某汽车高光格栅注塑缺陷分析与成型优化
2022-09-24胡学川方佳豪李又兵周建军张继祥邓亚均
胡学川,方佳豪,李又兵*,周建军,李 力,张继祥,邓亚均,刘 园
(1.重庆理工大学材料科学与工程学院,重庆 400054;2.重庆平伟汽车零部件有限公司,重庆 400026;3.重庆交通大学机电与汽车工程学院,重庆 400074)
0 前言
随着人们对轿车品质追求越来越高,外饰件已成为关乎轿车品质的重要组成部分[1]。而汽车格栅作为汽车最具辨识度的外覆盖装饰件,是体现汽车品牌性设计中最具代表性零部件,也是各汽车生产厂商车型设计和开发的重点。近年来,汽车格栅造型越来越追求个性、时尚与科技感,前保格栅造型设计更加具有运动性、复杂性和独特性。目前市场上的高光格栅成型工艺主要分为:高光黑漆喷涂[2]和高光免喷涂注射成型[3]2种。但是,喷涂工艺工序复杂,加之环保问题给格栅喷涂工艺带来了更大的附加成本。相比高光黑漆喷涂,高光免喷涂注射成型[4]不仅提升了产品外观质量和强度,而且省去了后续的喷涂或喷漆等工艺,缩短生产周期,大大节省了制造的成本,同时还减少了喷涂工艺带来的环境污染,因而得以广泛应用。
高光免喷涂注塑工艺由于缺少喷涂工序,对制备的汽车格栅外观品质有更高要求,这也就对注塑模具和成型工艺有更高要求,这些无疑会增加格栅的生产难度和加工成本。李又兵等采用Moldflow软件对某汽车前保险杠进行了成型优化设计[5],并通过顺序注射成型模具设计,成功开发出了某汽车前保险杠[6]。笔者以某款高光免喷涂注塑格栅为优化对象,首先采用Moldflow软件分析了某汽车格栅的注射成型工艺表面缺陷,并通过改变局部结构和优化浇口位置,解决了高光注塑制品存着外观缺陷的问题。再通过实际生产验证,成功实现量产,且大幅降低了该款格栅的制造成本,取得了较好的生产效益。
1 塑件结构与工艺要求
图1是某轿车前保格栅产品示意图,产品尺寸为:1 063 mm×205 mm×471 mm,平均壁厚为2.7 mm。产品外观要求:免喷涂高光黑、高光泽度,产品外观无明显熔接痕,无缺料、困气和泛白等外观缺陷,主要材料为聚甲基丙烯酸甲酯/丙烯酸酯-苯乙烯-丙烯腈共聚物(PMMA/ASA)。本研究以某公司的HAM8580合金材料为例,该合金材料具有高光泽、耐候、耐刮擦等优点[7],是一种不需要涂装的高光泽耐刮擦树脂,同时还具有优秀的力学性能和铅笔硬度,在家用电器等行业中的外观件领域有着广泛应用。PMMA/ASA合金材料中,PMMA组分耐光照性能优异,但抗冲击性能差,尤其是低温冲击性能更差;ASA组分的抗冲击性能、着色性、耐腐蚀性均良好,但表面硬度不够,易划伤。将二者以一定比例调配,可相互补充,成为具有高力学性能的高光泽免喷涂合金材料。

图1 高光格栅产品设计图Fig.1 Graph of the automobile high gloss grille
在Moldflow分析软件中,材料信息如表1所示,根据材料的压力-比容-温度(PVT)特性可知注塑温度应设定在230~250℃。且材料在高剪切速率下,熔体的黏度会下降。

