水轮机组推力瓦烧瓦原因分析与处理
2022-09-07周景艺
周景艺
(国家能源集团贵州电力有限公司红枫水力发电厂,贵州 贵阳 551400)
0 引言
某水电站1#水轮发电机组自增容改造后,开机运行时推力瓦瓦温长期处于偏高状态,满负荷运行时推力瓦温度会上升至65℃以上,且呈继续上升趋势。为此,该机限负荷在15~16 MW运行,基本上限负荷运行1~2 h,8块推力瓦瓦温就能达到60℃左右,上、下导轴瓦温度正常。针对此现象,多次对此台机组进行了大中小修,但均未能解决问题。机组不能安全可靠运行,直接影响其经济性和发电效率。
1 事件背景
某水电站1#机组于2020年2月进行A级检修工作,此次A修的重点是解决增容改造以来推力瓦瓦温过高的缺陷。此次A修开始至开机甩负荷成功,经历了3次开机推力瓦烧瓦事故。3次开机烧瓦经过大致如下:
(1)此次大修按原计划更换了推力瓦及推力瓦架(拆除的旧推力瓦中多块瓦脱胎严重),机组A修整机检查中发现转轮存在下沉现象(上冠下沉7 mm,下环下沉9 mm),分析可能存在转轮轴向水推力过高的因素。为改善这一现象,将发电机镜板标高从修前的516 mm提至513 mm。至4月9日大修完成后,开机空转10 min后推力瓦瓦温过高停机。
(2)第一次烧瓦后,经再次拆机发现多块推力瓦托盘底部抗重块出现裂纹,周边伴有许多金属摩擦后产生的金属颗粒,用手摇动推力瓦托盘卡涩严重。后更换了新推力瓦和推力瓦托盘,并重新调整了受力。至4月21日,开机空转5 min后推力瓦瓦温过高停机。
(3)经前两次烧瓦现场分析决定,为尽量保证机组达到拆机前标准,采取如下相应措施:更换上推力瓦架,更换新推力瓦,机组标高恢复至拆机前标高,并重新盘车调整受力。至5月16日,开机空转5 min后推力瓦瓦温再次过高停机。
至此,3次开机试运行均宣告失败。3次开机瓦温如表1所示。

表1 3次开机空转推力瓦瓦温 单位:℃
2 主要数据分析与判断
2.1 大修前数据分析
1#机在大修前运行,因推力瓦温度偏高(约61℃),运行负荷受限在16 MW,不能实现18 MW满负荷运行。1#机A修前带负荷16 MW时的数据如表2所示。

表2 1#机A修前带负荷16 MW时所收集数据
查看数据可知,1#机组在负荷为16 MW时的顶盖水压为0.23 MPa,而该电站相同型号2#、3#机组在18 MW时的顶盖水压均在0.15~0.17 MPa。再根据拆机时发现多块推力瓦存在脱胎严重的情况来看,是过高的顶盖水压造成了推力负荷过大,且巴氏合金推力瓦承载能力有限,以至于发生脱胎的现象。
2.2 推力瓦托盘卡涩现象对烧瓦的影响分析
第一次烧瓦后发现推力瓦托盘中心抗重块出现裂纹,且推力瓦托盘不能自如活动,卡涩现象严重,托盘倾斜后均不能自动回位,实测托盘底孔与球头间隙均为0.30 mm左右。后更换新托盘及抗重块,并保证抗重螺丝球头与托盘底孔的配合间隙符合设计要求,如表3所示。

表3 新换托盘与抗重螺丝球头配合间隙表 单位:mm
更换推力瓦托盘并加工处理后,每块托盘活动自如,再无卡涩现象,然而开机仍然烧瓦。由此判定推力瓦托盘卡涩并不是烧瓦的主要原因。
2.3 机组恢复至拆机前标准并重新盘车调整受力后判断烧瓦原因
(1)此次盘车所采用的盘车数据如表4所示。

表4 第三次开机所采用的盘车数据 单位:×0.01 mm
从盘车数据来看,出现X、Y两个方向数据不一致的情况,数据无规律,同测点全摆度数据一正一负且相差甚大。
(2)从烧瓦的实际情况来看,三次所烧的推力瓦都具有相似性,每块推力瓦所烧区域都处于推力瓦靠外圆侧的1/2处。由于此台机组存在一定的特殊性,所以此前每块推力瓦的加工都严格按照如下工序进行:平板找平→研刮→研刮后再找平→破点,从而绝对保证推力瓦的平面度和推力瓦研刮的工艺要求。推力瓦烧瓦情况如图1所示。

图1 推力瓦烧瓦情况
(3)根据以上两种现象,总结分析出可能造成这一切的原因有:1)上机架承受转动部分的重量后存在倾斜量;2)推力瓦受力不可靠;3)镜板有变形。
(4)针对以上3种判断,采取相应措施,测量出以下数据,如表5和表6所示。

