稠浆法烟草薄片试制设备及热风定型质量控制
2022-09-21王子维黎宇辉童宇星舒灏刘奔徐耀威刘志昌高颂刘雄斌
王子维,黎宇辉,童宇星,舒灏,刘奔,徐耀威,刘志昌,高颂,刘雄斌
稠浆法烟草薄片试制设备及热风定型质量控制
王子维1,2,3,黎宇辉4,童宇星1,2,3,舒灏1,2,3,刘奔1,2,3,徐耀威1,2,3,刘志昌1,2,3,高颂1,2,3,刘雄斌1,2,3
(1.湖北中烟工业有限责任公司,武汉 430040;2.湖北新业烟草薄片开发有限公司,武汉 430056;3.重组烟叶应用技术研究湖北省重点实验室,武汉 430040;4.湖北工业大学 机械工程学院,武汉 430068)
开发一种新型烟草薄片成型试制设备,实现薄片自动成型、厚度可调、质量可控。改变钢带和稠浆盒的运动方式;改良传统稠浆法烟草薄片成型工艺,包括剥离剂喷涂工艺、流浆成型工艺、热–风干燥工艺。通过对设备热–风干燥系统的工作过程进行流热耦合分析,并根据结果对热–风干燥系统的结构及参数进行优化,减少薄片在烘干过程中起皱、裂纹等缺陷的产生。开发的稠浆法烟草薄片试制设备可制备0.15~0.3 mm厚度的烟草薄片,且薄片厚度均匀性好。优化热–风干燥系统前,烘干过程中烟草薄片主要区域的温度区间为37.7~59.6 ℃,优化后为50.1~64.2 ℃。该设备减小了烟草薄片成型过程中薄片的尺寸波动,提高了薄片厚度均匀性。优化热–风干燥系统提高了烟草薄片温度分布均匀性,有利于烟草薄片成型质量的提高。
稠浆法;烟草薄片;试制设备;流热耦合
烟草薄片又被称为再造烟叶,是将残次烟叶、废弃的烟梗以及烟末等通过加工后制成的再生产物,可用于卷烟、雪茄等烟草制品的生产,是烟草生产中不可或缺的部分[1-4]。与传统烟丝作为烟草材料相比,烟草薄片在保持自然烟叶有效成分的同时,具有可塑性较强、均质化及可调控水平较高的特点,可使卷烟具有不同理化性质[5-7]。
有关烟草薄片的成型方法,菲莫烟草公司开发了一种均质化烟草材料生产线及线上生产均质化烟草材料的方法[8],这种方法生产的均质化烟草材料可用于卷烟和加热不燃烧烟草产品。该方法中烟草稠浆在支撑物上流延,并且支撑物沿输送方向输送均质化烟草材料,但烟草薄片在成形过程中受控程度较低,导致薄片成形质量不高。中国船舶工业总公司七一五研究所开发了一种稠浆薄片制作成型机[9],其稠浆浇筑盒设置在成型钢带上方,钢带随轮毂运动,通过调整刮板与钢带的间隙调节薄片成型厚度。但由于钢带的尺寸误差和轮毂的圆跳动误差,导致刮板与钢带的间隙尺寸波动,对薄片厚度均匀性产生不利影响。目前市面上的烟草薄片成型设备多适用于大批量生产,用于实验室进行烟草薄片生产试验的设备较少。烟草薄片生产试验对产量要求低,但要求薄片成型质量好、单次生产时间短且能快速改变薄片配方,现有的设备无法满足要求。