表1 免喷涂超高光泽PMMA/ASA合金材料信息与推荐工艺Tab.1 Spray-free ultra-high gloss PMMA/ASA alloy material information and recommended process
图1所示的高光格栅产品结构较复杂,其A面造型曲面多异,采用大菱形嵌套小菱形组合而成,而其每个小菱形中间带V凸出结构,采用传统注射成型工艺有3个难点:
难点1:该合金材料熔体黏度大,流动性差,加之中间有很多孔洞结构,产品过程充填受到阻碍,中间区域充填将很困难,易产生熔接痕、残留气体、局部装填过量以及流动不平衡等问题[8]。
难点2:格栅A面为非常重要的外观面,中间A面区域不能设置进浇口,而中间区域流程长,也会出现缺料缺陷。
难点3:格栅结构复杂,采用大菱形内带多个小菱形结构,小菱形结构内带V形凸起结构组合而成,且中间连接筋壁厚也薄,仅为2.5~3 mm。在模具上相当于纵横交错的小“河流”,汇合后又分流,分流后再汇合,这样分和分和延续不断,熔体流动极易因紊乱无序发生料流碰撞,出现排气不良等现象,导致外观表面缺陷,如表面困气缺料、表面泛白等。
2 成型工艺优化
2.1 顺序阀热流道系统布置
针对难点1,为了保证塑料熔体在模具中得到充分有效地充填,模具采用多点式针阀式顺序阀热流道技术。根据产品的结构,结合Moldflow软件进行浇口位置设计以及充填等分析,采取15点针阀式热流道顺序充填可以满足要求,如图2所示。

图2 多浇口顺序阀热流道进浇示意图Fig.2 Schematic diagram of hot runner of multi-gate sequential valve
采取以上方案后,Moldflow分析产品充填完整,产品外观可以达到高光的效果,但是产品上V形小凸台上外观表面极易出现的缺陷如表面困气、表面泛白等。
2.2 工艺优化
为彻底解决难点3,笔者结合模流分析及塑料熔体在模具内的充填流动行为,发现出现“局部倒流”的现象,即熔体充填接近完成时,熔体局部流动从分型面的位置先汇流,再逐渐流向型腔内壁交汇,如图3所示。

图3 局部充填示意图Fig.3 Schematic diagram of filling at local area
从流动分析可知,熔体流动从V形口部面反向向上流动到V形底部面,导致V形底部面极易出现产品泛白缺陷,如图4所圈区域位置。由于局部反向流动会导致模具型腔内气体排不出去,困气会在模具型腔壁形成很薄的一层膜,导致制品表面形成银白色的模糊痕迹,即表面泛白;严重时会破裂导致制品产生烧焦或缺料、气泡等现象。通过改进工艺,采取了分段顺序调整及低压慢速汇合优化,困气位置的空气膜并未破裂,主要缺陷表现为泛白。

图4 气穴模拟示意图Fig.4 Schematic diagram of air traps
从图4可以看出,V形底部面正好为最易看到的可视面,产品缺陷留在产品V形底部面上是不可接受的。为此,根据熔体流动原理,尽量要正向流动,即指充填接近完成时,熔体局部流动从形腔内壁位置先汇流,再逐渐流向分型面交汇,避免反向流动或无序流动。结合导流或阻流的考虑,需要对V形底部导流,V形口部阻流,即V形底部流动加快,V形口部流动放缓,使得熔体从V形底部向下流动到V形口部,这样产品缺陷才不会留在可视面上。
根据这种思路,对V形凸出结构局部缺陷区域进行B面壁厚渐变设计,采取不均匀壁厚的渐变设计,使聚合物熔体按需要的方向和速度来充填,从而达到消除产品外观缺陷的目的。具体结构设计优化为:(1)将V形小凸台侧面壁厚做y向渐变减胶,将V形小凸台两边不变基础上渐变,中间减胶至1 mm[如图5(a)]。(2)x向壁厚:在原有的基础上加胶0.3 mm,z向壁厚:将V形小凸台顶部不变,底部减胶至1 mm[如图5(b)],主要目的是让注塑填充时V形小凸台为正扇形[如图5(c)],最后填充位置在V形底部。(3)优化渐变B面壁厚后,困气分析如图5(d)所示。(4)根据图5(d)的所有困气位置在模具上做排气镶件,沿着V形小凸台边缘做镶件,再将凸台特征均等3段做排气镶件[如图5(e)],将气体排到分型面及镶件内。

