高温型余氧仪
2022-09-16李军明冯建业
李军明 冯建业
(秦皇岛玻璃工业研究设计院有限公司 秦皇岛 066001)
0 引言
玻璃的熔化澄清过程是一个复杂的物理化学过程,所需热能主要来自燃料燃烧所释放的化学能。目前玻璃厂所用的燃料大部分是管道天然气,其燃烧化学方程式为CH4+2O2=CO2+2H2O,氧气的来源主要是助燃介质。当氧气不足时,天然气过剩,过剩的天然气随烟气通过烟囱排到大气中,既浪费能源又污染环境;氧气过量时,多余的氧气或空气需从室温加热到1600 ℃再随烟气通过烟囱排到大气中,气体被加热需消耗能源,造成能源浪费。同时,颜色玻璃对窑炉气氛又有特殊要求,准确测量烟气中氧气的浓度来调节玻璃生产的工艺参数非常有必要。
1 高温型余氧仪
现有余氧仪多为低温型,即先将高温烟气降温至800 ℃以下,再将烟气加热到800 ℃,然后检测其含氧量,这样就避开了温度变化对检测烟气含氧量的影响,也避免余氧仪在高温下受损,结构也简单。但在玻璃窑炉上使用有一致命弱点,玻璃烟气中含有碱性物质,在900 ℃以下为黏稠液体或粉末状固体,易黏附在余氧仪传感器探头上,堵塞烟气余氧仪探头的传感器,使传感器探头无法接触烟气,从而无法检测烟气中氧含量,而烟气中的碱性物质在900 ℃以上分解为气体状态[1],不会堵塞烟气余氧仪探头的传感器。
通过对现有余氧仪的材质、结构、工作原理和使用中遇到的问题的研究分析,研发了高温型余氧仪,监测烟气中氧气的含量来调节氧燃比,可有效节约燃料,减少环境污染,提高玻璃质量。
1.1 余氧仪测量氧气含量工作原理
余氧仪传感器探头材质为氧化钇掺杂的六立方氧化锆晶体,其结构为萤石结构[2],六立方氧化锆晶格中有氧离子空位穴存在,在600 ℃以上其是良好的氧离子导体。当氧化锆两边的氧含量不同时,氧浓度差产生电势差。通过测量烟气端和参比空气端的电势差来检测烟气氧含量。其电势差符合能斯特方程:

1.2 系统技术方案
系统采用自制的氧化锆传感器为检测元件,检测烟气侧与参比空气侧的电势差,输出标准信号;采用自制氧含量变送器将电势差信号转换为氧气的浓度;人机交互端采用LED屏幕集成在辅助系统控制箱内,LED液晶屏负责显示和打印输出;配置辅助系统控制箱为测量元件提供参比气并吹扫残余杂尘,将显示变送器及维护仪制成一体,直接壁挂安装在检测现场,检测数据现场显示记录,通过有恒流性能的4~20 mA直流电流信号将数据传送至中控计算机系统,整套设备免去了复杂的采样和预处理系统,响应速度快,稳定性好,灵敏度高,使用寿命长。
1.3 系统配置
高温型余氧仪系统配备用以氧气浓度检测的传感器探头、用以电信号与氧气浓度转换的信号变换传送装置、用以校准的参比空气装置和防尘吹扫装置组成的辅助系统、用以将信号传送至中控室的屏蔽电缆。系统配置见图1。
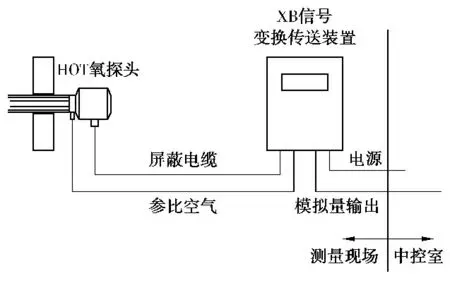
图1 高温型余氧仪系统配置
1.3.1 HOT氧探头