针对以上问题,开发一种稠浆法烟草薄片试制设备,由大多数现有设备采取的钢带运动、稠浆盒固定的成型方式改为稠浆盒运动、钢带固定的方式,能减小刮板与钢带之间间隙的尺寸波动,提高薄片的厚度均匀性。设备的稠浆盒可拆卸,便于快速改变配方;通过热–风干燥系统对稠浆进行快速烘干,缩短单次生产耗时。此外,结合热–风干燥系统的模拟仿真,优化热–风干燥系统以提高薄片温度分布均匀性,减少薄片缺陷的产生。
1 稠浆法烟草薄片试制设备的基本原理与结构
稠浆法烟草薄片试制设备是用于在实验室条件下进行烟草薄片生产试验的设备,其采用稠浆法来制备烟草薄片,稠浆法的原理是将烟草原料制成烟粉,再将黏合剂、发烟剂、木浆纤维等物质与水混合,配制成具有一定黏度的液料,然后将烟粉与配置好的液料按一定的比例进行混合,制成具有一定流动性的稠浆。将制好的稠浆涂在不锈钢带上,稠浆经过加热烘干后成型,最后将薄片剥离得到烟草薄片[10-11]。
稠浆法烟草薄片试制设备主要分为3个部分,分别是剥离剂喷涂单元、流浆成型单元、热–风干燥系统。该设备能够制备0.15~0.3 mm厚度的烟草薄片,稠浆法烟草薄片试制设备的示意图见图1。
制备烟草薄片时,首先剥离剂喷涂单元在作业钢带上喷涂剥离剂,流浆成型单元负责将制备好的稠浆流延并摊平至一定厚度,热–风干燥系统负责烘干摊平好的稠浆直至形成烟草薄片,最后流浆成型单元将制成的烟草薄片剥离得到最终成品。
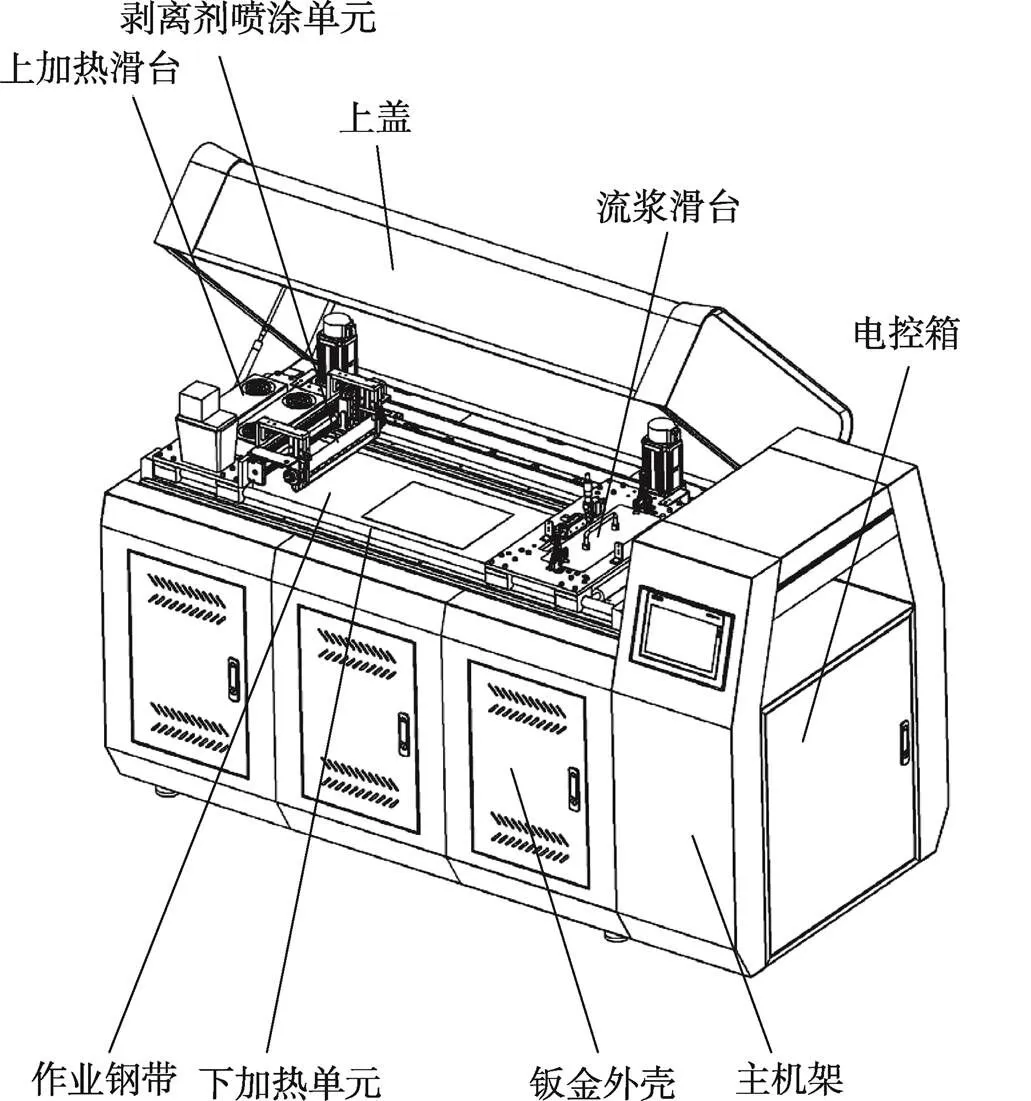
图1 稠浆法烟草薄片试制设备示意图
1.1 剥离剂喷涂单元
作业钢带作为烟草薄片成型的平台,在开始制备烟草薄片前,需要预先在作业钢带上喷涂剥离剂,起到防粘作用,有助于薄片快速、完整的与作业钢带脱离。现有的设备大多采用人工喷涂剥离剂的方式,这种方式效率低下导致生产前准备时间长。为缩短薄片制备前的准备时间,设计了剥离剂喷涂单元来实现剥离剂的自动喷涂。剥离剂喷涂单元示意图如图2所示。设备采用油脂泵加喷嘴实现喷剥离剂工序,剥离剂预先盛装在剥离剂存储盒内,经由小型油脂泵抽取后注入喷嘴组件。为防止喷剥离剂工序结束后剥离剂继续从喷嘴滴落,在喷嘴处安装有接油槽,接油槽的张开与闭合由夹爪气缸控制,配合喷嘴的启停实现对剥离剂喷出的控制。
剥离剂喷涂单元安装在上加热滑台上,可实现轴方向的运动,能覆盖钢带上的作业区域。此外,为解决剥离剂喷到钢带上不够均匀的问题,采用毛刷将剥离剂涂刷均匀。毛刷由直线模组带动沿导轨伺服行走,配合上加热滑台的运动实现了涂剥离剂机构在钢带的向和向的水平覆盖,毛刷与直线模组平台通过滑台气缸转接,实现涂剥离剂过程的毛刷升降动作,即涂剥离剂时下降,完成后缩回。