表5 上机架上部内圈钢板承受转动部分重量后变形量单位:mm
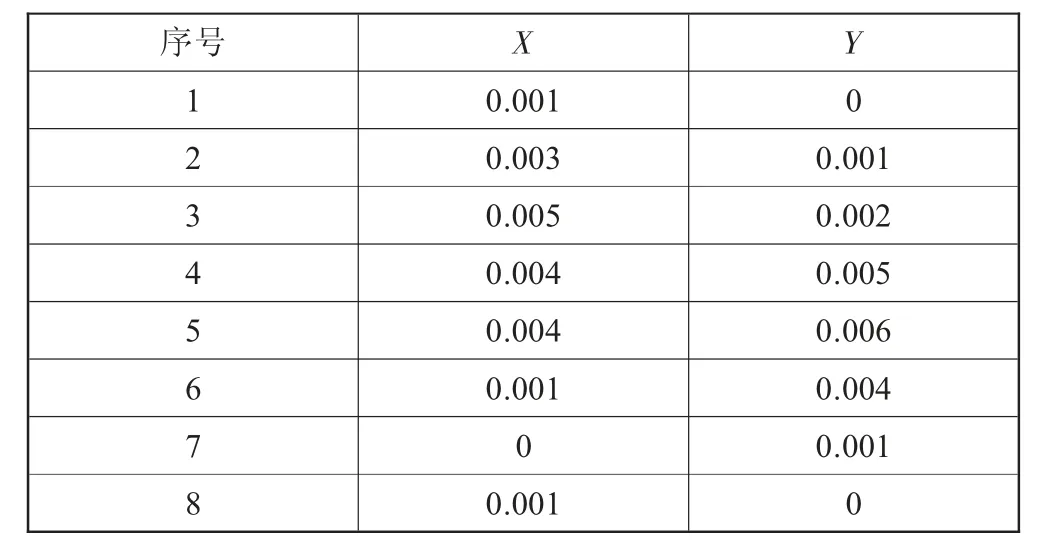
表6 推力瓦受力调整最后一圈千分表读数 单位:mm
数据结论:与同类型机组所测得的数据对比,符合要求,上机架受重后不存在倾斜量。
受力调整结论:通过计算,最后一圈每敲击一块瓦时,X、Y方向读数的矢量和与其平均值之差小于10%,受力调整符合标准。
2.4 综合结论
经测量,排除上机架承重后存在变形量及受力不可靠等因素,从而判定镜板存在变形的可能性较大。
3 缺陷原因分析
3.1 镜板因素
(1)将镜板送至专业检测机构进行平整度检测,检测结果如图2所示。

图2 检测后得出镜板变形情况
检测结论:镜板变形后基本呈拱形,变形量最大约0.27 mm,硬度检测合格。
(2)检测结果分析:镜板变形导致调整受力情况存在一定的虚假性,以致盘车时推力瓦受力状态不稳定,盘车数据存在无规律性,再结合烧瓦的实际情况来看,分析出现了如图3所示的情形。
(3)结论及导致镜板变形的主要原因分析:镜板与推力瓦面存在局部受力过大的情况。推力瓦与镜板接触面受力面积越小,推力瓦单位面积内受力就越大,导致推力瓦所承受的轴向力不能均匀地分散至整个瓦面,从而在机组开机试运行中,推力瓦与镜板的接触面在高承载压力的状态下受力逐渐扩大,最终导致烧瓦。
据此前得出的结论,由于该机组较同类型的其他机组,所承受的轴向水推力更大,镜板与推力瓦之间长期处于一种高承载压力状态下,再加上此次A修过程中,镜板拆除后处于无受力状态下放置时间较长(1个月左右),镜板之前在高承载压力状态下所吸收的应力得到释放,从而导致镜板变形。
3.2 推力瓦因素
现使用的巴氏合金金属推力瓦存在承载能力差、合金熔点低等缺点,自1#机增容改造后,推力瓦设计的单位承载能力已无法满足机组在额定水头下推力瓦的单位最大负荷,所以出现了拆机时发现推力瓦瓦坯脱落的情况。因此,运行机组存在推力瓦瓦温长期偏高的缺陷,使得1#机组不得不限负荷运行。
3.3 最终结论
综合镜板与推力瓦的两大因素考虑,最终得出推力瓦烧瓦结论,如图4所示。
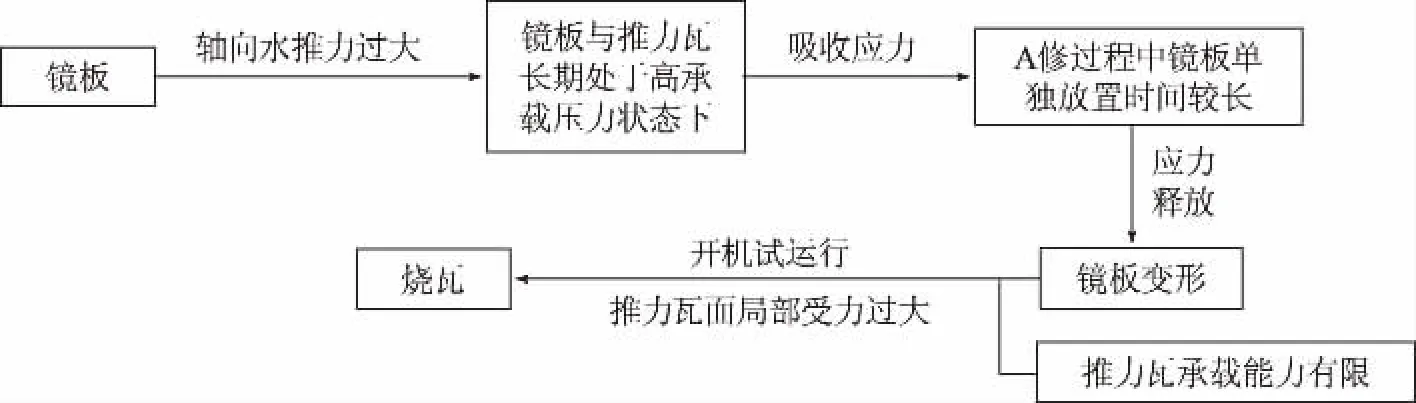
图4 推力瓦烧瓦结论图
4 处理措施
(1)镜板送检加工,恢复镜板表面的光洁度、平面度、平行度,使镜板上、下两平面的平行度≤0.04 mm,镜面平面度≤0.01 mm,粗糙度Ra0.2,满足水轮发电机镜板工艺要求。
(2)更换镜板与推力头之间的绝缘垫,因检修次数过多,绝缘垫厚度不能满足要求,且由于盘车数据的误导,砂垫情况不可靠,从而造成台阶与坡度不均匀,所以决定更换新绝缘垫。
(3)将1#机原巴氏合金推力瓦更换为耐承受压力更大的金属弹性塑料瓦。金属弹性塑料瓦平均工作压力为6.5~7.0 MPa,比传统巴氏合金提高了60%~70%,摩擦系数小,且各方面综合性能均强于巴氏合金[1]。一般更换塑料瓦后,可将瓦面积减少8%~20%,实践表明,由于面积减小,在单位面积发热量不变的条件下,总体发热量降低,再加上塑料的导热性差,导热系数比巴氏合金低很多,金属弹性塑料瓦运行安全可靠,在国内水电站中得到了广泛应用。
(4)重新盘车调整受力。
5 采取措施后的主要数据及总结
镜板加工及更换推力瓦后的盘车数据如表7所示。

