镍基高温合金感应锭浇注过程的数值模拟研究
2022-09-19唐平梅姜东滨
唐平梅 ,周 扬 ,姜东滨
(1.成都先进金属材料产业技术研究院股份有限公司,四川 成都 610303;2.海洋装备用金属材料及其应用国家重点实验室,辽宁 鞍山 114009;3..北京科技大学冶金与生态工程学院,北京 100083)
0 引言
镍基高温合金具有良好的高温强度、抗氧化能力和优异的抗疲劳性能,其在航空、航天、石油、化工等领域获得了广泛应用[1-3]。当前大多数高品质镍基高温合金都采用真空感应熔炼(Vacuum Induction Melting,VIM)作为一次冶炼,再经过自耗重熔(Vacuum Arc Remelting,VAR)、电渣重熔(Electroslag Remelting,ESR)进行二次或三次冶炼[4-5]。在首端真空感应熔炼工艺中,合金液经过浇注得到的感应锭常出现缩孔缩松缺陷,严重影响了二次冶炼过程稳定性、铸锭成材率以及最终产品质量,制约了优质镍基高温合金的制造和发展[6-8]。
如何减轻镍基高温合金感应锭的缩孔缩松已受到了广泛关注。目前,一些研究已对合金成分[9]、浇注工艺[10]、冒口[11]、热顶[12]等对感应锭缩孔缩松的影响进行了分析和探讨,但其并没有关注铸锭充型与凝固过程的热行为特征及典型浇注工艺参数,如浇注温度、浇注速度等对其的影响。本质上,铸锭缩孔缩松的形成与浇注过程中的热量、质量和动量的传输行为密切相关,为有效地减少和改善铸锭缩孔缩松,需深入了解浇注过程的复杂物理机制。由于高温合金浇注的高温特性和浇注条件的多样性使得试验研究难度较大,数值模拟现成为了研究铸件充型与凝固过程物理机制的一种有效手段[13-14]。笔者采用数值模拟对镍基高温合金感应锭充型与凝固过程温度场与流场展开分析,通过研究揭示铸锭充型与凝固过程温度场、流场、合金固相率等的变化特征及其对缩孔缩松的影响,明确铸锭缩孔缩松随浇注温度的变化规律。通过以上研究可深入认识铸锭浇注过程的物理机制,为减轻镍基高温合金感应锭缩孔缩松、提升产品质量奠定理论基础,也能为工艺参数的设计与优化提供理论指导。
