准连续波激光打孔工艺综述
2022-09-22李云涛王志华田春英
王 军,尹 毓,李云涛,王志华,田春英
(1.天津中德应用技术大学航空航天学院,天津 300350;2.天津理工大学材料科学与工程学院,天津300384)
1 引 言
激光打孔作为激光技术最先应用于材料加工的技术,与其他打孔方式相比,具有打孔精度高、打孔速度快、通用性强、非接触性加工、可加工微小零件等多种优点[1],是应用最为广泛的打孔技术。目前,工业化应用的激光根据脉宽分有连续波、准连续波(quasicontinuous wave,QCW)、短脉冲激光和超短脉冲激光[2],其中QCW激光的应用最为广泛。
与连续波激光相比,准连续波激光在同等功率下有更低的热输入,降低了工件的热效应,所以准连续波激光具有更高的打孔质量[3],更高的材料适用性[4]。与短脉冲激光相比,准连续波激光的加工速度有着明显的优势,且短脉冲激光打孔过程复杂,结构参数难以预测[5],准连续波激光打孔为稳态打孔过程,在数学模拟上也会更为简单。对于超短脉冲激光打孔,准连续波激光打孔有着明显的成本优势与更高的工作效率[6]。IPG公司已经成功的使用QCW激光在1.5 mm厚的不锈钢上高速的钻出高纵横比的孔图案且板没有发生变形,如图1所示[7]。

图1 由1902个直径0.4 mm的孔组成的图案,
2 准连续波激光打孔的机理
高功率激光照射到金属材料表面时,材料吸收激光能量,材料表面温度升高继而发生熔融、气化、喷溅以及产生等离子体等现象[8]。准连续波激光分为毫秒激光与微秒激光,在毫秒激光打孔过程中,材料先熔化,随后大部分液态金属材料剧烈汽化膨胀产生的反冲压力将熔融液体材料抛出,少部分液态金属随着温度升高达到汽化阈值而汽化,最终形成小孔,一般没有等离子体的形成。而微秒激光的功率密度更高,已经可以在打孔过程中形成等离子体。
在激光打孔中[9]:
(1)
(2)
式中,PA为平均功率,单位W;E为单个脉冲的能量,单位J;R为激光频率,单位Hz;PP为峰值功率,单位W;D为脉冲宽度,单位s。这些参数决定了激光打孔能否顺利进行,也对激光打孔的孔质量有着重要的影响。
3 准连续波打孔工艺参数对打孔质量影响规律
如果打出的孔质量较差,工件工作时在孔边容易发生疲劳破坏,降低工件的使用寿命。孔质量的好坏通常从孔径、孔的形貌、锥度、重铸层等方面来评判。
3.1 激光能量、脉冲宽度以及激光频率对打孔质量的影响
(1)激光能量
激光打孔是由激光照射所带来的热量熔化金属,排出熔融金属而形成小孔的过程。激光能量为单个激光脉冲照射在材料上的能量,对打孔速度以及打孔质量都有重要的影响。
叶海彬[10]实验得到了孔径与激光能量关系图,如图2所示。结果表明随着激光能量的增大,输入的热量增加,孔的直径会随之增加,但是受到光斑直径的制约,增长速度会逐渐变小。
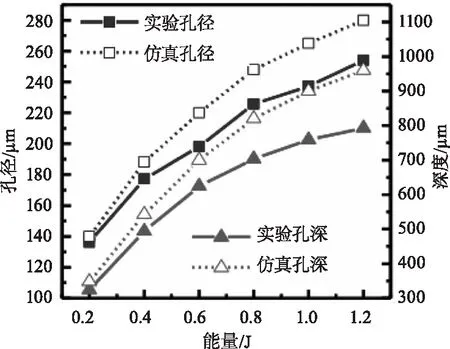
图2 激光能量对微孔几何尺寸的影响规律[10]
张文[11]在实验中发现随着激光能量的升高,孔的表面会出现很多的毛刺,这是因为温度过高导致喷发的熔融金属增多。但是Duan[12]等人发现毛刺体积的增长速率会随着激光能量的增长而逐渐减缓,因此他认为随着激光能量的进一步增长毛刺体积可能会下降,如图3所示。
(1)引导学生自主提问评估,理清问题思维.在对物理知识进行学习时,由于物理学科需要较强的逻辑思维,因此学生的发散思维在物理学习过程中起着重要的作用.因此在物理学习中作为教师应引导学生善于提出疑问、进行自我提问、进行自我评估.这样学生不仅能够理解题意、剖析题意,更能从深层次掌握该题的内涵,从而具有清晰的解题思路,提高解题效率.

