齿面单坑缺陷下齿轮磨损演变与映射机制研究
2022-09-16张立国朱玉麒袁伟郭前建谭帅薛鹏
张立国,朱玉麒,袁伟,郭前建,谭帅,薛鹏
(1.山东理工大学机械工程学院,山东淄博 255000;2.国家采油装备工程技术研究中心,山东东营 257091)
0 前言
在高速、重载场合,斜齿轮的啮合性、平稳性较直齿圆柱齿轮更为优越,所以常应用于大型钻井矿业机械、轮船、军备等场合。对于此类大型齿轮箱,根据它在传动链中的工作位置,不宜频繁拆装。由非正常摩擦磨损引起的机械设备的故障占比大约为75%,齿轮失效为50%。通常情况下齿轮的异常磨损不易察觉,齿面磨损会降低齿轮传动的效率和精度,产生冲击和噪声,齿轮很可能在短时间内由较小的缺陷发展成断齿等严重事故,局部损伤影响辐射范围广,且随机性大,难以评估。LEI等和MENG等研究了一对外直齿圆柱齿轮在不同点蚀程度下的啮合刚度的变化规律。MENG等研究了不同裂纹宽度、长度和位置的剥落对齿轮时变啮合刚度的影响,研究结果表明缺陷会降低齿轮刚度,加剧齿轮啮合振动。何国旗等通过建立锥齿轮模型仿真和实验对不同直径凹坑形貌面齿轮进行了传动误差分析,研究结果表明齿面凹坑形貌增大了传动误差。邓澍杰通过对齿面设置不同类型的凹坑缺陷,发现圆形坑状缺陷对齿轮啮合状态和转速输出影响最小。传动系统部件彼此耦合,当齿轮发生故障时,其他部件也会受到严重影响,故障诊断技术显得十分必要,徐启圣等通过对油样中磨粒特征进行分析,利用支持向量机获取磨粒指标参数,提高了磨损状态评估的效率。林丽等人通过在线监测技术分析了磨粒数量、生成率,为基于油样检测磨粒信息提供了预测基础。为确定设备的磨损状况和机制特征,常利用铁谱分析技术对油样中的磨损粒子进行分析,WANG等利用铁谱仪获取磨粒铁谱图像,基于蚁群算法判别不同类型的磨损粒子特征,从而确定设备磨损状态。曲敬渊、王远宏利用铁谱分析技术对不同阶段下齿轮磨损特性进行了分析,为齿轮磨损机制提供一定的参考价值。
