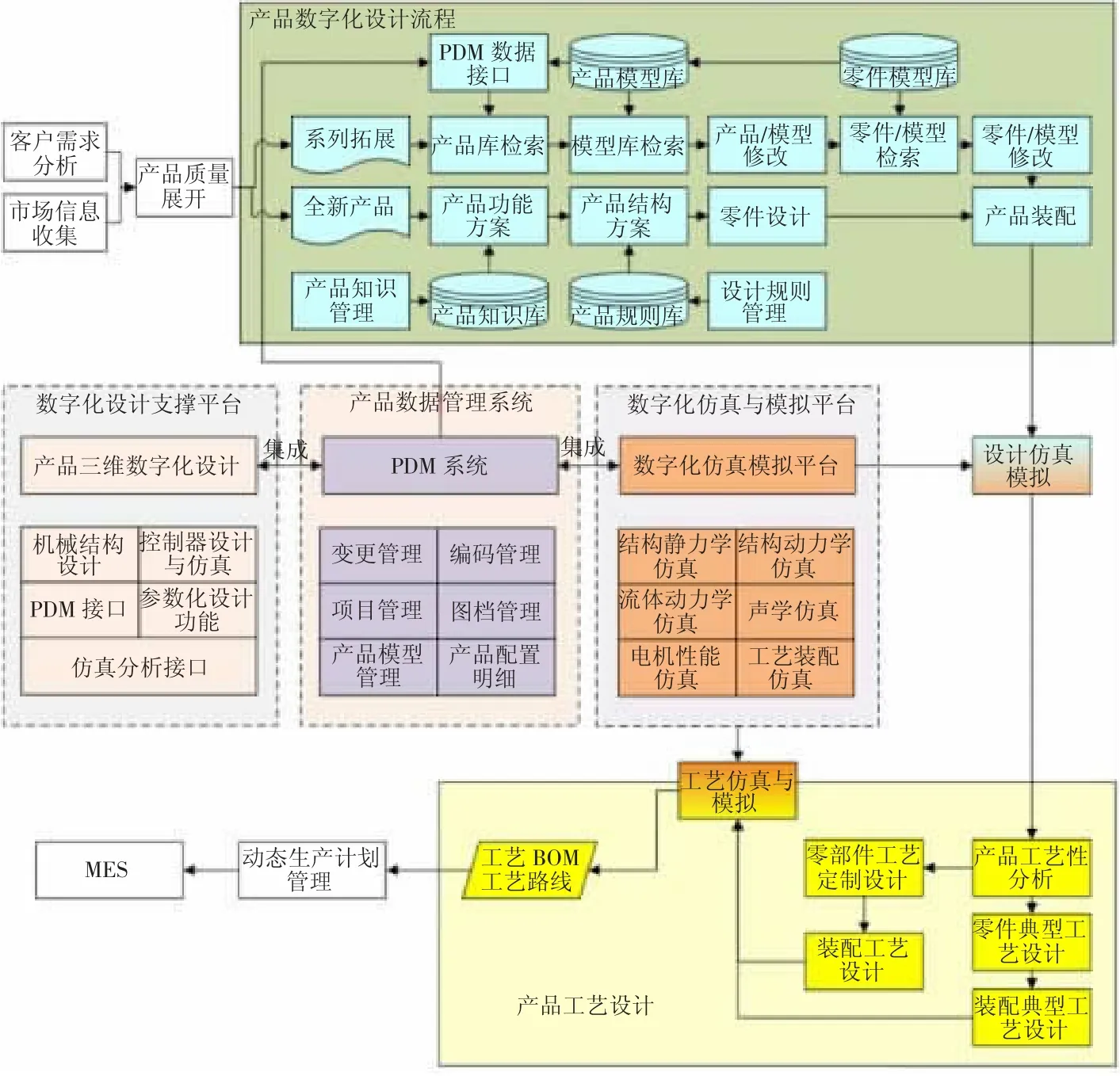
图6 产品数字化三维设计与工艺仿真
4.2 生产管理的数字化
建立集成接口标准,基于ESB实现ERP、PDM、MES等多个业务系统的集成,打通设计、工艺、制造、管理等环节的数据流与业务流,实现各异构业务系统的统一接口管理和信息传递,减少接口数量,提高生产管理效率。
如图7所示,三大系统之间信息共享,增强生产活动的协同高效性,从设计到制造,变更信息,可迅速进行有效传递,避免由于信息滞后性造成的物料浪费,最大程度使物料得到充分利用,降低成本。紧跟市场动态,围绕客户需求,进行快速转化,高效地匹配客户的订单要求,提高产品交付及时性。同时,基于数据进行分析,能够更客观、更准确地评估成本,加强决策精准性,使企业的战略性布局更科学有效。
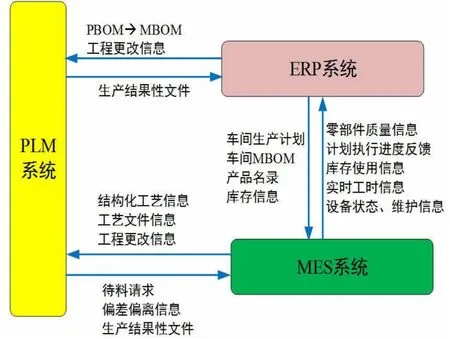
图7 MES/PLM/ERP系统高效协同与集成
5 结语
数字化车间新模式应用是提高产品质量、降低生产成本实现智能制造的重要手段,它是以智能系统和装备研制集成建设为基础,以信息化技术、先进制造技术和模式在研发设计、工艺流程、生产装备、过程控制、物料管理等环节的集成应用为纽带的集成建设和应用工程,是先进智能制造技术在实际制造过程中的实现基础。
本项目的顺利实施将形成动力锂电池生产制造行业可推广复制的智能制造新模式,提升国产动力电池在国际市场的竞争力,为国内新能源汽车的高质、快速发展提供有力支撑。