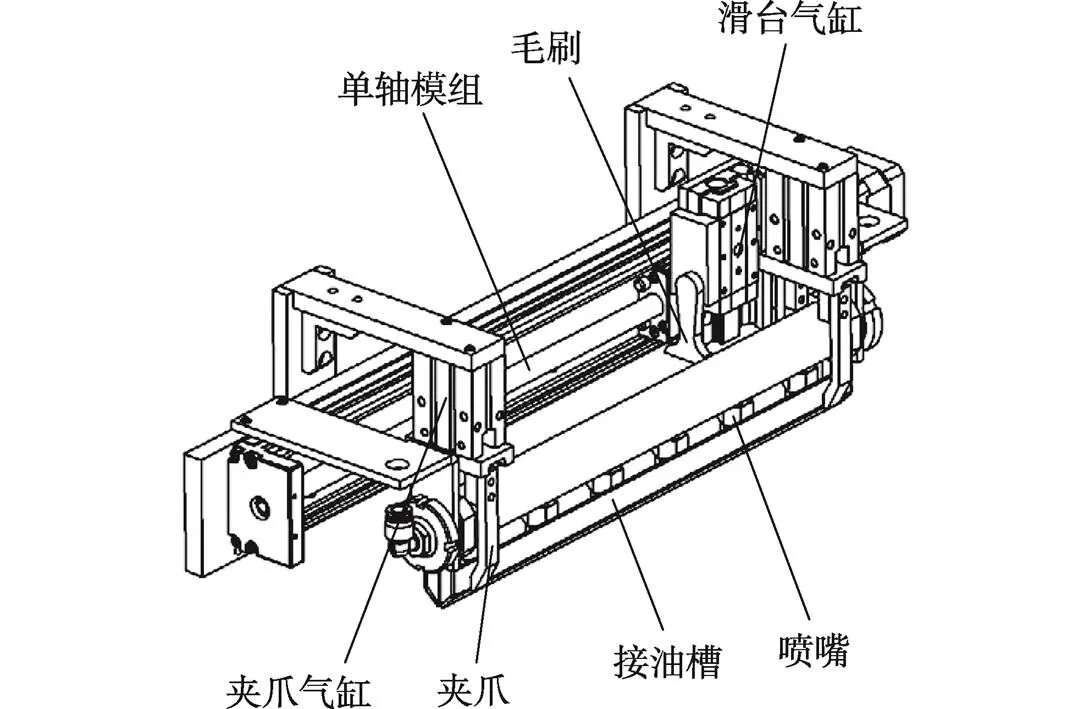
图2 剥离剂喷涂单元示意图
1.2 流浆成型单元
目前稠浆法烟草薄片生产中采用的布浆方式多为流浆箱固定、钢带运动的方式。这种方式能连续生产烟草薄片,但由于钢带自身的厚度误差,以及带动钢带运动的轮毂存在圆周跳动误差,将导致钢带与用于控制稠浆厚度的刮板之间的尺寸产生波动[12],对薄片的厚度均匀性有一定影响。考虑到烟草薄片生产试验产量要求低、薄片质量要求高的特点,将布浆方式改为钢带固定、流浆箱(刮板固定在流浆箱上)运动的方式,能避免钢带的运动误差;但同时也引入了流浆箱运动平面与钢带之间的平行度误差,后面将介绍减小该误差造成的不利影响的方法。
稠浆法烟草薄片试制设备的流浆滑台上集成了数显高精度单轴滑台、刮板、稠浆盒、压辊、铲刀气缸、铲刀和托辊,流浆滑台示意图如图3所示。流浆滑台可实现稠浆的自动流浆、指定薄片厚度制备和成型薄片的剥离等功能。滑台由伺服电机驱动沿圆柱导轨左右直线运动,滑台根据设定的运动参数来回行走,实现多种厚度和宽度的薄片制备。
流浆滑台上的稠浆盒用于容纳制备好的稠浆。设备制备薄片时,稠浆从稠浆盒的流浆口流出并落在钢带上,随后流浆滑台上的刮板将钢带上的稠浆摊成一定厚度的稠浆薄片,再经过热–风干燥系统的烘干后形成烟草薄片。制备薄片的最后一道工序是脱片,该工序由吊装在流浆滑台上的铲刀组件完成,脱片时铲刀气缸对铲刀施加压力使铲刀与钢带紧密接触,流浆滑台带动铲刀将烟草薄片从钢带上剥离。
流浆滑台的稠浆盒设计为可拆卸式,便于清洗和快速改变稠浆配方。数显高精度单轴滑台用于调节刮板离作业钢带的距离,以精确控制稠浆厚度。此外,由于钢带的变形以及流浆滑台运动平面与钢带之间存在平行度误差,将影响薄片时的厚度均匀性以及脱片时的连续性[13]。为此在流浆滑台上增设压辊和托辊,压辊与托辊分别位于作业钢带的上方和下方,且两辊与作业钢带相接触。流浆滑台运动布浆时,滑台上的两辊对钢带起承托作用,使两辊附近的钢带保持较好的平面度,同时能减小流浆滑台运动平面与钢带之间的平行度误差。流浆滑台上的两辊使得刮板与钢带之间的尺寸波动减小,提高了薄片的厚度均匀性。当进行脱片工序时,压辊与托辊也能提高薄片的脱片质量。

图3 流浆滑台示意图
1.3 热–风干燥系统
将制备好的稠浆流延在作业钢带上后,下一步是对稠浆进行烘干,稠浆的成型干燥过程是烟草薄片成型及品质形成的一个重要工序段[14]。