然而,研究者很少涉及齿轮缺陷磨损迁移研究,同一载荷状态下,正常齿轮与齿面单坑齿轮对磨损的过程映射影响不同,探究缺陷点附近的磨损迁移变化情况和缺陷齿轮磨损衰减趋势,有必要进行试验探究。凹坑和剥落常出现在轮齿表面,所以,磨损试验选用常见的圆坑缺陷,缺陷的位置为点蚀和剥落最易出现的齿轮节线附近,以正常齿轮磨损与缺陷齿轮磨损试验做对比,通过金相显微镜观察不同磨粒分布及磨粒形貌特征,结合有限元分析与齿面扫描电镜图分析单坑缺陷对齿轮啮合状态的映射机制和齿面磨损形貌特征,为诊断大型闭式齿轮传动系初始缺陷提供了重要依据,同时为齿轮传动工况优化提供数据。
1 磨损试验
1.1 试验齿轮前处理
为加速试验进程,采用线切割的方式对试验齿轮箱内的试验斜齿轮进行1/3减薄处理。试验齿轮由硬度219HBS的45钢制成,模数为1.5 mm,齿数为82,螺旋角为15°,表面粗糙度为3 μm。为探究单坑缺陷对轮齿摩擦磨损的辐射影响,在轮齿节圆附近加工直径=600 μm的凹坑缺陷,如图1所示。通过表面粗糙仪测量凹坑深度为178.409 73 μm。
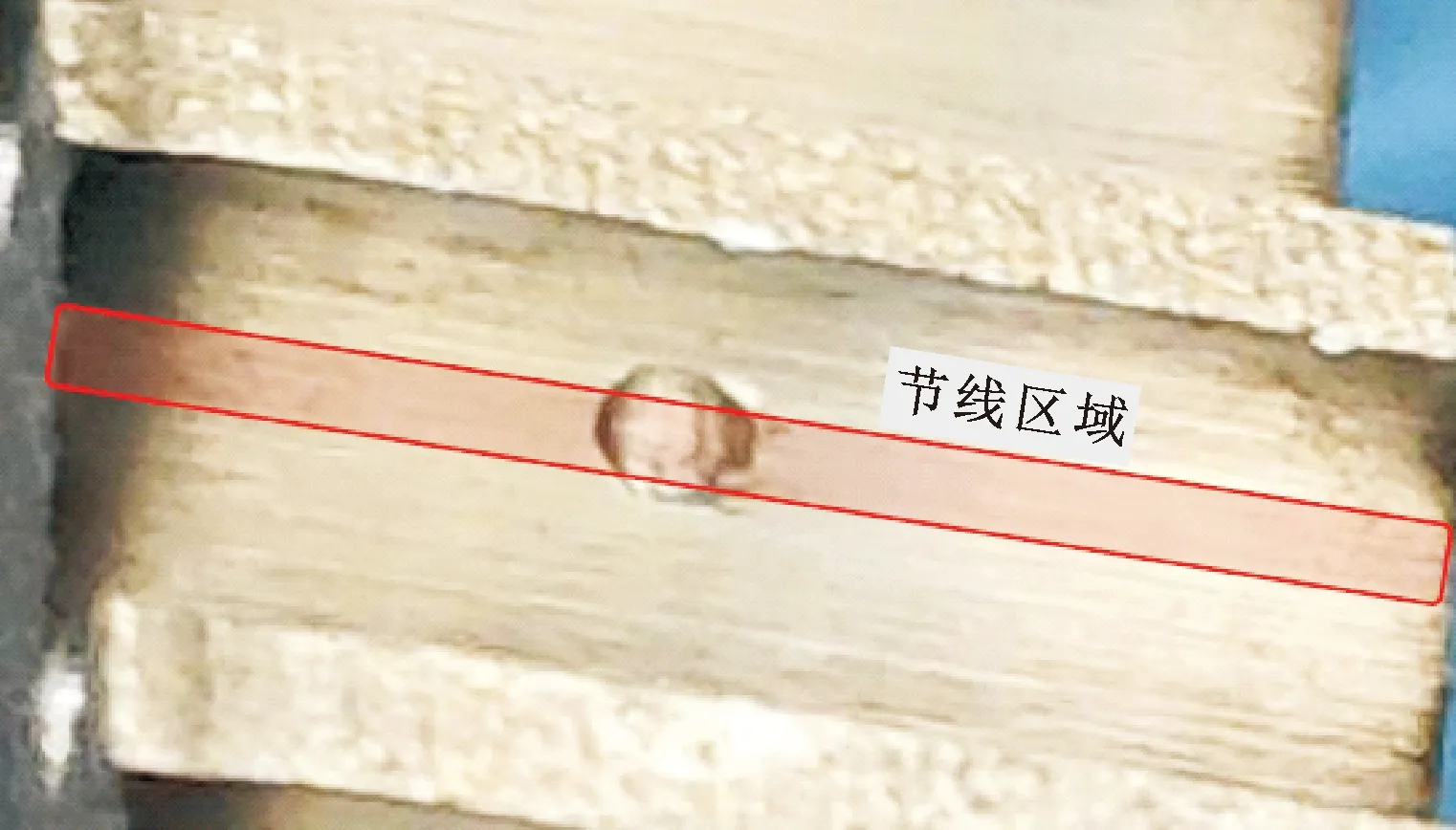
图1 齿面凹坑制造形位图
1.2 齿轮磨损试验台
如图2所示,通过自行搭建的力系封闭式齿轮台进行探究性试验,主要原理如图3所示:通过加载法兰施加恒定的力矩,施加的扭矩便会传递到弹性轴上,弹性轴所受扭矩始终作用在试验轮齿对偶面上。施加力矩与加载法兰相对转过角度之间的函数关系式为