1 数学模型描述
1.1 控制方程与边界条件
高温合金浇注过程是将真空感应炉内高温熔融状态的合金液浇到锭模中,通过充型和凝固过程获得所需形状铸锭的热成型过程。充型与凝固过程涉及到流体的流动和传热,通常流体流动及传热遵循三大守恒定律,即质量守恒定律、动量守恒定律及能量守恒定律。本研究采用的质量、动量及能量守恒方程来自于参考文献[15]。为了减少计算量,研究采用了四分之一的对称模型,因此对对称面设置了对称边界条件。在计算模型中,液态高温合金以入口边界条件流入锭模,入口温度为浇注温度,锭模与底砖的初始温度为20 ℃。另外,铸锭与锭模之间的边界换热系数被认为是温度的函数,其来自于参考文献[12],锭模与底砖的边界换热系数则设置为200 W/(m2·K)。
1.2 参数选取
模拟研究中,锭模材质为铸铁,底砖材质为耐火材料,镍合金的主要化学成分如表1 所示,这些材料的热物性参数由ProCAST 软件内置的材料数据库提供,其中镍合金的主要热物性参数随温度的变化如图1 所示。另外,模拟采用的主要工艺参数如表2 所示。

表2 模拟采用的主要工艺参数Table 2 The main process parameters used in the simulation
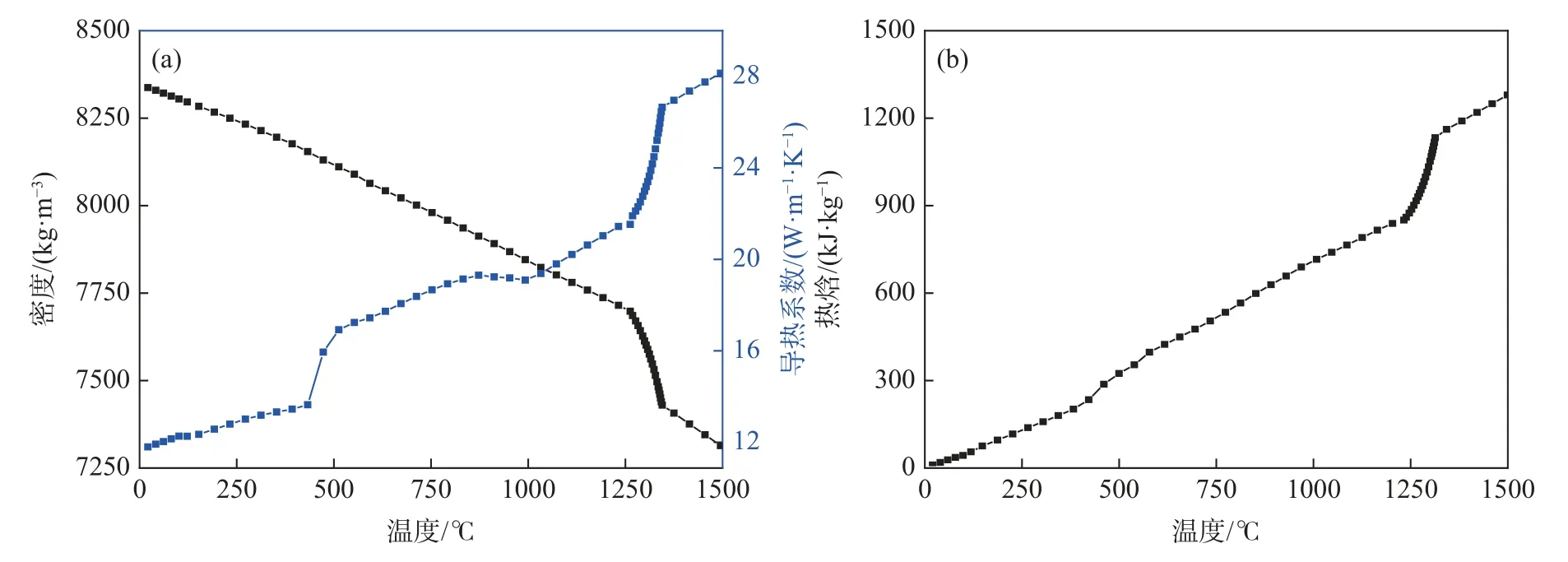
图1 镍合金主要热物性参数随温度的变化Fig.1 The change of main thermophysical parameters of nickel superalloy with temperature

表1 镍合金的主要化学成分Table 1 Main chemical composition of nickel alloys %
1.3 网格划分和数值求解