对于含水物料的烘干,热风干燥技术是最常用的技术之一[15-16]。考虑到稠浆烘干的效果和效率,在作业钢带的上、下方均布置有加热单元。上加热滑台设置在作业钢带上部,其采用热–风干燥方式,热管的热辐射以及风扇产生的气流共同用于烘干稠浆。上加热滑台可在轴向运动,通过圆柱导轨安装在主机体上部,能够对摊平的稠浆的各个区域进行烘干。上加热滑台示意图如图4所示。下加热单元由碳纤维加热管阵列构成,下加热单元与机架直接相连,对钢带上的稠浆薄片底部进行烘烤加热。下加热单元示意图如图5所示。稠浆流延完毕后,伺服电机驱动上加热滑台根据设定线速度参数自左向右缓缓滑行,配合下加热单元对稠浆薄片的双面进行烘烤,促进稠浆中液态成分快速蒸发。
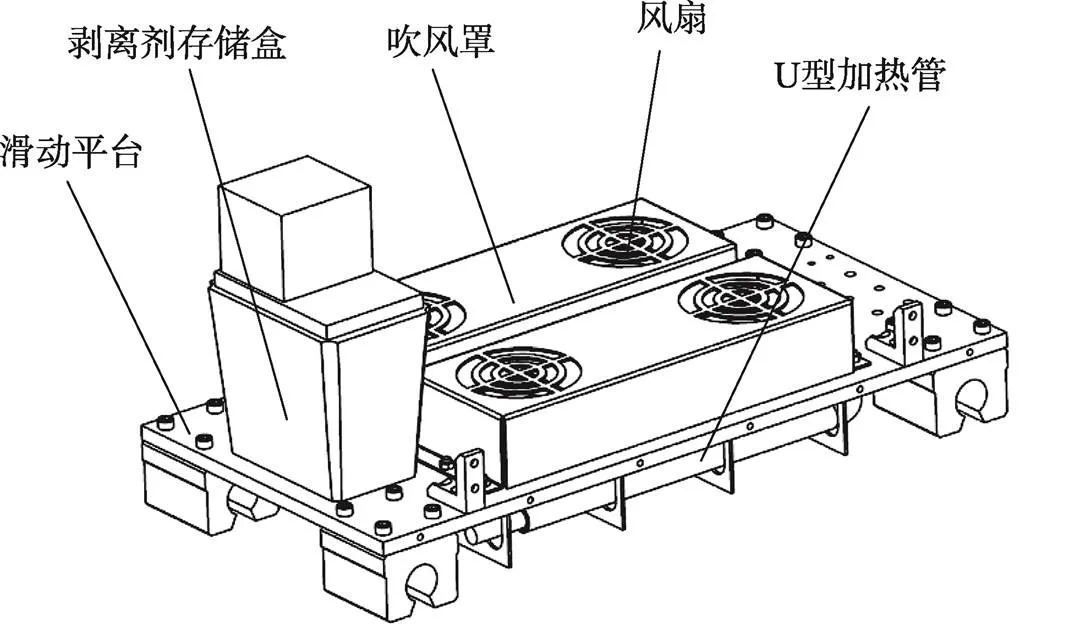
图4 上加热滑台示意图
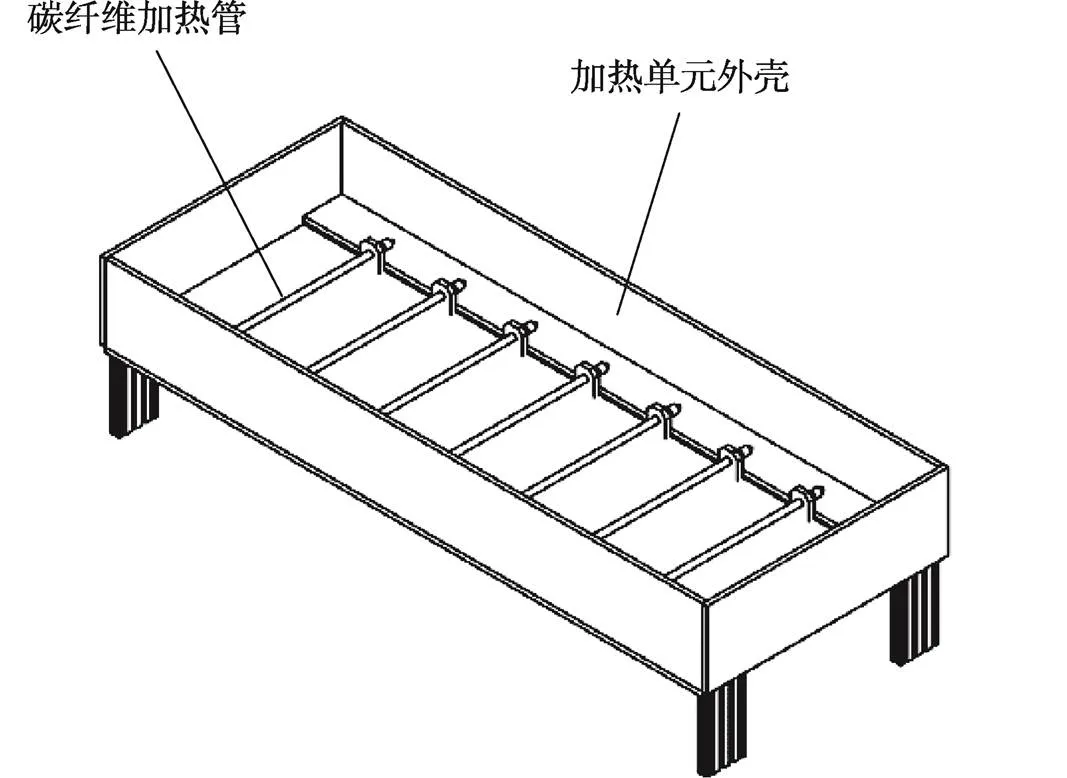
图5 下加热单元示意图
2 稠浆法烟草薄片试制设备的技术特点
1)制备的烟草薄片厚度可调。设备使用了数显高精度单轴滑台来调节刮板与作业钢带之间的距离,能够制备0.15~0.3 mm厚度的烟草薄片,满足不同试验要求。
2)制备的烟草薄片质量、厚度均匀性好。
3)设备结构紧凑,占地面积小。设备的长×宽×高为1 860 mm×880 mm×1 120 mm,相比现有的烟草薄片生产线,占地面积极大缩小。
4)单次生产时间、间隔时间短。将稠浆加入设备并启动,设备按设定好的程序进行稠浆的流延和烘干,设备单次运行时间15 min,间隔时间15 min。单次生产时间、间隔时间短使得设备在相同时间内可以进行更多的生产试验,测试不同薄片配方,能提高新型烟草薄片生产试验的效率。
3 热-风定型过程中的流热耦合分析
在烟草薄片的烘干过程中,起皱、裂纹为烟草薄片的常见缺陷,这主要是由于烟草薄片受热不均导致的。根据工艺要求,烟草薄片最好在55~65 ℃的温度下烘干,且烘干过程中烟草薄片的温度分布应尽量均匀[17]。为达到以上要求,使用仿真软件对烟草薄片的烘干过程进行仿真并得到烟草薄片的温度分布情况,以此优化设备的热–风干燥系统的结构及参数。
该设备的上加热单元采用热辐射加气流对烟草薄片进行烘干,下加热单元采用热辐射烘干薄片,烘干过程中同时存在速度场和温度场。使用三维软件建立仿真模型,将模型导入到仿真软件的Fluent分析模块和稳态热分析模块进行流热耦合分析,得到烟草薄片烘干时的温度分布情况。
3.1 仿真模型及参数设置
