抗震钢筋HRB500E 强屈比性能不合格探析
2022-09-26晏小惠
徐 峰,晏小惠
(汉中钢铁有限责任公司,陕西 汉中 724200)
HRB500E 抗震钢筋与普通钢筋相比,主要增加了强屈比、屈标比、最大力总延伸率三项质量特征值,即强屈比不小于1.25,屈标比不大于1.3,最大力总延伸率不小于9%[1]。在实际生产中,主要通过控轧控冷来提高钢材强度,由于细晶强化对屈服强度的影响较大,经常出现HRB500E 抗屈比不足情况。汉中钢铁有限责任公司(全文简称“汉钢”)轧钢厂11 月份生产的抗震钢筋HRB500EΦ25 mm 出现了强屈比不足的现象,本文通过对其熔炼成分、控制工艺两大方面进行分析,找出生产中强屈比不足的原因。
1 生产实践
汉钢轧钢厂于11 月份轧制16 炉HRB500EΦ25 mm 钢材,初检4 炉因强屈比不足待判。因此对其性能进行统计,将待判样编为1—4 号。
1.1 综合力学性能(见表1)
从表1 可看出,除了强屈比之外,钢材其他性能指标均达到国标规定要求。其中合格部分控制较好,屈标比维持在1.1 左右。待判部分主要因屈服强度太高,使得屈标比较正常试样高0.1 左右。
1.2 熔炼成分
对所选试样进行熔炼成分检测,结果如表2 所示。
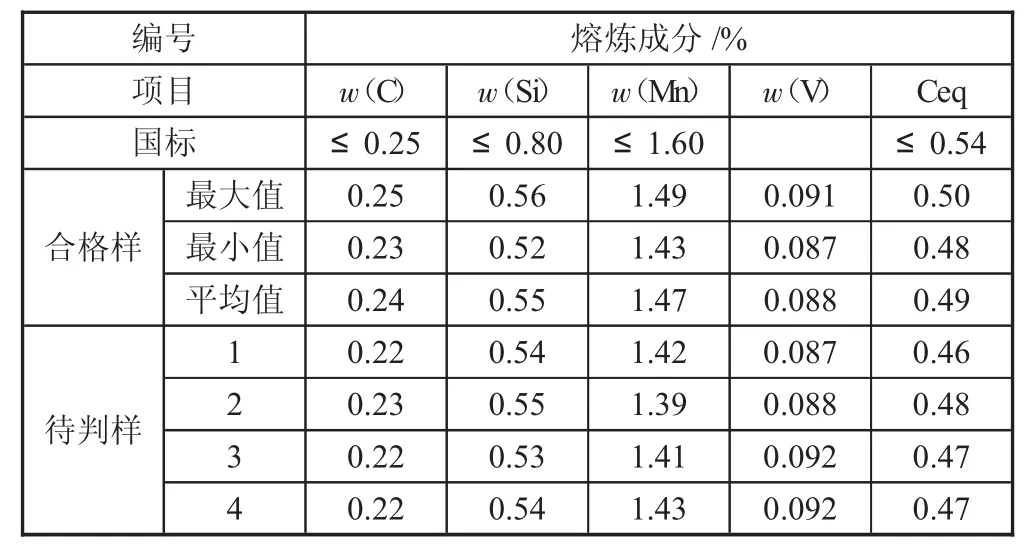
表2 熔炼成分表
此次生产,待判样成分中,C 和Mn 元素以及碳当量略低于合格样,其余元素含量大致一致。
1.3 控制工艺
本次轧制中,轧线各控制参数调整如表3 所示。
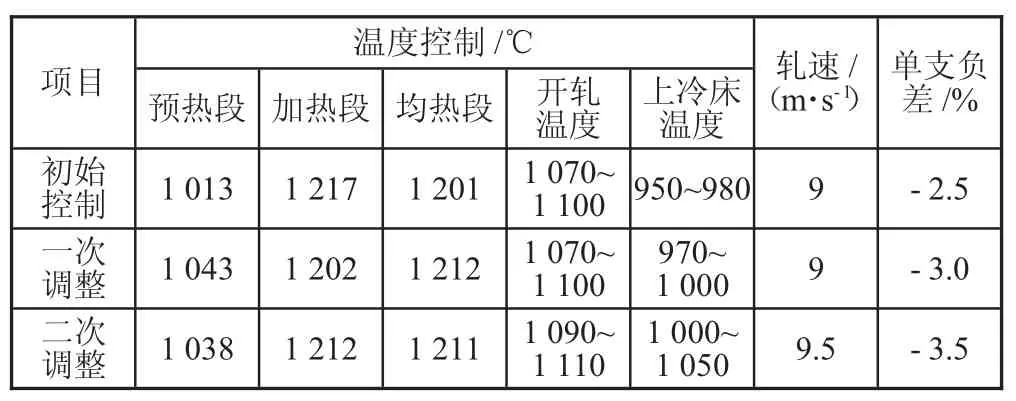
表3 生产控制参数表
此次生产的HRB500EΦ25 mm 钢材,起初终轧速度按9 m/s 控制,冷坯保温时间按2 h 控制,负差保守控制,轧后使用轻穿水,待性能检测出来后,发现屈服强度偏高,强屈比不合格。通过调整精轧后穿水,提高上冷床温度,强屈比仍不理想。后将终轧速度提高到9.5 m/s,上调开轧温度、上冷床温度和负差,强屈比恢复正常。
1.4 钢材气体含量检测
在22 ℃和相对湿度(RH)为48%的前提下,选择4 炉合格试样和4 炉不合格试样对钢材气体含量进行检测统计,结果如下页表4 所示。由表4 可看出,不合格试样的w(N)明显高于合格试样,w(O)大致相同。
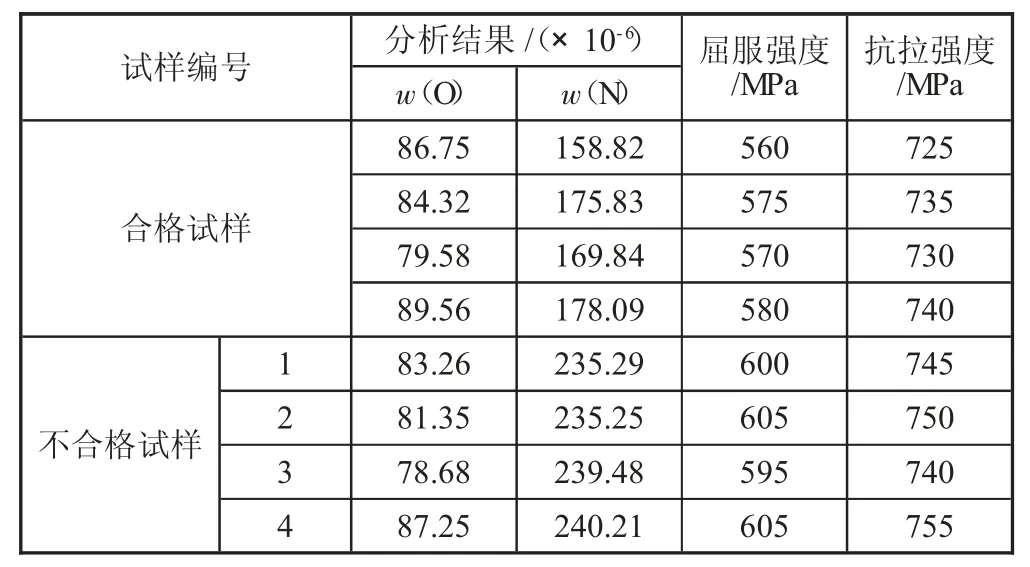
表4 HRB500EΦ25 mm 规格试样气体含量监测结果表
2 分析讨论
2.1 综合力学性能结果分析
此次生产待判原因皆为强屈比不足,而强屈比是抗拉强度和屈服强度的比值,屈服强度过高或抗拉强度过低都可能导致强屈比不合格。根据上页表1 结果可知,此次待判原因是屈服强度太高,其屈服强度比正常试样高约40 MPa,抗拉强度比正常试样高约25 MPa。所有试样性能均远超国标规定值,性能富余较多。