如图2 所示,研究建立的铸锭尺寸为Ø360 mm×4 000 mm,锭模高度为4 000 mm,底砖厚度为80 mm。研究采用四面体网格对计算区域进行离散化处理,在权衡计算精度和计算量后,确定合金入口及其周围区域划分单元尺寸为4 mm,其余区域划分的最大单元尺寸为15 mm,划分后的四面体网格数量为513 051 个。另外,模拟采用ProCAST 默认的求解器,模型的求解结果将在后续内容进行分析和讨论。
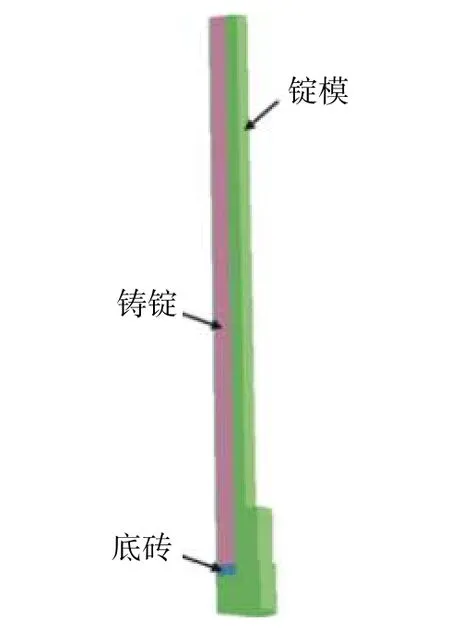
图2 几何模型示意Fig.2 The schematic diagram of geometric model
2 计算结果与讨论
2.1 充型与凝固过程分析
充型过程是铸件成型非常重要的阶段,对铸件的最终质量起着决定性的作用,许多铸造缺陷,如浇不足、冷隔、卷气、层流、紊流、飞溅乃至缩孔缩松等都与充型过程密切相关[16],因此很有必要对铸锭的充型过程进行分析。
在浇注温度为1 450 ℃时,铸锭充型及凝固过程不同时刻的温度分布如图3 所示。由图3 可知,在充型初期(t=18 s),由于合金与锭模的作用时间较短,合金的热量未能及时传递到锭模,使锭模温度明显升高;而随着充型的进行,下部锭模与合金的作用时间增加,下部锭模的温度逐渐增大;充型结束后,锭模的温度从下到上逐渐降低。另外注意到,充型初期合金液面波动较为剧烈,而随着充型的进行,合金液面逐渐趋于平稳,充型过程未发现欠浇或充不满等不良现象。
观察温度分布可知,凝固过程中合金与锭模之间仍存在热交换,锭模温度逐渐增大,而合金温度由内部到外部逐渐降低。凝固过程中(t=2 573 s 至t=3 053 s),铸锭下部合金的温度高,而铸锭上部合金的温度低,完全凝固后(t=3 693 s),铸锭下部心部位置合金温度最高。这是因为锭模的温度分布影响着合金的冷却凝固,相对于上部锭模,下部锭模的温度较高,其延缓了铸锭下部合金的凝固。在铸造过程中,铸件厚大部位和最后凝固的部分通常是最容易产生缩孔缩松的地方,这说明要避免感应锭出现缩孔缩松缺陷,则需要改善铸锭下部的冷却条件,使得铸锭下部的合金能够快速凝固。