为简化模型,去除设备的支撑结构只保留上加热单元的U型加热管、烟草薄片、作业钢带和碳纤维加热管阵列,整体结构模型如图6a所示。上加热单元包含4个风扇以及2个U型加热管,风扇出风口为圆形,直径77 mm。建立流体域,U型加热管和烟草薄片处于流体域内部,流体域模型如图6b所示。
模型各部分的材料设置:U型加热管采用铜材质,作业钢带采用304不锈钢材质,下加热管采用碳纤维材质。仿真模型的热源为两根U型加热管以及7根碳纤维加热管,其中每根U型加热管的发热功率设置为500 W,每根碳纤维加热管的发热功率设置为100 W。环境温度为25 ℃,风扇出口风速为5 m/s,流体计算模型采用Realizable–模型。
3.2 仿真结果及分析
烟草薄片上表面的温度分布图如图7所示。从模拟结果可以看出烟草薄片中心温度最高,达到59.6 ℃,沿中心向四周温度逐渐降低,薄片4个顶角处温度较低。从模拟结果来看,薄片大部分区域温度在37.7~59.6 ℃,薄片在烘干过程中的温度分布不够均匀。分析其中原因,主要原因是气流自上而下碰到烟草薄片和钢带后发生偏转,随后气流向四周发散,在气流发散过程中气流将薄片水分和热量带走,而薄片中心受气流影响较小从而热量散失较少。且2个U型加热管较为靠近薄片中心,使得薄片中心受到的热辐射较强,薄片四周受到的热辐射较弱,综合导致薄片中心温度高、四周温度低。薄片在烘干过程中温度分布不均匀容易导致薄片起皱、开裂,影响薄片质量,这表明目前的热–风干燥系统无法满足薄片的烘干工艺要求。
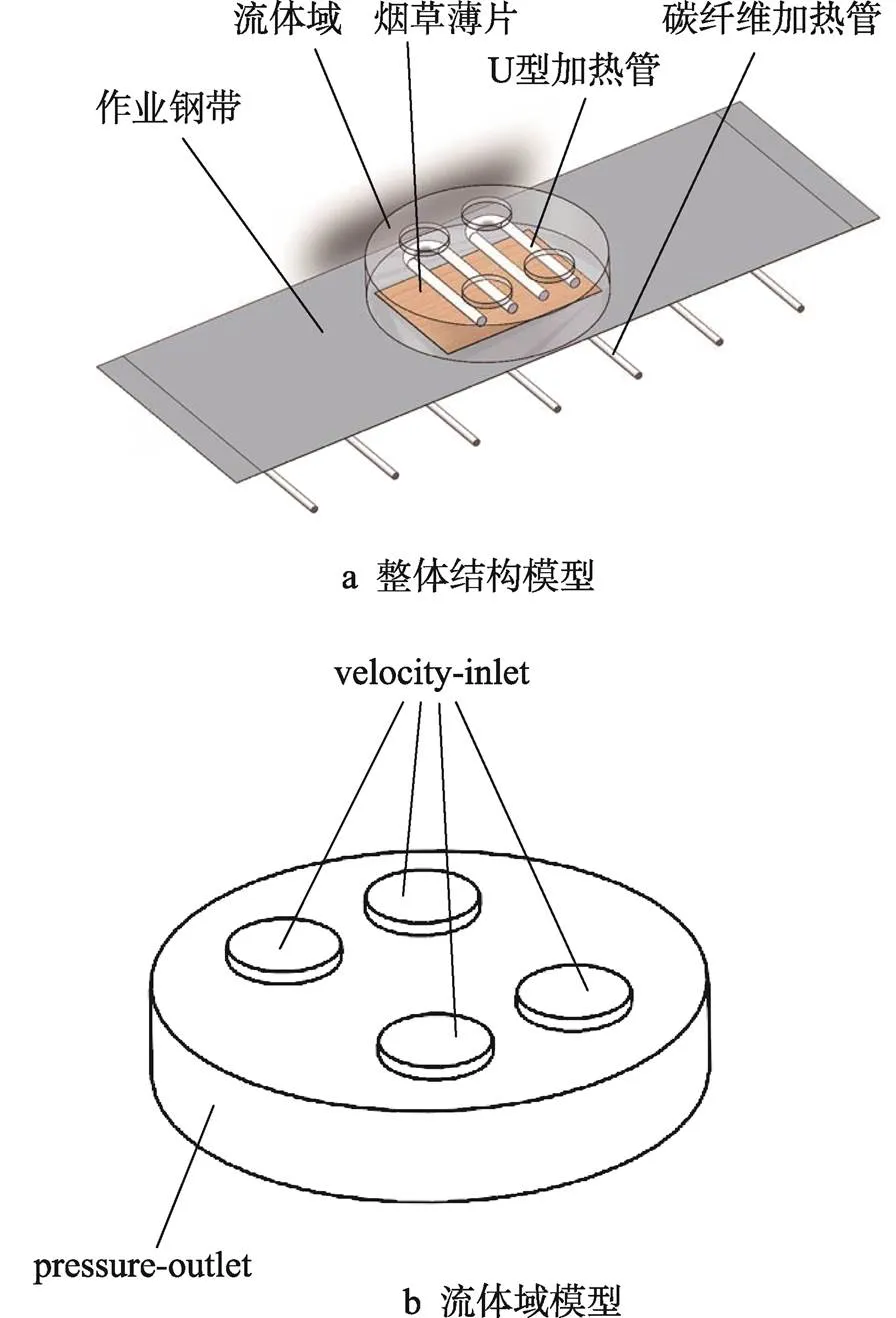
图6 仿真模型三维图
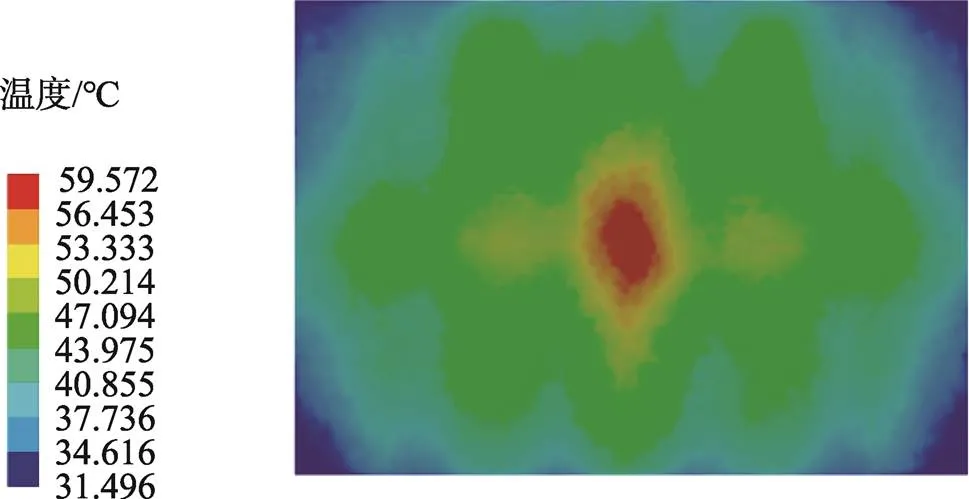
图7 烟草薄片上表面温度分布图
3.3 热–风干燥系统结构及参数的优化
从上述的仿真结果来看,设备目前的热–风干燥系统烘干效果不够理想,为改善烘干效果,对热–风干燥系统的结构及参数进行优化,以获得更好的温度分布均匀性。优化后的仿真模型如图8所示,上加热管改为多个U型管相连的结构,相比之前的单U型加热管,优化后的加热管能更均匀地辐射烟草薄片。此外,在加热单元中心增加一个风扇,防止薄片中心温度过高。每个风扇直径仍为77 mm,出口风速5 m/s。在结构方面除了上加热管的结构改变以及风扇数量增加一个外,其他与原结构保持一致。
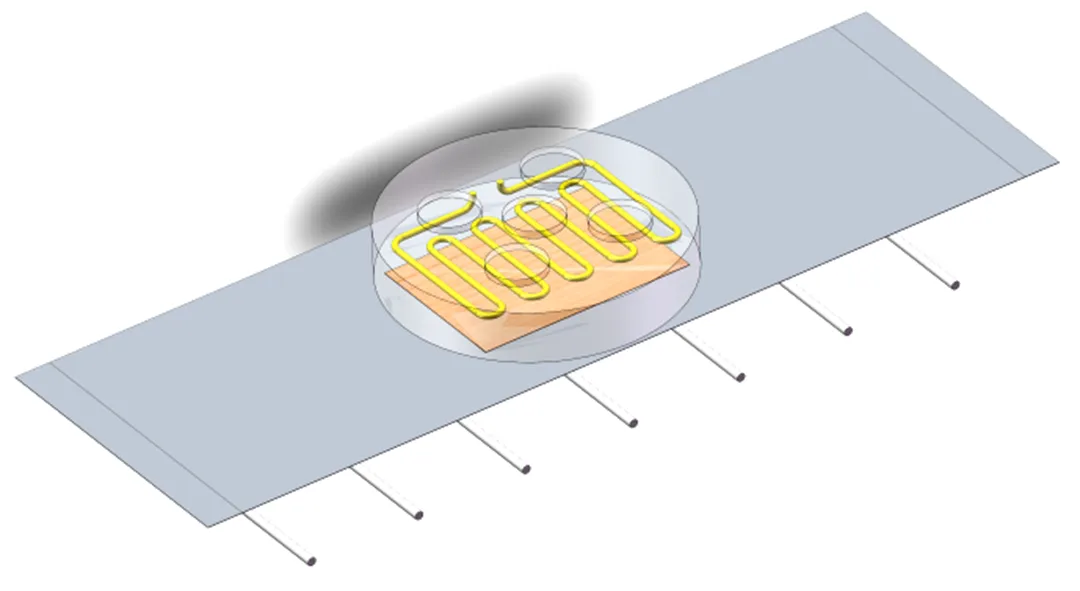
图8 优化后的仿真模型三维图