图3 激光能量对毛刺沉积的影响[12]
Bandyopadhyay[13]发现孔锥度会随着激光能量的增大而增大,但变化幅度很小,这是因为热输入的增加,会导致上下孔径同时增加,因此激光能量不属于孔锥度的重要影响因素。
Marimuthu[14]等人在打孔实验中研究了激光能量对重铸和氧化层厚度的影响。从图4中可以看出,随着能量的增加,重铸层厚度先减小后增大。这是因为随着能量的增加,材料会出现最佳的熔体喷射状态,但进一步增加激光能量会增加蒸气与反冲压力,并通过高温相位爆炸导致过热喷射,出现较厚的重铸层。
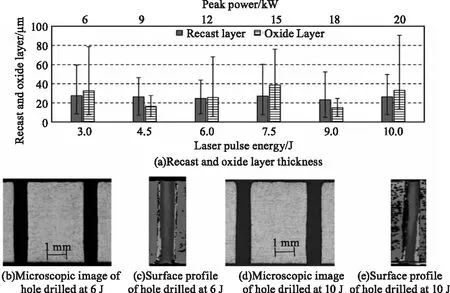
图4 激光脉冲能量对激光打孔质量的影响
Mishra[15]的实验显示热影响区的范围随着激光能量的增加而增加,由于高热扩散,显微组织发生变化的距离增加,扩大了热影响区范围。因此在保证打孔速度的情况下,激光能量应尽量小。
(2)脉冲宽度对质量的影响
激光的脉冲宽度是指激光一个脉冲所持续的时间,当脉冲能量一定时,脉冲宽度越小,能量密度越大,反之能量密度越小。
张静[16]在实验中发现随着脉冲宽度的增加,上孔径无明显变化,下孔径随之减小,如图5所示。这主要是因为脉冲宽度越大,能量分布越不集中,导致下孔口孔径的减小,也导致了孔锥度的增大。

图5 激光环切打孔中脉冲宽度对微孔直径的影响[16]
叶海彬[10]在实验中发现随着脉宽的增加,孔内产生的堵塞情况越来越明显,如图6所示。孔的表面粗糙度降低,孔的尺寸精度下降。Duan[12]的实验证明孔口的毛刺体积随着脉宽增大出现先增大后减小的现象。分析认为功率密度随着脉冲宽度的增加而减小,导致汽化排除的部分减少,熔体增多,在出口边缘重新凝固形成较大的毛刺。然而,如果脉冲宽度过大,功率密度将会很低,熔体体积减少,毛刺沉积减少。
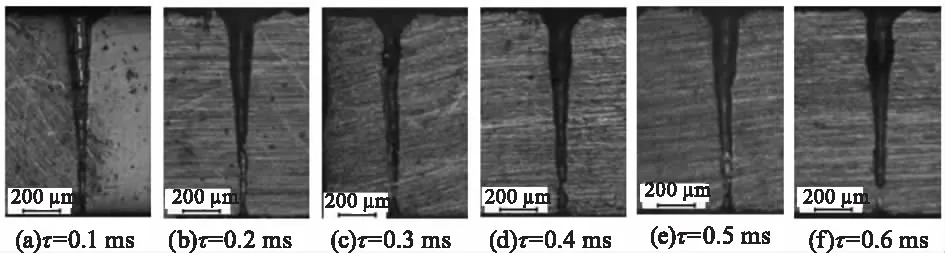
图6 不同脉冲宽度作用下的微孔剖面图[10]
