基于OBE理念的“数控编程与操作实训”课程教学改革研究
2022-09-14卢小燕
■卢小燕
(广州南洋理工职业学院,广东 广州 510925)
数控加工技术是现代制造业已广泛使用的一种先进加工技术,随着我国经济的飞速发展,国家实施智能制造强国战略,数控行业的人才缺口会越来越严重,所以培养数控人才是时代的需要。“数控编程与操作实训”课程是数控技术、模具技术专业的核心课程,本课程主要是为了培养学生数控铣、车操作技能;使学生掌握加工有代表性工件的形状特征的操作步骤、加工方法;掌握安全技术知识,做到安全生产,文明实训。
Outcome based education这几个词简写为OBE,翻译为成果导向教育,20世纪末缘起于美国,目前世界上许多国家根据自身的教育需求,不同学科,不同程度地实施此理念。OBE理念强调结果与产出,尤其适用于制造类企业对人才和技能的需求,学校教学应以学生为本,以成果为导向,实施以成果为目标的反向思维的教育模式进行课程体系设计的教学理念;教育要以学生为本,以学生为核心,在管理和教育的各个环节上,尽可能为学生的全面发展提供帮助;以成果为导向,OBE认为教育以社会需求为目标,树立培养目标,再确立毕业要求,最后再设计课程,与传统的教育过程不同,OBE教育培养的学生的适应能力更强;评价标准是学习成果,强调个人取得的成果,而不是学生之间分数高低的对比,用成果激励学习会获得更多的成果,并以此来确保学生获得的知识、能力和品质能为社会所需要[1]。
一、“数控编程与操作实训”课程教学现状
“数控编程与操作实训”课程教学存在的问题有:课堂教学方式单一;实训课时不足,不利于学生操作技能的培养;重基本操作,轻系统性训练;教学内容陈旧,缺乏实用性;考核评价单一。
(一)课堂教学方式单一
大多数教师仍旧沿用传统教学模式,教学方式单一[2],教学观念陈旧,师生互动少[3]。对数控机床安全操作教育、零件图纸分析、程序的编制进行讲解;对面板按键操作及对刀、零件加工采用示范操作。在整个实训环节学生都基本上是在模仿老师的操作,被动地接受知识和技能,导致学生很难适应实际生产的需要。
(二)实训课时不足,不利于学生操作技能的培养
在现行的教学计划中“数控编程与操作实训”课程教学总学时为60个课时,数控车床和数控铣床的课时分别为30个课时,全部采用传统方式教学。数控编程与操作实训、数控铣的实训时间仅够每个学生完成一个腰形槽底板的加工,更谈不上熟练操作。数控车的实训时间也仅够学生熟练加工手柄,在此过程中学会熟练操作数控车床的能力,但从未加工过其他的零件,编程能力也没能相应地提高。
(三)重基本操作,轻系统性训练
传统的“数控编程与操作实训”课程教学重点都是数控面板的操作及对刀练习、零件的加工。教师讲解示范,学生模仿操作,这种模式培养出来的学生只会机床的基本操作和简单零件加工,缺乏新工艺、新产品思维的培养,易造成零件图纸一旦更换,学生就无从下手加工的局面。
(四)教学内容陈旧,缺乏实用性
实训教学使用教材为本校教师自编的《数控编程与操作实训指导书》。实训课程所用软件为Mastercam9.1,该软件版本比较低,容易学,但三维建模功能不强,这不利于提升学生的就业能力。为图省事,有些老师还是沿用十几年前的图纸,很少考虑学生的考证和就业所需,致使学生在参加“1+X”数控车铣考证时,还要再次耗时去学编程和加工。
(五)考核评价单一