对优化后的热–风干燥结构进行仿真,上加热管功率设置为1 500 W,每根下加热管的功率设置为100 W,模型材料及其他参数与上述仿真保持一致。薄片上表面新的温度分布图如图9所示,从温度分布图可以看出最高温度处仍然位于薄片中心,达到64.2 ℃。此外,薄片大部分区域的温度在50.1~64.2 ℃,低温区域位于薄片边缘处。相较于优化前的结构,优化后的薄片的温度分布均匀性有了较大提高,且薄片边缘处的低温区域面积也有所缩减。优化后的热–风干燥系统能有效减少薄片在烘干过程中产生的缺陷,能够提高烟草薄片的成型质量。

图9 优化结构后的烟草薄片上表面温度分布图
4 结语
通过研究新型烟草薄片的成型工艺,考虑了剥离剂的喷涂、稠浆的流延、薄片的烘干等问题,开发出了稠浆法烟草薄片试制设备,其相比传统薄片生产线具有制备的薄片厚度均匀性好、厚度可调的特点。且该设备单次生产时间短、配方改变灵活,适用于烟草薄片的生产试验。此外,从烟草薄片烘干时容易出现起皱、裂纹等缺陷入手,利用仿真软件对设备的热–风干燥系统进行流热耦合分析,得到薄片烘干过程中的温度分布情况。并利用仿真结果来优化设备的热–风干燥系统,以提高薄片烘干时的温度分布均匀性,对提高薄片成型质量有益。
[1] 缪应菊, 刘维涓, 刘刚, 等. 烟草薄片制备工艺的现状[J]. 中国造纸, 2009, 28(7): 55-60.
MIAO Ying-ju, LIU Wei-juan, LIU Gang, et al. Present Status of Preparation Technology of Reconstituted Tobacco[J]. China Pulp & Paper, 2009, 28(7): 55-60.
[2] ZENG Jian, CHEN Ke fu, XIE Jian ping, et al. Study on Tobacco Stem and Tobacco Dust Making Reconstituted Tobacco Paper-Base[J]. Advanced Materials Research, 2012, 1914(550/551/552/553): 3316-3322.
[3] 陈志鸿, 林云. 浅析再造烟叶的工艺、特性及作用[J]. 广东化工, 2015, 42(16): 139.
CHEN Zhi-hong, LIN Yun. The Process, Characteristic and Function of Reconstituted Tobacco[J]. Guangdong Chemical Industry, 2015, 42(16): 139.
[4] 胡念武, 刘志昌, 高颂, 等. 新型再造烟叶裹衣的制备和性能[J]. 包装工程, 2021, 42(23): 123-129.