由铸件形成理论基础[17]可知,在铸件凝固过程中控制铸件的凝固方向,使之符合“顺序凝固原则”,可使铸件在凝固过程中建立良好的补缩条件,从而可以有效减小铸件的缩孔缩松缺陷。如图4 所示,顺序凝固的原则就是在铸件纵向方向上,从铸件底部到顶部(浇口)温度逐渐增加,存在一个递增的温度梯度,铸件各部分可按照铸件从底部到顶部的顺序依次进行凝固,凝固过程中冷却凝固合金可以得到高温合金液的不断补缩。从图3 可知,在给定的工艺条件下,在铸锭纵向方向上,铸锭凝固时的温度分布和铸件实现顺序凝固的温度分布相反。
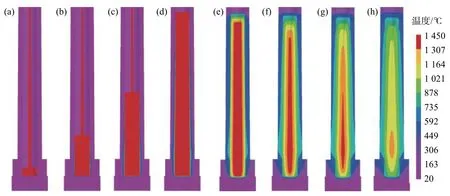
图3 充型与凝固过程不同时刻合金与锭模的温度分布Fig.3 The temperature distribution of alloy and mold at different times during filling and solidification process
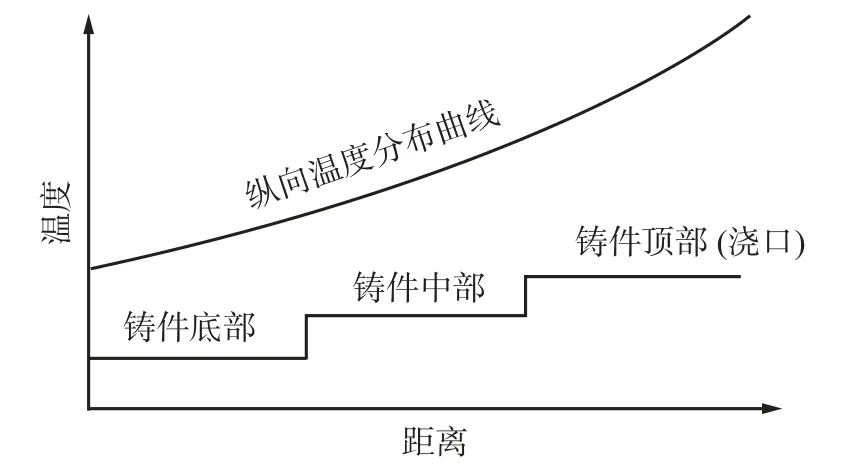
图4 顺序凝固示意Fig.4 Schematic diagram of sequential solidification
充型与凝固过程不同时刻合金的固相率如图5所示。由图5(a)、(b)可知,充型及充型结束时,凝固合金的数量较少。这是因为一般高温合金感应锭浇注的过热度高(约100~150 ℃)[18],浇注时间较短,在此条件下合金的温度高,固相率少。从图5(c)至图5(e)可知,凝固过程中,铸锭上部合金先凝固,下部合金后凝固,上部合金未能起到良好的补缩作用。如图5(f)所示,由于在纵向方向上,铸锭未实现从铸锭底部到顶部的顺序凝固,因此合金完全凝固后,铸锭端部产生了一个明显的深“V”形一次缩孔(黑色箭头标记)。王建武等人[12]对镍基高温合金感应锭进行了解剖,获得的铸锭纵剖面如图6 所示。可以发现,铸锭端部也呈现出了一个深“V”形一次缩孔,这与模拟结果较为吻合,说明本模拟研究结果具有一定的合理性。Wang 等人[19]研究表明,深“V”形缩孔的形成将导致粗大柱状晶组织的产生,严重影响合金液从顶部向下部的补缩,在此期间,缩孔下方会形成严重的收缩孔隙。可见,减小铸锭端部深“V”形一次缩孔对提高感应锭致密度具有重要作用。