图5 格栅中V形凸出结构局部缺陷区域结构设计优化Fig.5 Structural design optimization of V-shaped local defect area in Grid
2.3 动定模布局
针对难点2,考虑到汽车前格栅网格中间为非常重要的外观面,中间正面区域不能设置进浇口,且流程长,考虑从中间背面区域进胶,设计倒装模结构模具,即A面在动模部分,B面在定模部分。如图6所示。
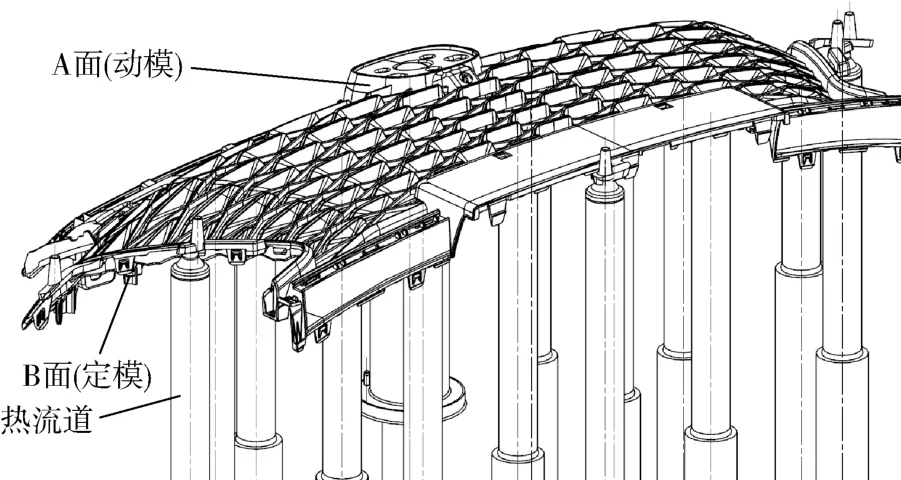
图6 制造高光泽格栅的注射模移动和固定部件布局Fig.6 Layout of the moving and stationary parts of an injection mold for manufacture high gloss grilles
3 生产验证
根据以上解决优化方案,采用海天塑机的MA16000/10500u型注塑机进行实际生产,制备的产品如图7所示。可以看出,制备的高光免喷涂格栅产品表面品质非常高,没有困气、无泛白、无缺料等外观缺陷,而且产品合格率明显提升(表2)。可见,经过改善优化后,产品的外观质量得到了保证,极大提升了产品合格率和节约制造成本。
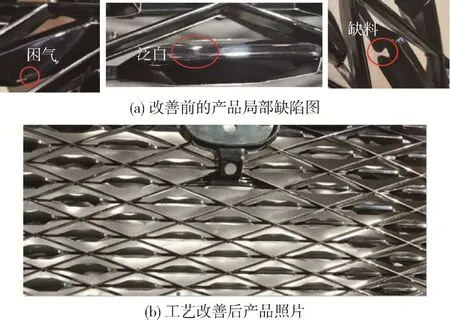
图7 工艺改善前后产品外观照片Fig.7 Product appearance diagram with application of optimal technique

表2 工艺优化前后的产品合格率与生产效率对比Tab.2 Comparison of product qualification rate and production efficiency before and after process optimization
4 结论
(1)基于熔体流动理论,正向顺序流动熔合对于产品外观缺陷的解决显得非常重要;通过阻流和导流的思想指导渐变B面壁厚设计,改善熔体流动方向,可以极大地消除产品外观缺陷,提升产品合格率,降低成本;
(2)基于Moldflow软件分析高光格栅等复杂产品充填有很好的指导预测作用,通过局部渐变壁厚设计理念消除成形外观缺陷,达到最佳的高光成型效果。