图2 齿轮疲劳磨损试验台

图3 试验台系统原理
=15182 46-14729 82
(1)
其中:为施加扭矩,N·m;为加载法兰所转过的角度。两加载法兰每转过2.5°便有两对铰制孔对齐。
在PLC集成面板控制的基础上,控制三相异步电动机的转速和记录试验时间,电机通过皮带将输出功率传递到齿轮箱上带动试验台运转。此试验采用正转加载的方式,施加61.2 N·m的恒定载荷,设置电机转速为1 100 r/min。
1.3 油样与磨粒采集
磨损粒子是摩擦副磨损过程的直接产物,能够准确反映磨损趋势。因此,作为设备润滑的主要介质,润滑油(32# Caltex White Oil Pharma)能加速试验的磨损进程。在40 ℃,其运动黏度为32 mm/s。闪点为208 ℃,密度为0.86 kg/L,此润滑油具有良好的氧化稳定性,防止过早地因氧化变质恶化润滑环境,避免这些物质过早地引起齿轮表面的损坏。此润滑油常应用于冲击、重载等工作场合。试验每隔60 min在试验齿轮箱里采集油样20 mL,采集不同磨损时间段内的油样用于铁谱片的制备和颗粒计数器的磨损粒子量化统计。为保证油液中的磨损粒子均匀性,试验采用蠕动泵循环的方式采集油样,如图4所示。通过金相显微镜对附着磨损粒子的铁谱片进行分析,以判别不同磨损时期的磨粒形态。通过颗粒计数器对特征时段的磨损粒子统计定量研究,探究齿轮的疲劳磨损寿命及齿轮所处的磨损状态。

图4 铁谱片的制备过程
2 试验结果与分析
2.1 磨粒定量分析
润滑油作为设备润滑的主要介质,其携带的磨粒信息可以充分体现齿轮摩擦磨损进程。在整个试验进程中,磨损粒子浓度曲线可表征轮齿磨损演变的特征,此试验通过磨损粒子的定量分析和铁谱分析技术相结合对正常齿轮-缺陷齿轮的磨损信息进行分析,揭示坑状缺陷下斜齿轮摩擦磨损的规律。HONG等研究发现粒径在0~50 μm之间的磨粒可用于表征疲劳磨损的变化状况。颗粒计数器能够分析出齿轮箱润滑油中所含磨粒的尺寸与数量,通过对不同时段的油样进行检测,可以判断出齿轮运行过程中所处的磨损状态以及磨损程度。图5为正常齿轮磨损试验和缺陷齿轮磨损试验磨损粒子浓度随时间的变化趋势,可以得到:坑状缺陷齿轮磨损试验和正常齿轮磨损试验都具有相同的磨损趋势,呈凹字形。在重载运行条件下,试验主要分析齿轮的稳定磨损时段,即齿轮的主要工作阶段,单坑缺陷齿轮较正常齿轮的稳定磨损时段明显缩短,可以得到:虽然单坑缺陷的存在并不会造成齿轮在磨损过程中直接的非正常折断失效,齿轮完成了齿轮磨损的3个必经阶段:磨合阶段、稳定磨损阶段、剧烈磨损阶段,但是缺陷的存在明显缩短了齿轮的正常磨损寿命。齿轮进入剧烈磨损期,伴随着齿轮箱振动、异响,齿轮快速失效,主要原因是:齿轮经过长时间的负载运转已经达到疲劳极限,轮齿发生严重磨损,表面材料撕裂、脱落导致大磨粒数量迅速上升。

