基于触摸屏控制的压力机装模高度调整
2022-09-14陈晖徐丽钱进郭鹏黄一凡
陈晖,徐丽,钱进,郭鹏,黄一凡
(江苏扬力锻压机床有限公司,江苏 扬州 225104)
目前压力机装模高度的调整普遍采用硬接线电路,通过持续按压调模上升或调模下降按钮来控制调模电机的正反转,从而达到装模高度加大或减小的目的。由于该操作方式为人为手动控制,不可避免会出现调整过头或调整不到位现象,需要进行反复多次按压操作方能使装模高度调整到位,十分不便。现通过采用带MODBUS 通讯功能的电子显数器与PLC 通讯,在触摸屏中输入装模高度设定值,按下确认键,调模电机将根据数值进行正传或反转动作,直至当前装模高度达到设定值为止,一键操作到位,方便直观。
1 硬件构成
在触摸屏上编写出压力机装模高度设置页面,将PLC 作为上位机,电子显数器作为下位机,采用MODBUS 通讯,将电子显数器的当前模高数值读取到PLC,再通过触摸屏与PLC 通讯,将电子显数器的当前模高在触摸屏上显示出来。当需要调整装模高度时,在触摸屏上输入设定数值,按下确认键,PLC 即根据设定数值与当前数值比较的结果进行相关控制,其电气控制框架如图1 所示。
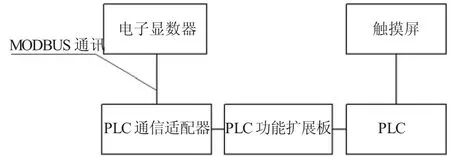
图1 电气控制框架图
以三菱PLC、三菱触摸屏、大祺电子显数器为例,电气系统配置如表1 所示。
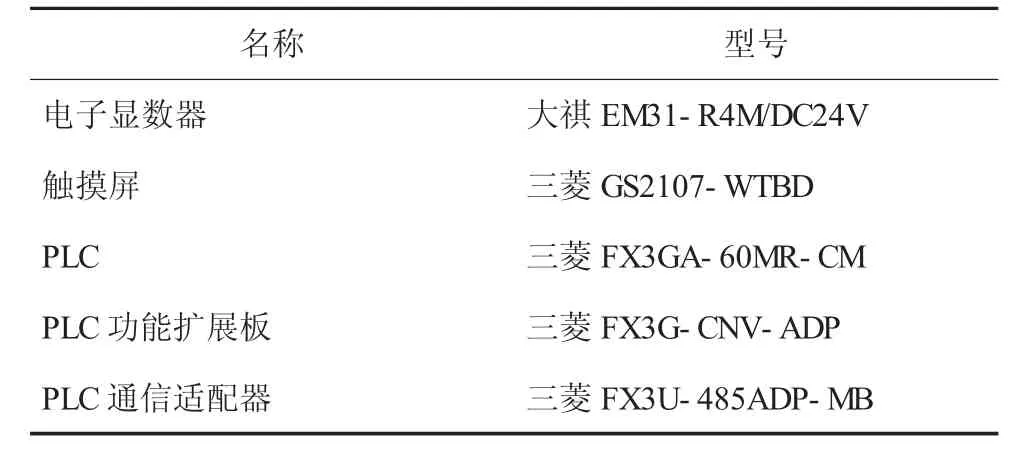
表1 电气系统配置表
2 触摸屏画面
在三菱触摸屏中编写压力机装模高度设置页面,包含装模高度当前值、装模高度设定值、确认按钮及通讯异常报警指示灯,编好对应地址值,如图2所示。