HOT氧探头采用自行研制的管筒形氧化钇掺杂的六立方氧化锆氧传感器,耐温达1700 ℃。玻璃窑炉蓄热室上部空间温度为1300~1350 ℃,可将传感器探头插入蓄热室上部空间1300~1350 ℃温度的烟气中直接检测余氧量,此时烟气的碱性物质为气体状态,不会堵塞余氧仪探头。氧化锆在1300~1350 ℃温度环境下为稳定的六立方萤石型晶体,不会因产生相变影响检测结果。传感器做成细长管筒状,桶底内外表面贴合铂金片作催化剂和电极,烟气在管筒外部流动,参比空气通过气泵输入到管筒内部,传感器与隔离装置采用一体化设计,材质相同,均为六立方氧化锆材质,膨胀系数相同,不会因温变断裂,结构统一,增加了余氧仪的强度,圆筒型结构使烟气和参比空气彻底隔绝,测量结果真实可靠。自制氧化锆探头,在制作中用标准气在不同温度下标定,解决了温度对测量氧气浓度的影响,不同的电压对应不同的氧气浓度,环境温度为1300~1350 ℃,无需设置加热器,结构简单,无外界电信号干扰,测量精度高,可以测量到(10~23)×10-6的氧含量。HOT氧探头设置热电偶,检测温度的变化,及时修正温度对检测氧浓度的影响。外设带过滤功能的高铝保护套管,可过滤有害杂质,也能减缓环境温度变化对传感器的热冲击,延长传感器使用寿命。
HOT氧探头结构示意图见图2。

图2 HOT氧探头结构示意图
主要技术参数:
(1)测量介质温度:1300~1350 ℃(外设带过滤孔的氧化铝保护管);
(2)氧浓度测量范围:0~20.9%;
(3)输出信号:毫伏电压,温度测量采用S型热电偶;
(4)安装环境温度:80~220 ℃。
1.3.2 信号变换传送装置
信号变换传送装置与HOT氧检测端口配合使用,通过液晶显示器可显示多重参数;全中文人机交互端,操作及显示通俗易掌握;可组态入DCS控制系统。将HOT氧检测端口测量的毫伏电压转换为氧气浓度并显示,也可以转化为标准信号传输至DCS控制系统。
主要技术参数:
(1)量程范围:0~209000×10-6;
(2)输入类型:4~20 mA标准电流,0~1200 mV标准电压;
(3)输出类型:4~20 mA标准电流;
(4)报警信号:两路,220VAC/3A或24VDC/3A;
(5)安装环境温度:-20~70 ℃;
(6)电源:110~240 V,50~60 Hz,30 W;
(7)外型尺寸:350 mm×200 mm×150 mm。
1.3.3 辅助系统
辅助系统主要是在现场为测量元件提供参比气和维护的设备,内部包含测量元件参比气控制电路。信号变换传送装置与辅助系统集成为一个整体,安装在测量元件使用附近环境温度在0~45 ℃的位置,可以直接将测得的氧气浓度以模拟量标准信号送给DCS控制系统。
主要技术参数:
(1)电源:110~240 V,100 W;
(2)安装环境温度:10~60 ℃;
(3)外型尺寸:400 mm×300 mm×150 mm。
1.3.4 HOT氧探头外型及安装尺寸