传统考核评价过程单一[4-5]。以加工零件尺寸精度为主,占60分;平时成绩为辅,占40分。以零件尺寸精度定分数,对加工结果进行评价,鲜有对学生的实训过程进行评价,比如有些学生机床操作比较熟练,编程能力强,学习态度认真,但这些都未做考核;有些同学机床操作不熟练,不会自己编程,学习不积极,零件是别人帮做的,最后一样能拿高分,单一的考核评价未能体现出学生的真正学习状况。
针对以上现状,基于OBE理念进行课程内容重新构建以及教学方式、评价等改革,提高学生的综合素质及职业技能。
二、教学改革思路
传统教学以内容为本,学会操作数控车床完成手柄的加工、学会操作数控铣床完成腰形槽底板的加工,数控车床和数控铣床的零件是各自独立存在的,它们之间没有匹配关系,且还是沿用十几年前的考证零件图纸,这与当前考证形式和企业生产实践图纸很不相符,教学内容基本上都是在仅仅实训的时候才得以讲授,学生的职业技能在这样的教学方式下很难培养出来。
OBE以成果为导向:以社会和企业的需求为目标,让学生清楚地知道完成学业后取得什么样的成果,确定毕业要求,然后根据毕业要求和学校的具体情况设计课程,最后实施教学;课程的设计以需求为导向,这种设计更能满足社会对人才的需要。教学的任务是要达到什么既定的成果,而不是教什么,学生更侧重于能做什么,而不是知道什么,这与传统的教育理念不同。学生利用掌握的知识完成所给零件图纸的测绘、加工工艺的制定、零件的加工及尺寸的控制,最后完成零件的装配。改革后的教学内容和形式如下。
(一)课程的教学内容分为线上线下教学内容
1.线下实训课程内容设置
为了让实训内容符合企业生产实践,课题组成员到校企合作企业进行调研,在仔细研读企业用工标准和国家现在推行的《数控车铣加工和多轴加工职业技能等级证书》标准的基础上,把企业生产任务的图纸,经过处理后作为学生的实训图纸(企业图纸属于保密资料,所以要经修改细节后才能发放),确定数控编程与操作的实训教学内容为10个子任务,任务名称及培养目标见附表1。
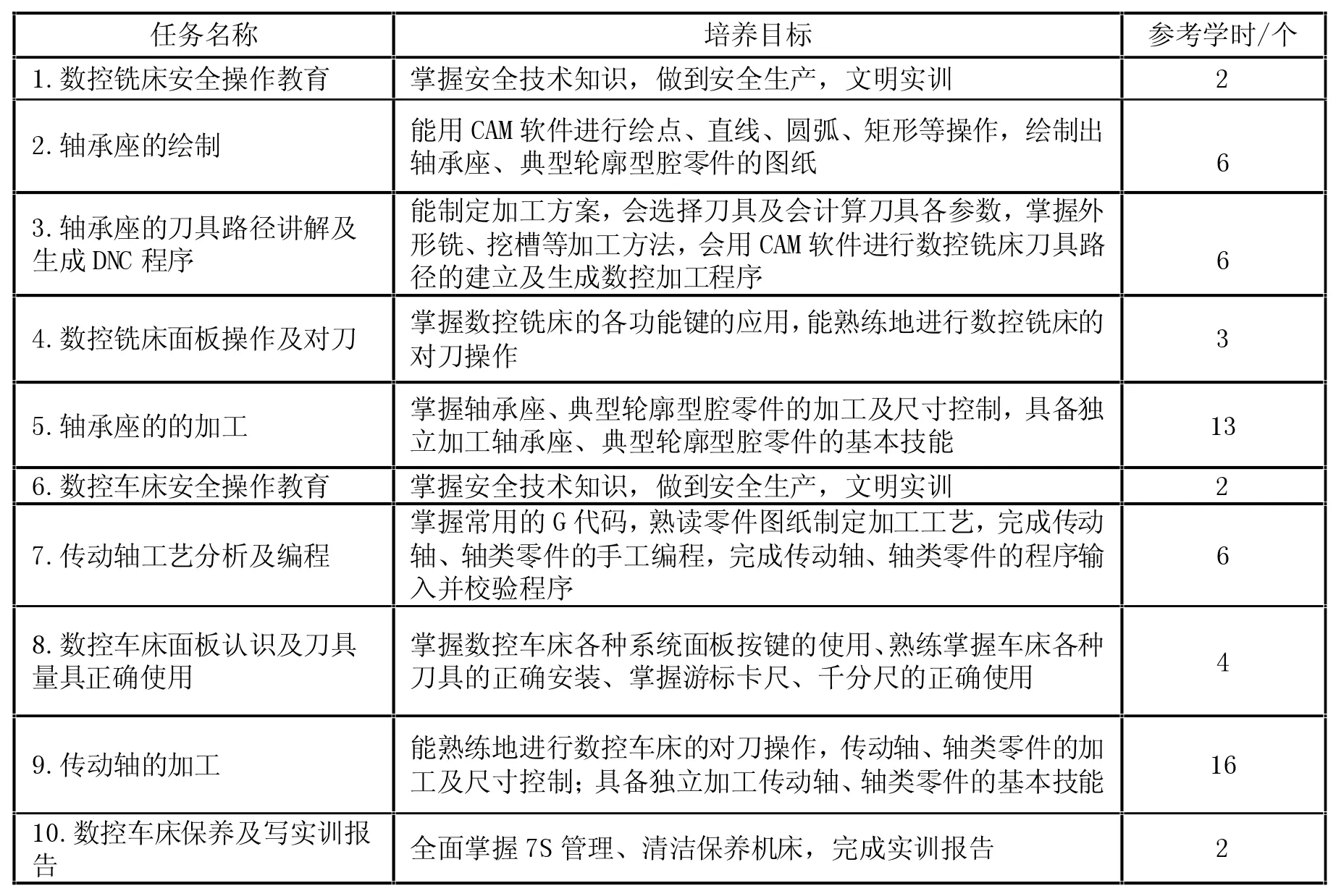
附表1 课程总体设计
2.线上实训课程内容设置
教师按照附表1的实训课程内容,将实训需要的各个知识点按照章节进行划分,每个章节录制相关的知识点或操作视频,主要的视频有典型轮廓型腔零件的工艺讲解、绘制以及刀具路径的建立、机床操作等。每个视频不易录制太长,时间在8~15分钟为益。
(二)课程的教学方式采用线上线下互补式教学
传统的教学方法,实训流程为:数控车床或铣床安全操作教育→发放图纸→工艺讲解→数控车床手工编程或数控铣床绘图及自动编程→面板操作及对刀练习→零件加工→零件检测。所有实训任务都是在实训的时候才开展,实训课程结束即意味着本门课程结束,没有后续知识的延续。
采用OBE教学方法,采用任务驱动教学方式、线上线下互补式教学。
OBE教学:能根据所给的零件进行零件图纸的绘制及编程,能够将所学的知识及技能应用到零件的设计,能够在课外应用其他学习平台继续学习。基于OBE理念实训流程为:数控车床零件检测和数控铣床零件检测(提前一周把上一届学生加工出的零件及测量工具发放给新一届的学生作为测量模型)→数控车床、铣床零件图纸的绘图(根据前面的测量结果,小组讨论零件的尺寸并先手工绘制图形)→教师通过腾讯会议展示实际的零件图纸,各组对照自己所绘制图形进行修改→学生应用学习通学习相关内容的知识点及观看视频,自己完成数控铣床零件图纸的绘制及编程,自己完成数控车床的手工编程(此环节教师进行线上指导)→数控车床或铣床安全操作教育(课前通过学习通观看视频并完成安全教育作业)→数控车、铣面板操作及对刀练习,数控车、铣零件加工;数控车、铣零件检测,这几个环节放在实训中完成。