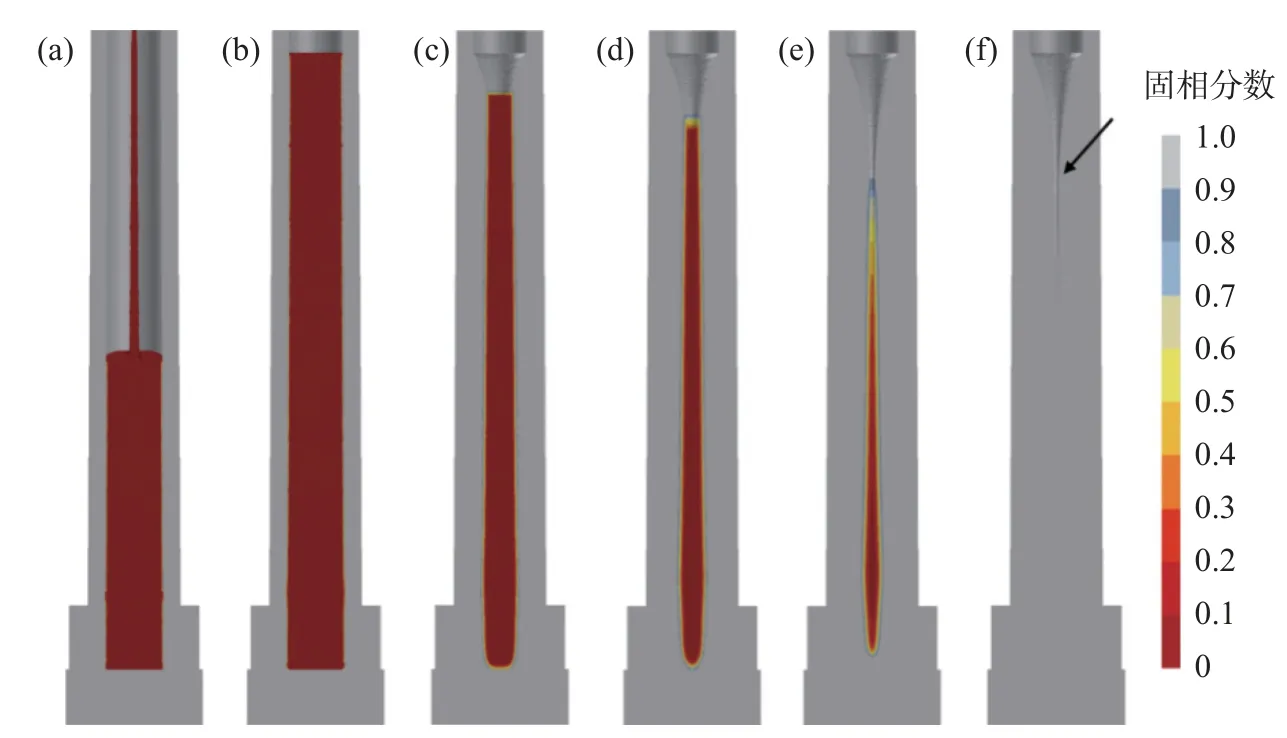
图5 充型与凝固过程不同时刻合金的固相率Fig.5 The solid fraction of alloy at different times during filling and solidification process
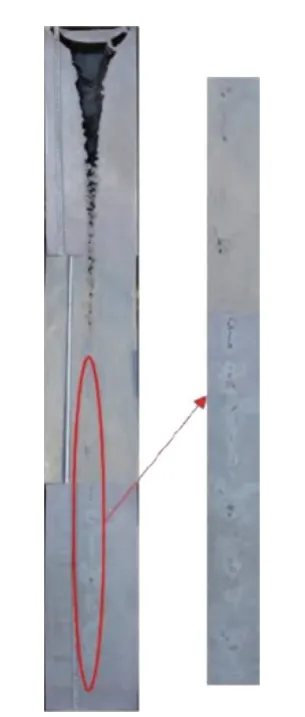
图6 镍基高温合金感应锭的缩孔缩松[12]Fig.6 The shrinkage porosity of nickel base superalloy induction ingot
一般铸件缩孔的形成受诸多因素的影响,包括铸型材料,铸件合金材料,浇注工艺及浇注现场环境等,其中工艺的影响最大[7]。在众多工艺参数中,浇注温度是一种重要的可控浇注参数,因此分析完铸锭充型与凝固过程的特征后,接着探讨了浇注温度对浇注过程温度场、流场、固相率及缩孔缩松的影响。
2.2 浇注温度的影响
在充型过程中,当合金的填充率达到55%时,不同浇注温度下合金的流动速度分布云图如图7 所示。由图7 可见,不同浇注温度下,铸锭的充型过程比较平稳,遵循顺序充型的原则,未出现浇不足的现象。随着浇注温度的增加,充型合金下方的速度分布具有一定差异,但上方的速度分布、合金流动的最大速度值及合金液面波动的差异较小。由此可以认为,在充型阶段,浇注温度的变化对合金流动的最大速度及合金液面波动的影响较小。另外,当合金的填充率达到55%时,随着浇注温度从1 400 ℃增加到1 500 ℃,合金固相率从8.4%减小到了4.8%,说明提高浇注温度减小了合金的固相率。
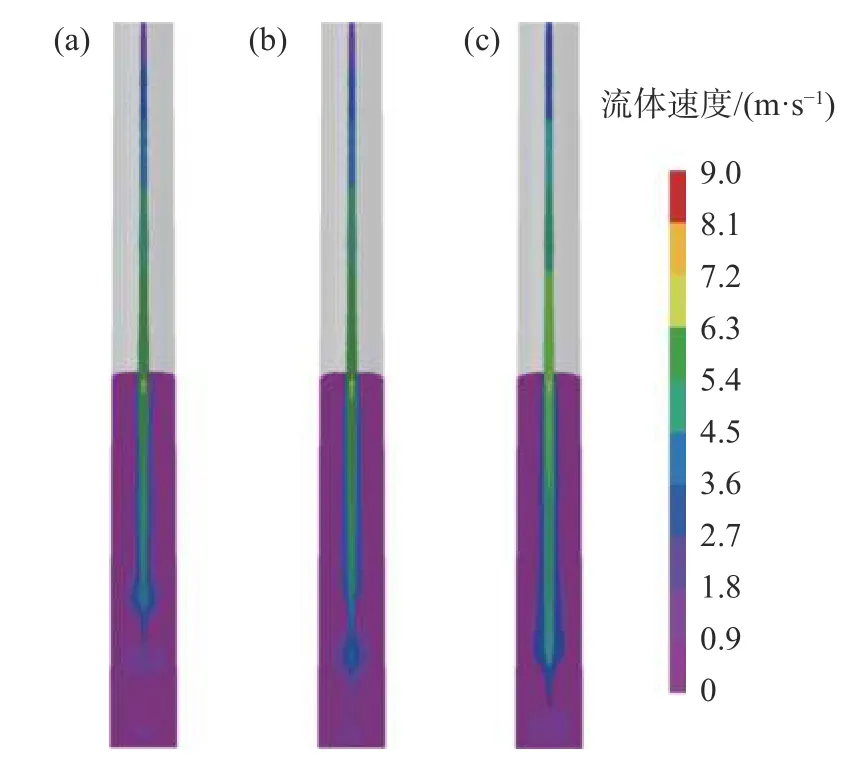