HU Nian-wu, LIU Zhi-chang, GAO Song, et al. Preparation and Properties of New Cigarette Wrapper Based on Reconstituted Tobacco Sheet[J]. Packaging Engineering, 2021, 42(23): 123-129.
[5] JIAN Wang, YE Qiu, JING Liu. Study on Physical and Chemical Properties of Domestic and Imported Paper-Process Reconstituted Tobacco[J]. Advanced Materials Research, 2011, 356—360: 1894-1899.
[6] 董高峰, 田永峰, 尚善斋, 等. 用于加热不燃烧(HnB)卷烟的再造烟叶生产工艺研究进展[J]. 中国烟草学报, 2020, 26(1): 109-117.
DONG Gao-feng, TIAN Yong-feng, SHANG Shan-zhai, et al. Production Technology of Reconstituted Tobacco for Heat-not-Burn (HnB) Cigarettes: A Review[J]. Acta Tabacaria Sinica, 2020, 26(1): 109-117.
[7] HATSUKAMI D K, EBBERT J O, FEUER R M, et al. Changing Smokeless Tobacco Products New Tobacco-Delivery Systems[J]. American Journal of Preventive Medicine, 2007, 33(6): 368-378.
[8] F·罗萨多. 均质化烟草材料生产线及线上生产均质化烟草材料的方法: 中国, 108135248A[P]. 2018-06-08.
FRANCISCO R. Homogenized Tobacco Material Production Line and Method for Inline Production of Homogenized Tobacco Material: China, 108135248A[P]. 2018-06-08.
[9] 刘义宏, 庄孝聪, 陈守军, 等. 一种稠浆薄片制作成型机及操作方法: 中国, 109700067A[P]. 2019-05-03.