Marimuthu[14]等人的实验探究了脉冲宽度对重铸和氧化层厚度的影响。如图7所示,在低峰值功率下,高脉冲宽度对激光打孔质量有负面影响。Mishra[15]的实验证明随着脉冲宽度的增加,激光与材料的相互作用时间变长,利于热能在板材上的扩散,热影响区范围增大。

图7 激光脉冲宽度对激光打孔特性的影响
(3)激光频率对打孔质量的影响
激光频率是指1 s内激光能够发出的脉冲个数,激光频率会影响到激光打孔时的热输入。对打孔速度有着重要的影响。
Bandyopadhyay[13]认为过低的激光频率会导致激光打孔的速度过慢,而当脉冲频率过高时,材料去除率增加,使得孔径变大。但是下孔径受到频率的影响更大,反而会使锥度减少。Duan[12]发现高频率会产生较多的毛刺,但这是有限度的,当频率继续增加时,毛刺的强度不足以支持其进一步增长,毛刺会破裂。
Marimuthu[14]等人研究了激光频率对打孔质量的影响,如图8所示。较高的平均功率对重铸层厚度和氧化层厚度有负面影响。这应该是由于在高平均功率下材料过度熔化所致。Mishara[15]发现随着激光频率的增大,热影响区的范围是先减小后增大的。

图8 激光频率对激光打孔特性的影响
3.2 离焦量对打孔质量的影响
离焦量是激光焦点离工件表面的距离,焦平面位于工件上方为正离焦,反之为负离焦。离焦量对孔的几何形状有着显著的影响,负离焦量在孔的中间位置会出现典型的重填充现象[17-18]。不同材料或不同厚度有着不同的最佳离焦量[19],且Ghoreishi[20]发现对即使同一材料同一厚度打孔,最佳离焦量也会因为其他打孔参数的变化而变化,如图9所示。不恰当的离焦量会导致较大的锥度与较厚的重铸层,因此离焦量要结合实际实验设定。

图9 辅助气体压力与离焦量对孔锥度的影响[20]
3.3 辅助气体对打孔质量的影响
辅助气体在激光打孔起到了非常重要的作用,Bandyopadhyay[13]的实验表明使用O2作为辅助气体同等条件下得到的孔径更小,出现这种现象的原因可能是当辅助气体为O2时,反应放热显着提高了钻孔可用的总能量,从而增加了金属蒸发对材料去除过程中的占比,喷射熔融材料对孔壁的侵蚀减少,导致较小的孔径.