图7 合金填充率达到55%时,不同浇注温度下合金的速度分布云图Fig.7 The contour of alloy velocity distribution under different pouring temperature as filling rate reaches 55%
不同浇注温度下,合金凝固过程中(t=2 657 s)的温度分布及固相率如图8 所示。一方面观察到,不同浇注温度下,在铸锭纵向方向上,铸锭下部合金温度高,上部合金温度低(图8(a)),说明浇注温度的变化并未改变铸锭在纵向方向上的温度分布规律,进而也未能改变铸锭在纵向方向上的凝固顺序。不同浇注温度下,铸锭在纵向方向上仍是铸锭上部合金先凝固,而下部合金后凝固(图8(b))。另一方面,从黑色方框区域可知(图8(a)),当浇注温度从1 400℃增加到1 500 ℃时,铸锭上部合金的温度分布差异较小,而铸锭下部合金的高温区域逐渐增大(黑色箭头标记区域),其延缓了铸锭下部合金的凝固,不利于铸锭在纵向方向上实现顺序凝固。
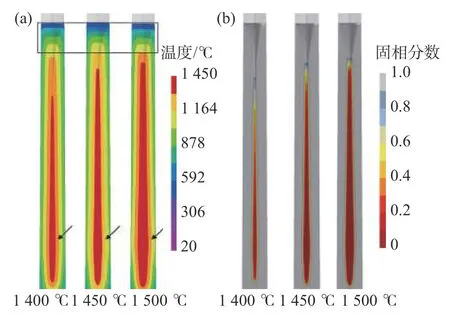
图8 不同浇注温度下合金凝固时(t=2 657 s)的温度分布及固相率Fig.8 Temperature distribution and solid fraction of alloy during solidification process (t=2 657 s) under different pouring temperature
分析完温度分布特征,接着分析了温度演化特征。分析温度演化特征时,选取的监测点如图9 所示。图10(a)显示了当浇注温度为1 400 ℃时,各监测点的温度随时间变化曲线。可以发现,铸锭凝固时各监测点的温度整体呈现出降低的趋势。在凝固初期,位于铸锭下部监测点1 的温度较低,而随着凝固的进行,监测点1 的温度逐渐高于监测点2 与点3 的温度。另外,在凝固初期,位于铸锭中部附近的监测点2 与点3 的温度基本一致,但随着凝固的持续,位于下部的监测点2 的温度慢慢高于上部的监测点3。