2.2 熔炼成分分析
Si、Mn、V 等元素都可有效提高钢材强度,其中C元素对提高钢材强度有着绝对性影响,但C 含量过高将降低钢材塑性,影响焊接性能[2]。C、Si、Mn 元素均为固溶强化元素,C和Mn 元素多存在于珠光体中,对抗拉强度的提升有显著效果,而Si 元素多存在于铁素体中,因此适当增大C 和Mn 元素含量可提高钢材屈强比。
V 元素在轧制过程中主要通过再结晶的形式来实现细晶强化的目的,而细晶强化对钢材屈服强度提升有较为明显的作用。在轧后冷却过程中,V 元素以相较更低的温度析出来,实现析出强化的目的,而析出强化对钢材的屈服强度和抗拉强度均有显著提升效果。因此在条件允许情况下,可适当降低V 含量来提高钢材屈强比。
2.3 控制工艺分析
此次生产中主要对上冷床温度、终轧速度、负差进行调整。其中上冷床温度由穿水工艺和终轧速度控制,因终轧速度调整受诸多因素限制,且在实际生产中存在提不起速现象,所以上冷床温度主要由穿水控制,使用穿水工艺可显著提高钢材强度,并细化晶粒。根据hall-petch 公式σS=σ0+Kd-1/2(其中σS为屈服强度,σ0为作用在位错上的摩擦力,K 为系数,d 为晶粒尺寸)可知,晶粒越细,钢材强度就越高[3]。由于细晶强化对屈服强度的影响幅度比对抗拉强度的影响幅度大,故采用穿水工艺细化晶粒的方式会使得强屈比降低。为了得到较好的强屈比,在生产中主要通过提高上冷床温度来使晶粒长大,可有效减小细晶强化带来的不利影响。在实际生产中发现负差对强屈比亦有影响,负差做大后屈服强度的下降值大于抗拉强度的下降值,故在因屈服强度偏高导致强屈比偏低时,可通过增大负差来达到提高强屈比的目的。
2.4 钢材气体含量分析
通过表4 可明显看出,钢材w(O)大体一致,w(N)与屈服强度成正相关,w(N)越高,屈服强度就越高。w(N)增加65×10-6,可使屈服强度增加40 MPa 左右,抗拉强度增加25 MPa 左右,对强屈比而言有变小的趋势。w(N)偏高时,V 的析出强化和细晶强化作用更加明显。因此w(N)对钢材的强度影响很大,且这种影响不能通过后期轧钢调整工艺来补救。为提高强屈比,使得钢筋有良好的抗震性能,炼钢时必须对合金源头加以控制,减少出钢环节吸氮现象,降低钢种夹杂物数量,做好保护浇铸,降低钢坯中w(N)。
3 结论
1)导致HRB500E 抗震钢筋强屈比不足的原因主要是穿水工艺带来的细晶强化和熔炼合金带来的析出强化,两者在提高钢材强度的同时亦降低了强屈比,在实际生产中应充分考虑成分、轧制工艺、性能等多种因素及其相互作用对钢材性能结果的影响。
2)生产中钢材性能富足较大时,可通过适当提高上冷床温度、终轧速度和增大负差来提高钢材屈强比。
3)炼钢环节必须保证w(N)的稳定,从而确保钢材性能稳定。