Marimuthu[14,21]等人的实验证明O2作为辅助气体产生的孔显示出极好的表面轮廓,且含有较少的重熔层,如图10所示,并且O2为辅助气体打出的孔疲劳性能更好。Okasha[22]发现在锐角度打孔中O2作为辅助气体的优势更加明显。综合来看,打孔时应尽量选用O2作为辅助气体,没有条件时也可以使用压缩空气代替。
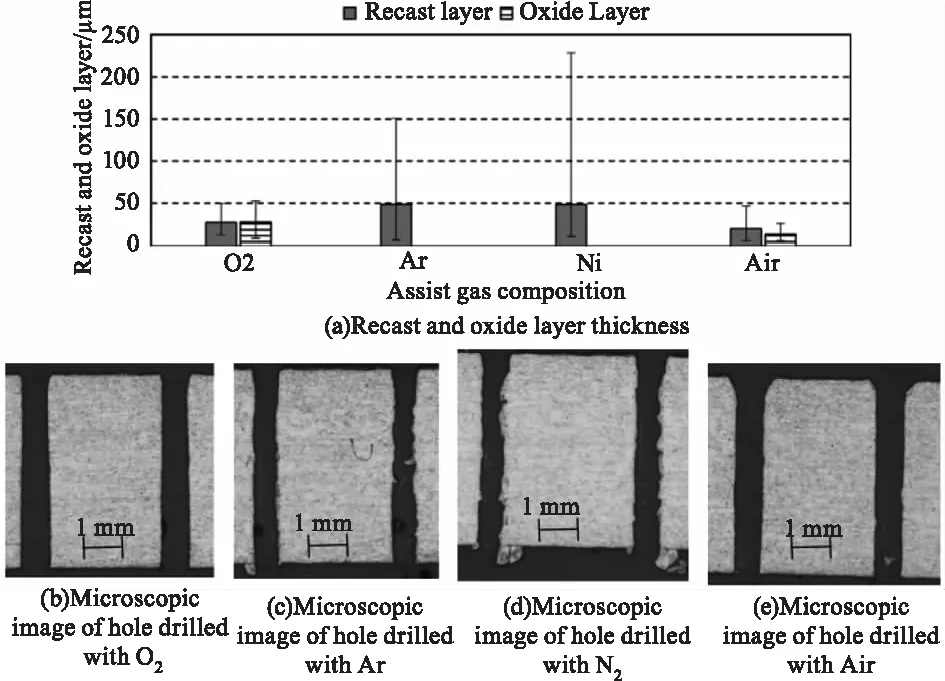
图10 辅助气体成分对激光打孔的影响
Okasha[22]在实验中发现孔的入口直径随之气体压力的增加而减小。Chien[23]注意到较高的气体压力会使重铸层的厚度减小。当选用氧气作为辅助气体时,稍高的氧气压力可以确保有足够的气体分子流到工作区[24],用于熔融金属的氧化。氧气反应放出的热量将为打孔时提供更多的能量。金属氧化物的形成也将提高光束耦合效率,这可以增加激光的吸收率。但是,过高的辅助气体压力会延长钻孔时间,可能会产生较厚的重铸层。
3.4 激光光源的影响
现如今除了常见的Nd∶YAG激光器以外,还有一种新兴的激光器正在发展起来,这就是光纤激光器,与传统的固体激光器相比,光纤激光器是整体化结构,大大提高了设备可靠性;同时,光纤激光器输出的激光光束质量好且稳定,有更高的加工质量[25]。
