带式输送机滚筒焊缝的失效机理研究分析
2022-09-23蒋松桦
蒋松桦
(晋能控股煤业集团晋华宫矿,山西 大同 037000)
引言
带式输送机是煤矿生产中进行煤炭输送的主要设备,可以实现高效率、高运量的稳定输送,对煤矿高效生产提供了重要的保障。滚筒作为带式输送机的重要部件,对输送带的运行起到驱动及制动的作用[1],在使用过程中承受的载荷较大,且易受到输送带的冲击作用。滚筒在生产过程中多采用焊接的形式制成,在长期的使用过程中,存在着焊缝开裂失效的问题,造成滚筒的损坏,影响带式输送机的运行[2]。针对滚筒焊缝失效的机理进行研究,采用MATLAB仿真的形式对影响焊缝失效的因素进行分析[3],从而可以采取针对性的措施,提高焊缝的质量,以及带式输送机运行的稳定性,保证煤矿开采的稳定高效生产。
1 带式输送机滚筒焊缝开裂失效机理分析
滚筒在生产过程中主要采用焊接的形式进行制作,滚筒结构中的连接位置处均依靠焊接而成,且都是环形焊缝,焊缝存在缺陷时[4],会引起焊缝及周边产生裂纹,在工作过程中,裂纹受到圆周方向的应力作用会不断地扩展造成焊缝的开裂失效。
引起滚筒焊缝裂纹的因素多样[5],主要包括焊接过程中工艺参数选取不合适、焊接中出现应力集中、焊接结构中产生较大的残余应力及焊接材料不一致等。引起焊接问题的原因主要是焊接应力集中及残余应力的影响。
滚筒焊接过程中产生的应力集中主要与焊接构件的接头形式、焊缝的外形及焊接缺陷有关,焊接的缺陷造成的影响相对复杂[6]。焊接的应力集中是焊接过程中造成,对其不能进行定性分析,采用应力集中系数的方式对应力集中进行描述[7],从而定性的分析应力集中的程度,从而对其影响因素进行分析。滚筒焊接应力集中系数与焊接滚筒筒体的厚度、焊趾半径、坡口角度、倒钝厚度等相关[8],由于坡口角度、倒钝厚度等与焊接加工中的工艺相关性较大,文中仅对筒体板厚、焊趾半径的影响进行分析。
焊接残余应力与焊接过程中产生的较大的温度差有关,滚筒焊缝在焊接过程中受到较大的约束限制其形变量[9],且温度差较大造成焊缝处的焊接应力值较大,焊接残余应力是必然存在的,当残余应力值大于所焊接材料的抗拉强度时,会造成裂纹的产生[10]。
带式输送机滚筒在工作过程中受到多种载荷的作用,对焊缝的裂纹造成扩展,焊缝的裂纹扩展采用应力强度因子来描述焊缝的开裂状态。影响焊缝裂纹扩展的因素主要包括输送带对滚筒的包角、滚筒直径、滚筒与输送带分离点的张力作用及摩擦系数[11],滚筒的直径与摩擦系数属于结构设计及材料选取的问题,文中仅对输送带与滚筒的包角及分离点的张力作用影响进行分析。
2 滚筒焊缝失效影响因素分析及控制
2.1 滚筒焊缝裂纹应力集中数值分析及控制
对影响焊缝应力集中的因素进行仿真分析,采用MATLAB分析软件建立滚筒的结构模型,滚筒的直径为780 mm,滚筒的宽度为900 mm[12],对滚筒的筒体厚度t及焊趾半径r对焊缝应力集中系数的影响进行分析。当焊缝的坡口角度一致时,不同焊趾半径下应力集中系数随筒体厚度的变化如图1所示,不同筒体厚度下应力集中系数随焊趾半径的变化如下页图2所示。