图5 正常、缺陷齿轮磨粒数量变化趋势
2.2 磨粒定性分析
通过铁谱分析技术,根据磨粒的形态、尺寸、数量等来分析齿轮的磨损部位、类型和程度,并可对设备故障寿命进行预测。试验利用金相显微镜得到不同特征时段的铁谱图像并对其进行定性分析,可以识别出不同特征时段的磨损程度,以正常齿轮试验组采集的具有磨粒特征的铁谱图片为基础判别缺陷齿轮组不同磨损特征时段的磨损特征更为准确,图6(a)所示的严重滑动磨粒表面有明显的划痕,尺寸较大,说明此时齿轮的磨损比较剧烈,轮齿表面发生严重损伤,其表面混切层应力超过了极限,晶体保护层遭到破坏,大面积的材料破碎、脱落;磨粒尾部聚集着一些黑色氧化物,分析为轮齿啮合过程中产生的高温致使磨屑氧化,生成的四氧化三铁与润滑油中的杂质聚合成黑色氧化物;严重滑动磨粒的尺寸一般大于20 μm,当油液中该特征的磨粒数量上升,表明此时齿轮箱润滑不良,即将出现故障。图6(b)所示的磨粒外形规整呈薄圆片状且表面非常平滑,为齿轮摩擦副正常磨损脱落生成。图6(c)所示的切削磨粒呈条形,形状细长但尺寸较大,表面附着黑色氧化聚合物,产生的原因为润滑液中较硬的杂质或齿面剥落下的大磨粒进入到齿轮接触面中,在外力的作用下,硬磨粒与软齿表面发生相对滑动形成切削磨损。图6(d)为观测到的大磨粒链条,出现在齿轮磨损后期剧烈磨损阶段,其中混杂各种混合物,此时摩擦副在重载高速的接触条件下,振动加剧,油膜破裂产生大量的黏着磨粒、疲劳磨粒。不同的磨损时期会产生不同特征的磨粒,当在油液中发现大量异常磨粒,则说明此时齿轮出现故障,可以将此作为预防齿轮故障的手段。

图6 不同特征的磨粒
基于对不同特征磨粒的铁谱分析,对齿面单坑齿轮的不同磨损时期的铁谱图像进行分析。图7所示为金相显微镜下200倍的铁谱图像,如图7(a)所示:在600 min,齿轮处于磨合阶段,此时磨损率较大,产生的磨粒链条较粗且磨损粒子形状轮廓规则,表面光滑,大多呈圆片状。如图7(b)所示:在3 420 min,齿轮处于稳定磨损阶段,磨粒数量较少且保持稳定,多为尺寸1~15 μm的细小薄片磨粒,说明齿轮箱此时处于良好的润滑中。如图7(c)所示:在6 120 min,随着齿轮磨损的进程,齿轮进入剧烈磨损阶段,大磨粒数量增多,形状轮廓不规则,存在大量的长条状切屑磨粒和滑动磨粒,说明此时齿轮箱磨损严重,亟待更换,对于这种恶性磨损,需要及时停止此类异常工况发展。

图7 坑状缺陷齿轮(a)600 min、(b)3 420 min、(c)6 120 min的铁谱图像
2.3 轮齿齿面磨损分析
图8(a)为金相显微镜下缺陷齿面图,图8(b)为缺陷齿面SEM图,可以看出:坑状缺陷边缘未见严重磨损状况。可以得出:坑状缺陷可起储存润滑油和硬质颗粒的作用,改变摩擦副的接触状态,具有一定的润滑和减小齿面损伤程度的作用。

图8 缺陷齿面
通过有限元分析可以直观了解齿轮的接触状态,分析坑状缺陷对齿轮啮合的映射机制。为保证仿真结果的可对比性,保证同一条件下的对比齿轮组边界约束条件和接触位置。对模型简化,先进行齿轮全局网格划分,再对啮合表面进行局部网格细化,缺陷齿轮网格单元数量为337 787,节点为559 949,正常齿轮网格单元数量为327 088,节点为558 930,施加约束和载荷后,得到轮齿齿面的分布和最大变形位移量,如图9所示。