根据“数控编程与操作实训”的课程特点及课程教学目标,布置课前、课中、课后作业以达到培养学生掌握数控机床编程和加工的专业知识、方法和专业技能。
教学的改革实施者是教师,实施对象是学生,最终受益对象是学生,所以教学要遵循OBE理念的原则,要以学生为中心。在实施实训之前教师要提前一周把实训任务分配给学生,做到分课前、课中、课后进行实训教学。具体实施过程如下。
1.课前。教师提前1周利用学生的班会课给学生提供教学资源,让学生进行预习。为了便于课题讨论,在班会课上让学生3~4人为一组、分配实训任务,个别的实训内容可能要在实训之前通过预习、小组讨论、教师线上指导等方式完成,同时留些问题让学生分组完成,这样学生可以自查所学知识,带着问题和答案走进实训课堂,学生的预习情况教师要尽量了解。通过线上线下及时给学生答疑,教师切记不要“放羊”式的教学操作。
2.课中。在实训教学中,为了让学生更好地掌握专业知识和操作技能,将数控车和数控铣分成几个子任务,每个子任务分为教师讲解、小组讨论、教师操作示范、学生操作练习、结果展示、总结。例如:数控车床对刀,教师先讲解对刀的分类、对刀的意义、对刀点的建立,教师示范对刀操作,学生分组进行对刀练习,对对刀结果进行展示,总结如何才能快速准确地对刀。
3.课后。课后作业分为基础型和扩展类作业。基础型作业用于加深对基础知识的掌握,对与教师讲解的类似零件图纸进行编程;扩展类作业教师不做硬性要求,零件图纸变化比较大,学生可做选择。为了让学生更好地掌握知识和技能,课后教师与学生要及时交流,在学习上尽可能帮助学生。
经过实训学习,大多数学生已经掌握了简单的零件编程和加工,但他们还只是在模仿,并未能达到实际的加工要求,如刀具参数如何确定、加工工艺如何制定、零件尺寸如何控制等,这些问题要学生通过参加数控协会的活动来练习,应用学习通继续掌握和巩固所学知识。
(三)注重过程考核
传统考核方式较简单,主要考查学生动手能力,零件的精度;在考核过程中如何运用OBE理念解决问题已成为当前教师们急需的事情[6]。基于OBE过程考核包括出勤、机床操作熟练度、绘图做刀具路径能力、编程能力、学习态度、讨论积极性、线上作业完成情况、零件加工精度。
出勤分为全勤、早退、迟到、旷课,通过学生的到课情况来定,这为硬性考核,通过网络平台计算给出。机床操作熟练度反映学生的机床操作能力,依据学生的实际操作情况进行评价。绘图做刀具路径能力反映学生应用软件的能力,依据零件加工仿真结果和学生完成任务的时间进行评价。编程能力反映学生的知识掌握情况,依据程序运行情况和零件加工结果进行评价。学习态度主要是学生操作机床的主动性和积极性以及每个实训环节参与的程度,依据学生的实际情况进行评价。讨论积极性分为对线上老师发布的任务的讨论、课上主动回答教师提问的积极性,反映学生的学习热情和知识的积累,依据学生的实际表现进行评价。线上作业完成情况反映学生的学习主动性和知识掌握情况,由网路平台计算给出。零件加工精度反映学生的操作技能,根据最后测量工件进行评价(见附表2)。

附表2 过程考核配分表
基于OBE的教学理念,以产出为导向重构课程内容和教学模式,通过项目化的教学和过程考核方式来优化目前实训课堂中出现的迫切需要解决的诸多问题,提升学生解决实际产品问题的能力,实现知行统一的教育。未实施OBE理念教学之前,“1+X”数控车铣考证通过率不到40%,通过一年多的OBE理念的数控教学,“1+X”数控车铣考证通过率达到86%。