三菱QD77MS4 模块在冲压生产线伺服上料系统中的应用
2022-09-14汤世松肖万彪詹俊勇
汤世松,肖万彪,詹俊勇,封 峰
(扬力集团股份有限公司,江苏 扬州 225127)
工业4.0 的快速兴起,使工业自动化的发展愈发迅猛,传统冲压行业逐步从重型化到轻量化快速转型。随着自动化冲压进程的持续发展,通过多机同步联动生产模式逐渐替代传统人工搬运生产模式,生产效率显著提升。在高强度的搬运模式下,伺服控制通过其稳定高效的优势,逐步占领市场。
本文主要以三菱QD77MS4 伺服控制模块为例,介绍一种伺服上料控制方式,主要用于汽车座椅导轨自动化生产。
1 系统构成及通讯协议简介
1.1 系统构成
伺服上料系统主要包括两个料叠,A、B 两个抓料手臂,取放料C 手臂以及传送带。其中伺服控制部分使用三菱PLC Q03UDE、QD77MS4 和伺服驱动器MR-J4-40B、伺服电机HB-KR43。
1.2 QD77MS4 介绍
QD77MS 模块配备了许多原点复位控制、定位控制、手动控制等定位系统中必要的基本功能以及针对这些控制的限制等辅助功能。定位控制方式有位置控制、速度控制等。模块1QD74MS4 主要控制两个料叠和A、B 两个抓料手臂,模块2 主要控制对象是取放料手臂和压机虚轴同步控制。
1.3 SSCNET Ⅲ总线通讯