图9 齿面接触应力分布
如图10所示:齿轮接触应力值沿着啮合线方向变化不均匀,正常齿轮轮齿齿面接触应力值靠近两端位置最大,中间区域位置较两端小,且应力值变化过渡较为平缓。这是因为齿轮啮合过程中,啮合部位发生弹性变形,齿轮齿宽方向两端接触承载能力较弱,使得轮齿的弹性变形不均匀,进而影响接触应力的变化,正常齿轮最大接触应力为527.76 MPa。由于坑状缺陷的存在,在啮合过程中产生了应力集中现象,齿面最大接触应力出现在坑状缺陷位置,应力值为627.55 MPa。进一步地,对齿轮齿根位置应力进行分析,缺陷齿轮齿根最大应力为191.25 MPa,正常齿轮齿根最大应力为178.55 MPa,说明由于单坑缺陷的存在,使得齿轮轮齿齿根位置应力值增大,在循环载荷作用下,加速齿轮齿根位置的疲劳断裂进程。如图11所示:轮齿的最大形变发生在轮齿接触位置,缺陷齿轮的最大形变量为0.028 15 mm,正常齿轮的最大形变量为0.010 792 mm。说明由于单坑缺陷的存在,使得缺陷齿轮的形变量较正常齿轮增大2倍左右,导致齿轮接触状态改变,进一步影响齿轮的磨损进程。
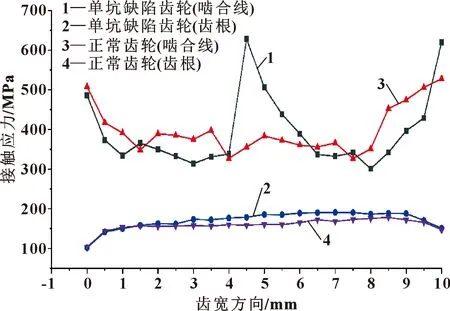
图10 接触应力值

图11 轮齿位移变形云图
为探究单坑缺陷对齿轮齿面磨损的映射影响,对缺陷齿轮齿面进行扫描电镜(SEM)分析。在重载条件下,图12为缺陷试验组轮齿的无初始缺陷的齿面SEM磨痕图,通过齿面磨痕分析可以得出:图12(a)所示的轮齿齿顶部分滑动速度过大,这是因为缺陷轮齿啮合过程中形变量变化过大造成严重的磨粒磨损现象;图12(b)所示的轮齿齿面的节圆处由于滑动速度方向的改变,压应力大,基于油楔理论齿面发生剥落,在长时间的重载啮合作用下,材料发生塑性变形;图12(c)所示的轮齿齿根部分由于压应力过大,易产生压溃,形成裂纹。

图12 缺陷轮齿正常齿面SEM磨痕形貌
如图13所示,缺陷齿轮断口并不平整,说明轮齿齿根附近磨损严重,受力较大,为齿轮危险区域,属于长期受到交变载荷发生折断。但是发生断齿的轮齿并不是带有单坑缺陷的轮齿,这说明虽然圆坑缺陷破坏了轮齿强度结构,但同时圆坑缺陷储存磨粒、润滑油,同时相对减缓其磨损,由于缺陷改变了齿轮整体振动情况,最终导致某个轮齿折断。轮齿断口不平整,断口附近出现材料的烧蚀现象,材料失去各向同性,说明轮齿在啮合过程中,由于初始缺陷的存在,降低了齿轮的啮合精度,随着齿面磨损的加重,轮齿刚度降低,并且轮齿长期处于交变载荷冲击作用下,最终导致轮齿发生疲劳断裂。

图13 齿轮断齿失效图片
3 总结
通过对磨损粒子的定量分析和齿面SEM磨痕分析,分析了特征缺陷下齿轮磨损演变机制,总结如下:
(1)在轮齿节圆位置制造坑状缺陷的方法,虽然具有储存磨粒和润滑油,减少了缺陷周围齿面的磨损,并起到一定的微织构作用,但凹坑打在承载区,沿齿宽方向应力分布不均匀,且凹坑位置出现应力集中现象,齿根受力和轮齿变形变大,改变齿轮的啮合状态,在高应力周期载荷作用下,加快了齿轮的疲劳断裂,导致齿轮过早断齿,缩短了齿轮的使用寿命。
(2)分析磨粒数量变化趋势可知:正常齿轮磨粒数量上升缓慢,运行时间较长;齿面存在坑状缺陷对齿轮进入稳定磨合期的时刻影响较小,齿轮进入剧烈磨损的后期阶段,严重磨损的齿面啮合过程中产生大量的热,加快了润滑油失效,齿轮啮合润滑环境恶化,便会产生大量的形状、轮廓不规则的切削磨粒、滑动磨粒和疲劳片状磨粒,氧化物增多,磨粒链宽度明显变粗,加剧齿轮的磨损进而在短时间内发生失效。
(3)观察轮齿齿面磨损,坑状缺陷的存在改变了齿轮接触应力状态,伴随轮齿的磨损加重,轮齿刚度降低,导致齿面严重的剥落、塑性变形和齿根的疲劳断裂。