这些结果直观反映了在凝固过程中,铸锭各部位并未按照铸件从底部到顶部的顺序进行凝固,铸锭下部的监测点1 与中部的监测点2 位置是热节点位置,通常在热节点位置处铸件容易出现缩孔缩松缺陷,因此在铸锭凝固过程中应该避免铸锭中部与下部位置出现热节点。由图10(a)至图10(c)可知,不同浇注温度下,在铸锭凝固过程中,监测点1 的温度逐渐高于监测点2 与点3,监测点2 的温度也逐渐高于了监测点3,这些结果表明,改变浇注温度并未减少铸锭内部的热节点,进而改变浇注温度可能不会显著减小铸锭内部的缩孔缩松。

图9 铸锭纵向方向上监测点的示意Fig.9 Schematic diagram of monitoring points along the longitudinal direction of ingot
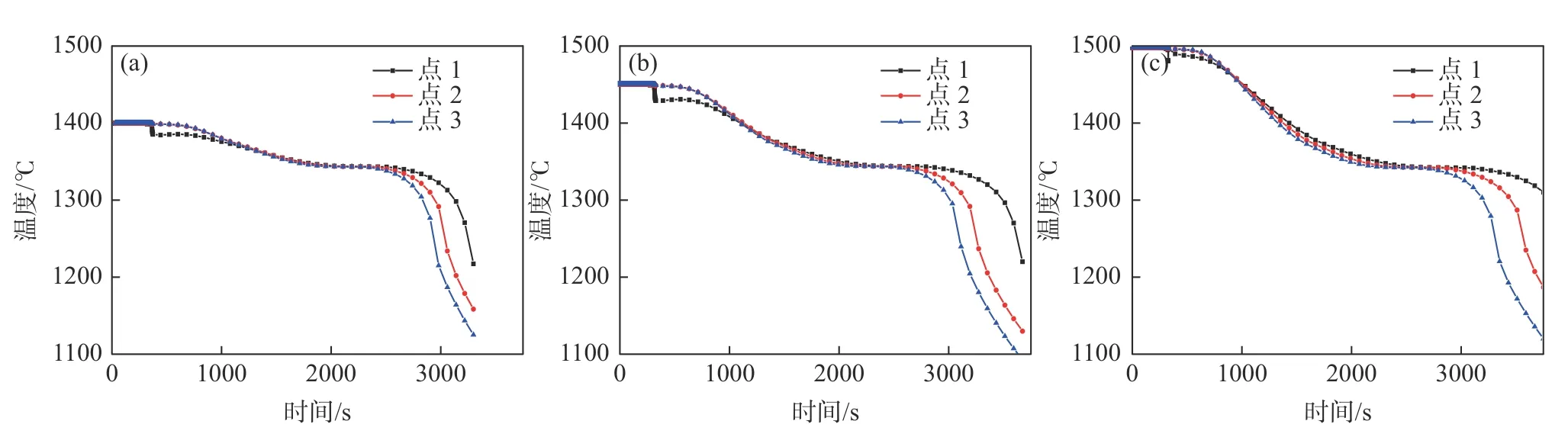
图10 不同浇注温度下各监测点的温度随时间变化曲线Fig.10 The curve of temperature versus time of monitoring points under different pouring temperature
观察可知,随着浇注温度从1 500 ℃降低到1450、1 400 ℃,铸锭端部深“V”形一次缩孔深度从1 588 mm 减小到了1530、1 508 mm,说明适当降低浇注温度可以减小铸锭的一次缩孔深度。这是因为一方面降低浇注温度减小了铸锭下部合金的高温区域;另一方面,降低浇注温度后合金液的液态收缩量减少,有利于补缩。文献[10]也指出降低浇注温度可以减少CoCrMo 和K418 合金感应锭缩孔缺陷,这与本模拟研究结果较为一致。值得注意的是,由图8 与图10 可知,浇注温度的变化并未改变铸锭在纵向方向上的温度分布规律,进而不会改变铸锭在纵向方向上的凝固顺序,因此降低浇注温度并不能显著减小铸锭端部的深“V”形一次缩孔深度。