SSCNET Ⅲ为三菱公司推出的新一代光纤运动控制网络系统,通过SSCNET Ⅲ专用通讯电缆连接三菱运动控制模块与伺服马达,实现硬件之间的相互连接。与伺服马达通讯速度高达150MHz,是传统脉冲型速度的800倍,最大传输距离可达1600m。主机CPU、运动CPU 及伺服之间的数据信号交互逻辑,通过SSCNET Ⅲ可实现真正的同步通讯。
2 软件设置及程序设计
2.1 GX Works 侧建立一个工程并配置硬件IO
根据实际选用CPU Q03UDE、智能模块及输入输出配置对应型号,并分配起始地址,如图1 所示。

图1 I/O 分配
2.2 程序设计
软件编程采用GX Works 2,以Q03UDE CPU 为主机控制器,GP-4402WW 为人机界面,编写PLC 程序和触摸屏程序。
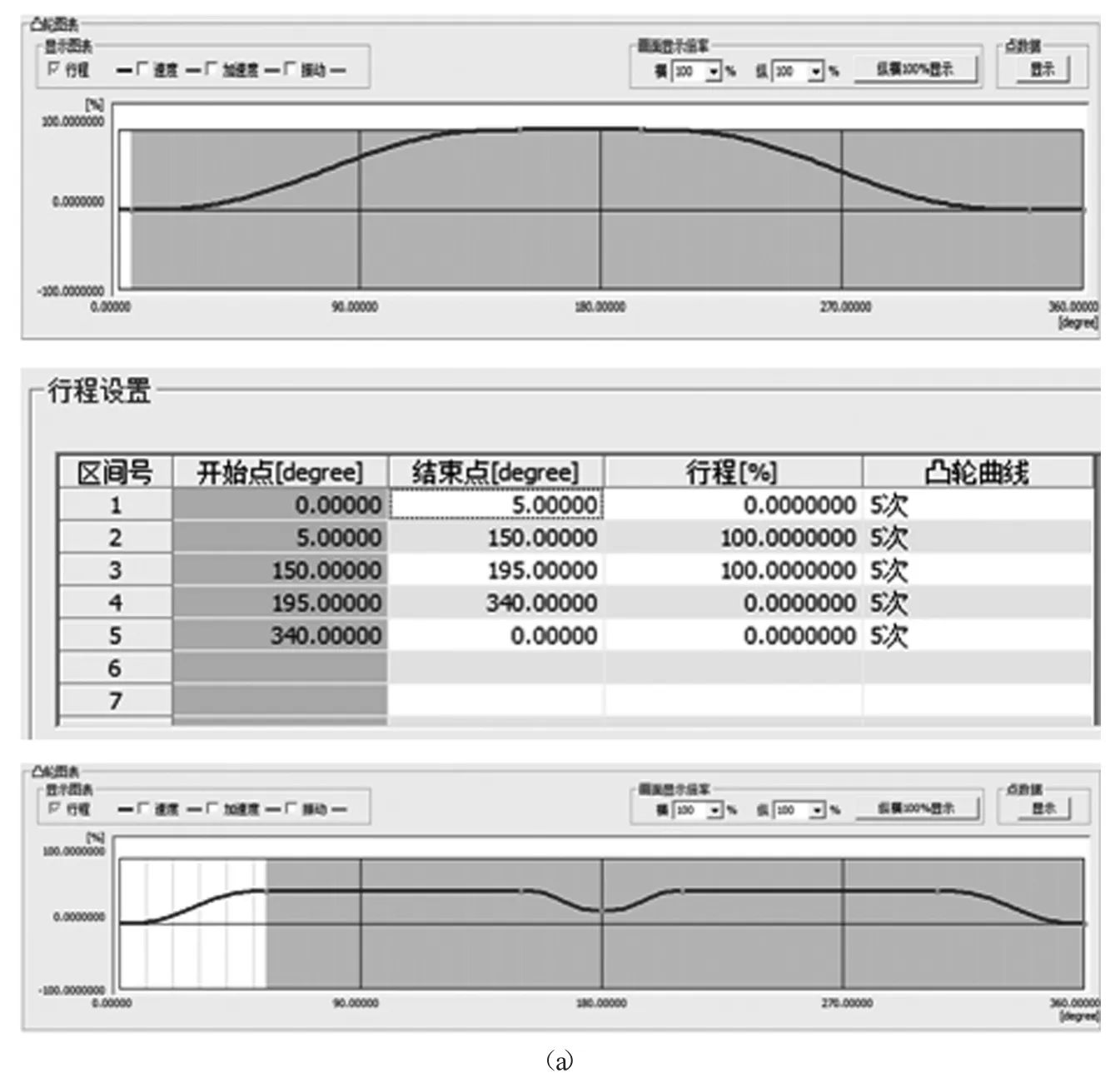
其中在取放料手臂与压机虚轴同步控制在三菱简单运动控制模块设置工具中设置虚轴同步数据。如图2 所示为凸轮数据图。
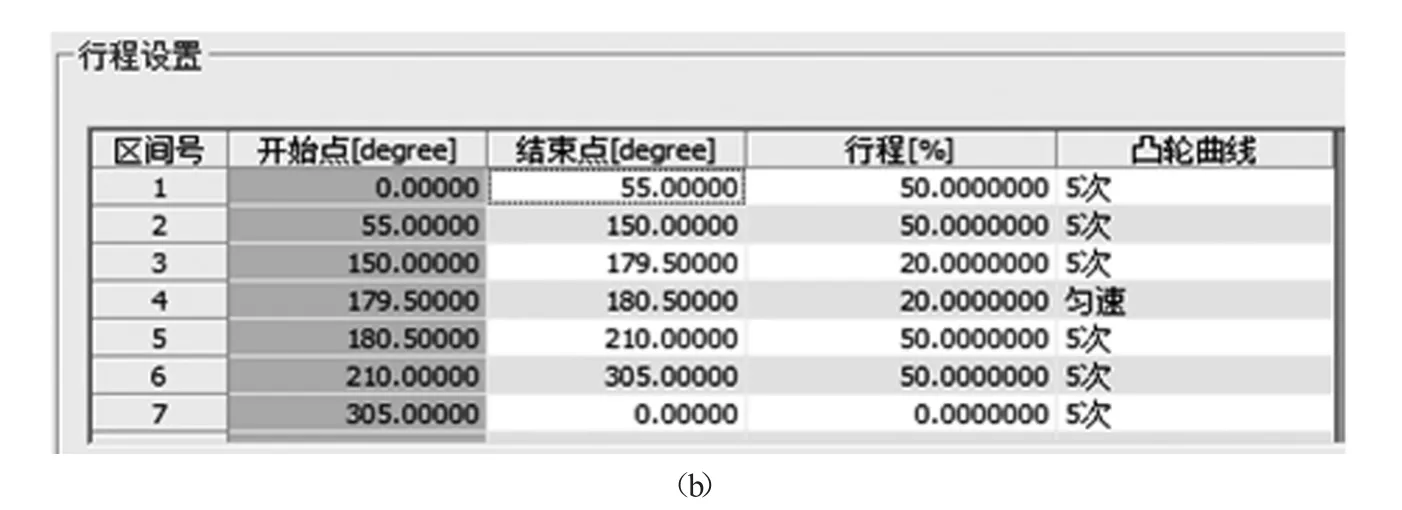
图2 凸轮数据图
整个上料系统采用可视化操作界面以及柔性化操作,大大方便操作者调整数据。如图3 所示为上料系统伺服调整界面。
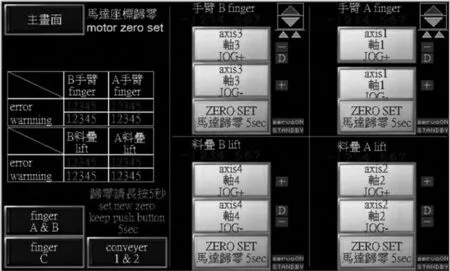
图3 上料系统伺服调整界面
3 结论
本文设计开发了一条伺服自动同步冲压生产线的伺服上料系统,用于生产汽车座椅导轨,上料速度快,稳定可靠,整线最高冲次可达32 次/min。本设计通过实际运行测试,验证了方案的可靠性与稳定性,为伺服控制的进一步实施提供了依据。