Marimuthu[26]等人研究了Nd∶YAG与光纤激光器的激光轮廓发现YAG激光光束的形状随激光束功率发生显着变化,这可能是由于 Nd∶YAG棒的热透镜效应。而光纤在整个功率范围十分均匀,并以均匀的礼帽轮廓出现,如图11,12所示。Rihakova[27]等人分别采用了Nd∶YAG与光纤激光在氧化铝陶瓷上打孔,结果表明,光纤激光器由于其小光斑和更好的光束质量以及高功率和能量密度可形成更小的孔,孔的表面更加光滑。
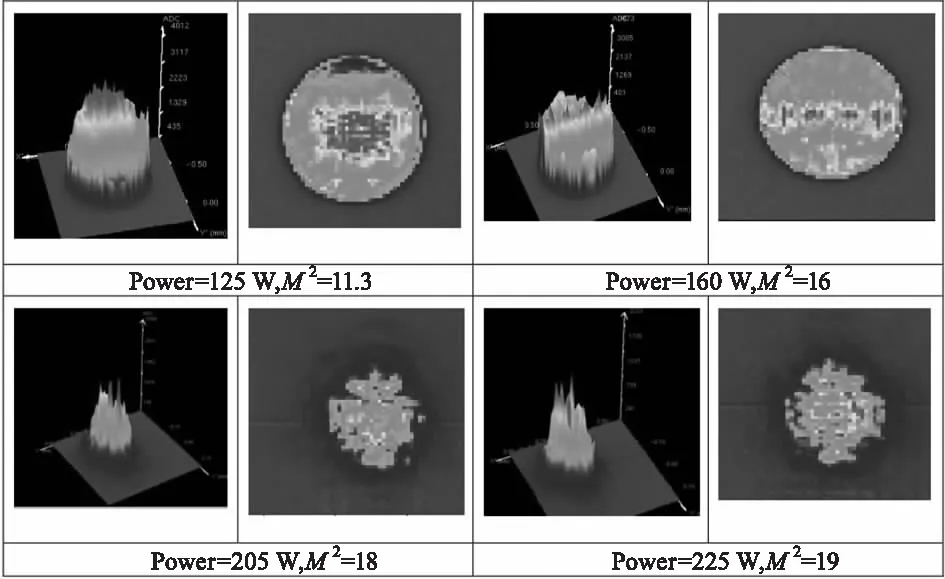
图11 焦点处的典型Nd∶YAG激光光束轮廓随功率变化图[26]
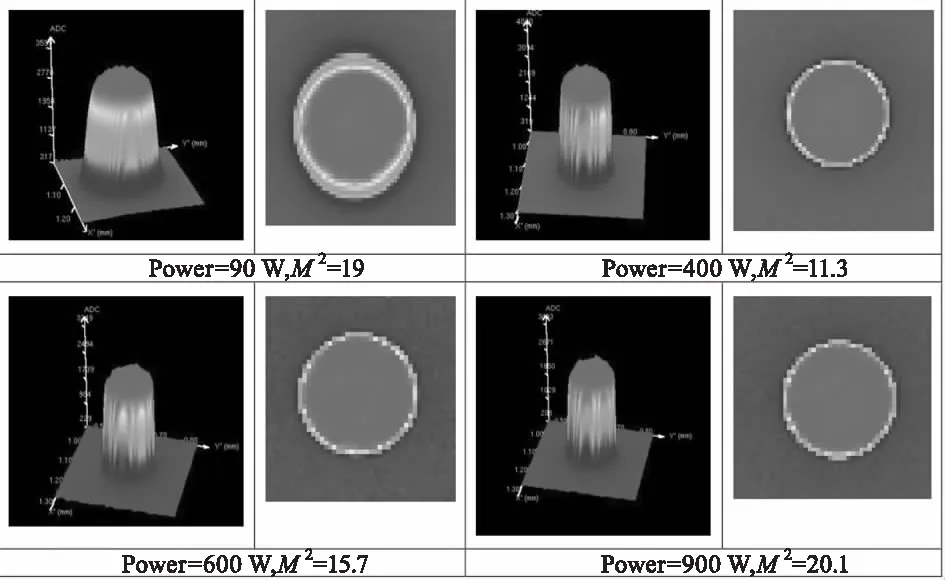
图12 焦点处的典型光纤激光光束轮廓随功率变化图[26]
4 总 结
(1)准连续波激光包括ms与μs激光,相比其他激光准连续波激光能够更好的在工业中快速的打出高质量的孔。
(2)激光能量过大会产生大孔径与厚重铸层,但对孔锥度影响不大。脉冲宽度对孔的入口直径影响不大,但脉冲宽度越大孔的出口直径越小,因此会导致锥度的增大,过大的脉冲宽度会导致重铸层的增厚。脉冲频率的增大会导致入口孔径与出口孔径的同时变大,对锥度没有大的影响,但是频率过高会导致重铸层的增厚。
(3)离焦量对激光打孔质量的影响较为复杂,受到其他因素的影响较大。
(4)O2是最为优秀的辅助气体,可以减小孔径,控制重铸层的厚度,较高的辅助气体压力可以得到更小的孔径,但是当辅助气体压力过高时反而增加重铸层的厚度。
(5)光纤激光与固体激光相比光束更加稳定,并且具有更高的频率,因此打孔速度更快,而且孔的锥度会更小,孔表面也会更加光滑。