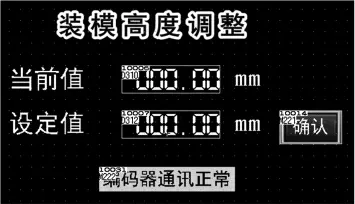
图2 触摸屏画面
3 PLC 编程
(1)如图3 所示,设定电子显数器为1 号站,读取1 号站的当前模高地址H2,存入D310 中。
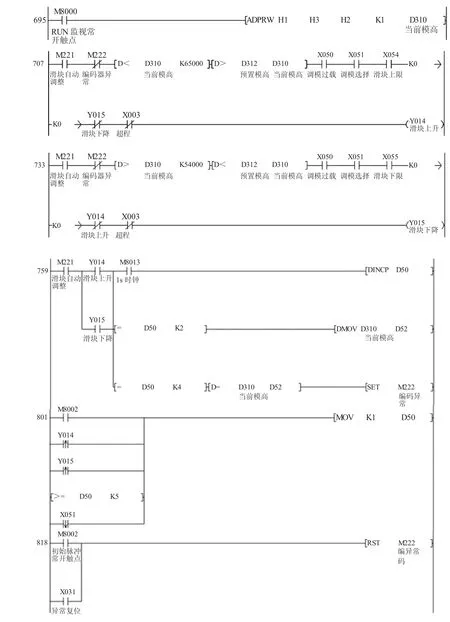
图3 模高调整PLC 程序示意图
(2)设定装模高度的上限为65000,当装模高度当前值小于上限数值并且设定值大于当前值时,Y014 接通,滑块上升,此时当前值随之增大,直至装模高度当前值等于设定值时,Y014 断开,停止调模。
(3)设定装模高度的下限为54000,当装模高度当前值大于下限数值并且设定值小于当前值时,Y015 接通,滑块下降,此时当前值随之减小,直至装模高度当前值等于设定值时,Y015 断开,停止调模。
(4)为防止装模高度在调整过程中发生通讯异常而导致动作失效,编写如下实时检验程序,用以判断装模高度在调整过程中是否发生通讯异常,如发生异常,则切断调模动作回路,触摸屏上显示编码器通讯异常,待通讯恢复正常后进行复位才能继续进行工作。
4 电子显数器参数设置
电子显数器通讯功能遵守标准的MODBUS 协议,菜单功能设置如表2 所示,根据PLC 的相关参数设置,电子显数器参数需设置为:FC1-3,FC2-3,FC3-1。
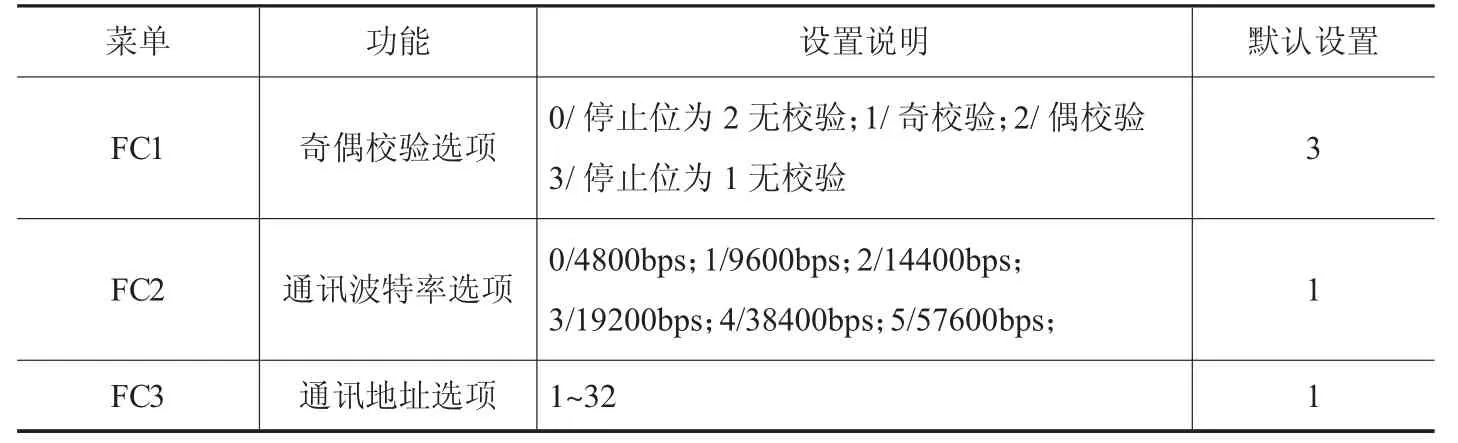
表2 电子显数器MODBUS 通讯参数设置表
5 结束语
至此,实现了在触摸屏中进行压力机装模高度的调整,通过设定所需要调整的数值,按下确认按键即可。在某些特定的场合,比如自动化程度要求比较高,需要进行远程控制的场合,该方案可很好地进行精确控制,而且更方便直观,具有一定的推广意义。