LIU Yi-hong, ZHUANG Xiao-cong, CHEN Shou-jun, et al. Thick Pulp Thin Sheet Making and Shaping Machine and Operation Method Thereof: China, 109700067A[P]. 2019-05-03.
[10] 彭琛, 陈越立. 烟草薄片技术应用与研究[J]. 科技信息, 2011(19): 37.
PENG Chen, CHEN Yue-li. Application and Research of Tobacco Sheet Technology[J]. Science & Technology Information, 2011(19): 37.
[11] 许日鹏, 苏文强, 段继生. 烟草薄片的开发与应用[J]. 上海造纸, 2008, 39(6): 46-49.
XU Ri-peng, SU Wen-qiang, DUAN Ji-sheng. Development and Application of Tobacco Sheet[J]. Shanghai Paper Making, 2008, 39(6): 46-49.
[12] 董高峰, 田永峰, 刘志华, 等. 一种加热卷烟专用稠浆法再造烟叶的恒态布浆成型装置: 中国, 214156191U[P]. 2021-09-10.
DONG Gao-feng, TIAN Yong-feng, LIU Zhi-hua, et al. Constant-State Pulp Distribution Forming Device for Reconstituted Tobacco Leaves of Thick Pulp Method Special for Heating Cigarettes: China, 214156191U[P]. 2021-09-10.
[13] 刘义宏, 杨先威. 稠浆法新型烟草薄片脱片装置研究与动态稳定性分析[J]. 机械工程师, 2021(6): 21-24.
LIU Yi-hong, YANG Xian-wei. Study and Dynamic Stability Analysis of a New Reconstituted Tobacco Stripping Device by Thick Pulp Method[J]. Mechanical Engineer, 2021(6): 21-24.
[14] 董高峰, 刘志华, 田永峰, 等. 一种加热不燃烧卷烟专用稠浆法再造烟叶的成型干燥系统: 中国, 110663984A[P]. 2020-01-10.
DONG Gao-feng, LIU Zhi-hua, TIAN Yong-feng, et al. Shaping and Drying System of Tobacco Leaves Reproduced by Slurry Process Special for Heating Non- Combustion Cigarettes: China, 110663984A[P]. 2020-01-10.
[15] MARTÍN E, VIÉITEZ I, VARAS F. A Predictive Model for the Industrial Air-Impingement Drying of Resin Impregnated Paper[J]. Applied Thermal Engineering, 2021, 199: 117602.
[16] STENSTRÖM S. Drying of paper: A Review 2000-2018[J]. Drying Technology, 2020, 38(7): 825-845.
[17] 朱红琴, 肖选虎, 吴平艳, 等. 干燥温度和时间对造纸法再造烟叶致香成分的影响[J]. 河南农业大学学报, 2017, 51(2): 189-194.
ZHU Hong-qin, XIAO Xuan-hu, WU Ping-yan, et al. Effect of Temperature and Time of Drying on Aromatic Components of Paper-Making Reconstituted Tobacco[J]. Journal of Henan Agricultural University, 2017, 51(2): 189-194.
Trial Production Equipment for Slurry Processed Reconstituted Tobacco and Quality Control of Heat Air Forming Process
WANG Zi-wei1,2,3, LI Yu-hui4, TONG Yu-xing1,2,3, SHU HAO1,2,3, LIU Ben1,2,3, XU Yao-wei1,2,3, LIU Zhi-chang1,2,3, GAO Song1,2,3, LIU Xiong-bin1,2,3
(1. China Tobacco Hubei Industrial Co., Ltd., Wuhan 430040, China; 2. Hubei Xinye Tobacco Sheet Development Co., Ltd., Wuhan 430056, China; 3. Hubei Provincial Key Laboratory for Research of Reconstituted Tobacco Application Technology, Wuhan 430040, China; 4. School of Mechanical Engineering, Hubei University of Technology, Wuhan 430068, China)
The work aims to develop a new type of trial production equipment for reconstituted tobacco sheet forming to realize automatic sheet forming, adjustable thickness and controllable quality. The movement mode of steel belt and raw material box was changed. The traditional thick paste tobacco sheet forming process was improved, including stripping agent spraying process, slurry forming process and heat air drying process. The fluid-thermal coupling analysis of the working process of the equipment heat air drying system was carried out, and the structure and parameters of the heat air drying system were optimized according to the results, so as to reduce the occurrence of wrinkles, cracks and other defects in the process of sheet drying. The trial production equipment for reconstituted tobacco sheet could produce tobacco sheet with a thickness of 0.15-0.3 mm, and the thickness uniformity of the sheet was good. Before optimization of the heat air drying system, the temperature range of the main area of tobacco sheet in the drying process was 37.7-59.6 ℃, and after optimization, it was 50.1-64.2 ℃. The equipment can reduce the size fluctuation of tobacco sheet in the forming process and improve the thickness uniformity of tobacco sheet. Optimizing the heat air drying system improves the temperature distribution uniformity of tobacco sheet, which is conducive to the improvement of tobacco sheet forming quality.
slurry processed reconstituted tobacco; tobacco sheet; trial production equipment; fluid-thermal coupling
TS43
A
1001-3563(2022)17-0243-06
10.19554/j.cnki.1001-3563.2022.17.032
2022–03–11
王子维(1993—),男,硕士,工程师,主要研究方向为再造烟叶工艺研究。
责任编辑:曾钰婵