表7 镜板加工及更换推力瓦后盘车数据 单位:×0.01 mm
数据结论:盘车数据可靠,消除了之前镜板原因造成的X、Y方向数据不统一的缺陷。
总结:采取措施后,1#机经空转、带负荷、甩负荷等一系列试验,推力瓦温度稳定且均匀,满负荷72 h运行,推力瓦温度最高仅为32.8℃,各项技术指标正常,推力瓦烧瓦及瓦温过高的问题得以成功解决。开机推力瓦瓦温如表8所示。
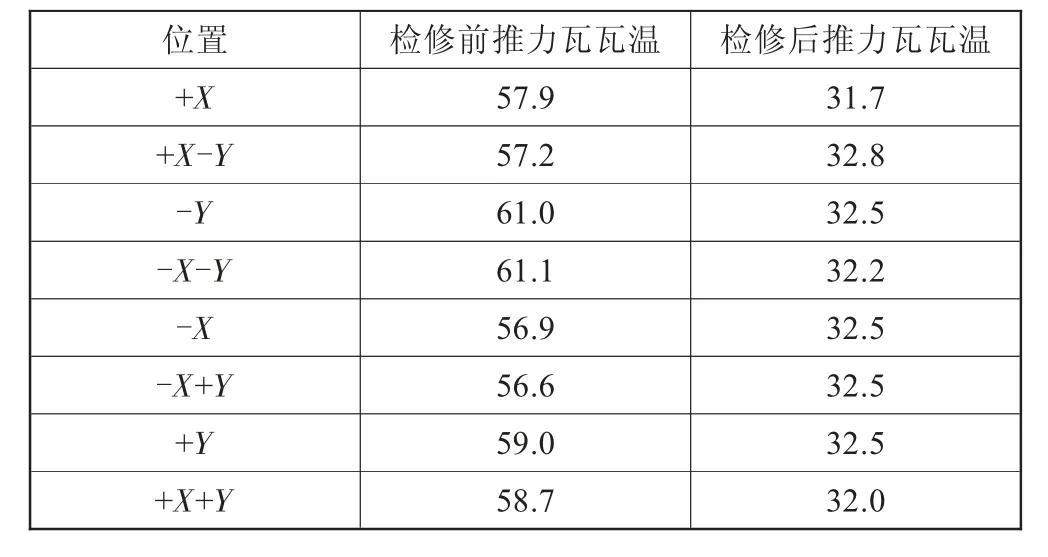
表8 恢复镜板平整度、更换塑料瓦前后推力瓦瓦温对比单位:℃
6 结语
在此次事件的处理中,成功消除了镜板由于应力释放引起的变形量,并将机组推力瓦换成塑料瓦,克服了镜板变形导致的推力瓦面局部受力过大的情况,解决了推力瓦最大承载负荷过小的问题。该水电站1#机组自2020年2月A修竣工以来,运行至今各项数据指标正常,机组发电效率提高,为该站今后的安全生产做出了重大贡献。