笔者采用Niyama 判据来分析铸锭内部的微小孔隙情况。Niyama 判据认为当G/T˙0.5小于某一临界值时会形成微小孔隙,其中G 和T˙分别为温度梯度和冷却速度[20]。依据文献[21],本文采用Niyama≤8 (K·s)0.5/cm 这一判定标准进行微小孔隙的分析。图11 反映了Niyama 值随浇注温度变化的变化,可以看到,不同浇注温度下,铸锭内部微小的缩松基本贯穿了整个铸锭,改变浇注温度并未显著减少铸锭内部的缩松。图6 反映了镍基合金感应锭内部微小缩松的情况。可以看到,在一次缩孔下方,铸锭内部微小的缩松几乎贯穿了整个铸锭,铸锭内部的缩松缺陷较为显著,这与本模拟研究结果较为一致。
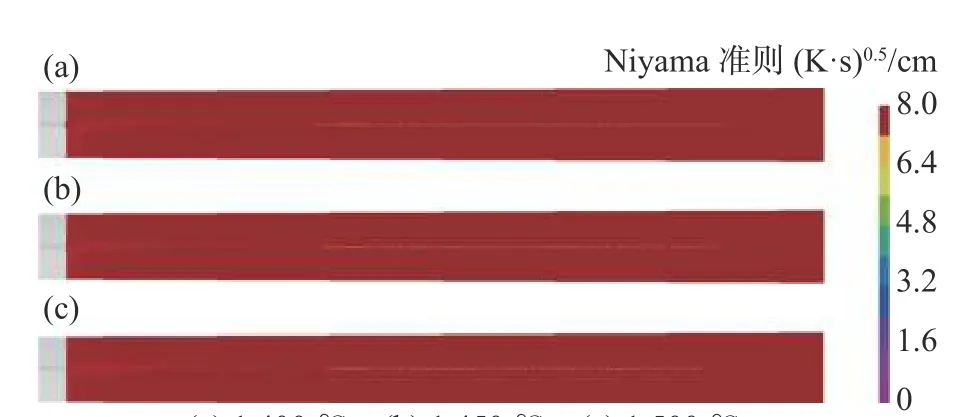
图11 不同浇注温度下的Niyama 值Fig.11 The Niyama value at different pouring temperature
3 结论
1) 镍基高温合金感应锭充型过程中,随着充型时间的增加,合金液面逐渐趋于平稳。感应锭凝固过程中,在铸锭纵向方向上,铸锭上部合金温度低,先凝固,下部合金温度高,后凝固。由于铸锭凝固时的温度分布与铸件实现顺序凝固的温度分布相反,铸锭并未实现从底部到顶部(浇口)的顺序凝固,因此铸锭端部“V”形一次缩孔较深。
2) 在充型阶段,浇注温度的变化对合金流动的最大速度及合金液面波动的影响较小;在凝固阶段,浇注温度的变化并未改变铸锭在纵向方向上的温度分布规律,不同浇注温度下铸锭温度分布仍是下部温度高,上部温度低。另外,改变浇注温度也未显著减少铸锭内部的热节点。
3) 随着浇注温度从1 500 ℃降低到1 400 ℃,铸锭下部的高温区域逐渐减小,铸锭端部深“V”形一次缩孔深度从1 588 mm 减小到了1 508 mm。降低浇注温度能在一定程度上减小一次缩孔深度,但由于其未能使铸锭在纵向方向上实现凝固顺序,因此降低浇注温度不能显著减小铸锭端部的一次缩孔深度。另外,浇注温度的变化对铸锭内部缩松的影响较小。