图1 筒体厚度对焊缝应力集中系数的影响曲线
图2 焊趾半径对焊缝应力集中系数的影响曲线
从上页图1、图2中可以看出,在一定的焊趾半径下,随着筒体厚度的增加,焊缝的应力集中系数逐渐增加,筒体的厚度越大,焊缝产生的应力集中系数越大;在筒体厚度一定时,随着焊趾半径的增加,焊缝产生的应力集中系数越小,焊趾半径越小,焊缝产生的应力集中系数越大。在实际进行滚筒的焊接生产时,焊缝的应力集中系数应在1.6~4.0之间,则由上页图1可知对于筒体厚度在30 mm以内焊趾半径应小于3 mm;筒体厚度在30 mm以上焊趾半径应大于1 mm,且优先选用较大的焊趾半径。
对于焊缝裂纹的产生还存在着气孔、夹渣和咬边等焊接的缺陷问题,对于这些问题在焊接过程中要保证坡口的清洁,处理好焊接的接头,在焊接过程中选择合适的焊接电流及焊接速度,并依据焊接筒体的厚度对焊趾半径进行合理的选择,保证焊缝的质量,避免应力集中引起的焊缝裂纹。
2.2 滚筒焊缝裂纹扩展数值分析及控制
对影响焊缝应力强度因子的因素进行仿真分析,采用MATLAB分析软件建立滚筒的结构模型,对输送带对滚筒的张力及包角对焊缝应力强度因子的影响进行分析。当滚筒与输送带的摩擦因数一定时,焊缝应力强度因子随张力作用的变化如图3所示,焊缝应力强度因子随不同包角的变化如图4所示。
图3 张力作用对焊缝应力强度因子的影响曲线
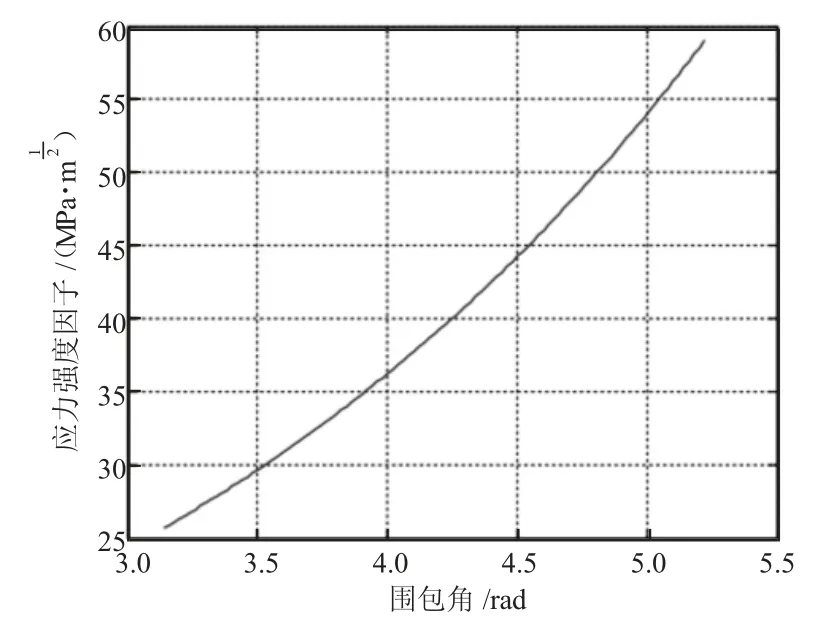
图4 包角对焊缝应力强度因子的影响曲线
从图3、图4中可以看出,随着输送带对滚筒张力作用的增加,滚筒焊缝的应力强度因子呈线性增加的趋势,随着包角的增加,滚筒焊缝的应力强度因子呈指数型增长的趋势,当焊缝存在裂纹时,在输送带张力及包角增大时,会造成裂纹的扩展速率不断增加造成焊缝的开裂失效。对于滚筒作用的输送带张力及包角不能过大,当满足系统的设计需求时,输送带的张力及包角应越小越好,滚筒的包角应控制在4rad以内,从而保证焊缝的使用安全。
滚筒在焊接过程中,焊缝缺陷造成的裂纹是不可避免的,在滚筒的使用过程中,应在设计过程中合理选取输送带对滚筒的张力及包角大小,减小焊缝裂纹的扩展。当产生焊缝的裂纹扩展时,应及时对焊缝进行修复,提高滚筒的使用性能及寿命,保证带式输送机的运行。
3 结语
滚筒是带式输送机的关键部件,对输送带起到支撑及驱动制动的作用,滚筒在使用过程中承受的载荷作用较大,对其焊接生产的要求较高。在滚筒的失效形式中,滚筒焊缝的开裂是造成失效的主要原因。焊缝裂纹的产生主要受到应力集中及残余应力的影响,裂纹的扩展主要受到输送带张力及包角的影响。针对影响焊缝应力集中的因素及影响裂纹扩展的因素进行分析,结果表明,筒体厚度的增加及焊趾半径的减小,造成焊缝的应力集中系数增加;输送带张力及包角增加,造成焊缝的应力强度因子增加。滚筒焊接时,应依据滚筒的结构参数,合理地选择焊趾半径,并在使用过程中,选择较小的张力及包角,从而控制焊缝裂纹的产生与扩展,提高滚筒的质量,保证带式输送机的稳定运行。