(1)外部保护套管直径:25 mm;
(2)圆筒形传感器探头有效长度1000 mm,实际插入墙体内约600 mm;
(3)安装接口配置支架。
图3为高温型余氧仪HOT探头安装示意图。

图3 高温型余氧仪HOT探头安装示意图
1.3.5 系统配置清单
高温直插式余氧分析仪系统配置清单见表1 。
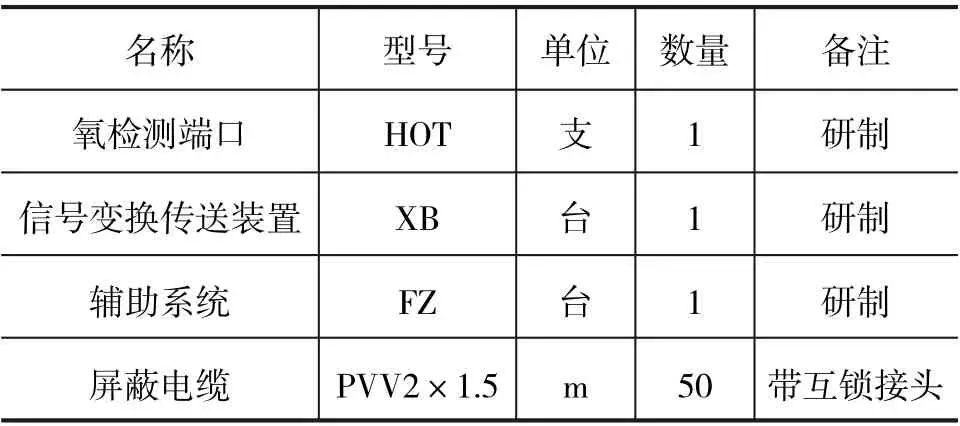
表1 系统配置清单
2 高温型余氧仪在玻璃生产中的应用
国内某玻璃有限公司,2#窑炉为81 m2天然气马蹄焰窑炉,主要生产白酒瓶,采用普通余氧仪取气管加长的形式在蓄热式上部空间取烟气检测。2020年7月投产运行,运行初期,瓶子颜色白中带绿,空燃比为12∶1,能耗为151 Nm3/t 玻璃液,玻璃微泡为140个/100 g玻璃液,烟气中CO浓度为0.07%,余氧计检测烟气中氧气浓度为5%~7%,3天后余氧计显示氧气浓度为20.9%,余氧计失灵,将余氧计取出检查发现传感器探头上附着粉末,清除粉末后用了三天又堵塞了,余氧计自此不能稳定运行。瓶子颜色白中带绿、烟气中CO浓度为0.07%说明天然气未燃尽,空燃比为12∶1时,余氧仪失灵,确定不了准确的燃烧状态。依据经验初步调整空燃比为13∶1,烟气中CO浓度为0.05%,瓶子颜色转正,能耗为149 Nm3/t玻璃液, 玻璃微泡为100个/100 g玻璃液,玻璃瓶质量好转,能耗略有降低,自此维持了很长时间。高温型余氧仪研制成功后在该公司安装试用,测得烟气中氧气的浓度为5%。确定空气过剩,但天然气依然没燃尽,天然气和空气没有很好的混合,燃烧不充分。对工艺进行二次调整,将空燃比调整为11∶1,将燃枪角度上调1°,经检测烟气中氧气含量为2.5%,烟气中CO浓度为痕迹量,瓶子颜色纯正,能耗为135 Nm3/t玻璃液,玻璃微泡为70个/100 g 玻璃液,调整后玻璃瓶质量很好,在同行业中能耗较低,高温型余氧仪一直正常运行,指导玻璃生产监控和工艺流程。
使用高温型余氧仪前后各技术指标对比见表2。

表2 调整前后效果对照
3 结语
玻璃窑炉蓄热室上部紧接窑炉,漏风概率降低,受外界影响小,测量的是烟气最真实的含氧量,此处温度1300~1350℃,挥发物以蒸汽形式存在,不会形成液滴或粉末堵塞余氧仪传感器探头,研制的新型高温型余氧仪,在材质上通体使用氧化锆,可耐1700 ℃高温,解决了原余氧仪不耐高温,安装在烟气回路较低温度处,挥发物冷结成粘稠的液体或粉状物固体堵塞余氧仪传感器探头的问题。研制的新型高温型余氧仪在玻璃窑炉上稳定使用,指导玻璃生产工艺调整,燃烧已调整到最佳状态,效果明显,但玻璃微泡数量还是偏多,玻璃的澄清仍需做大量的工作,尤其是对投入熔窑的玻璃配合料,测定各种原料的COD值[3],同时测试玻璃质量较好情况下的Fe2+/ 全Fe比值[4],控制玻璃的REDOX值,摸索出最佳的REDOX控制目标值,并在生产中使之相对稳定。
