铁路货车状态修模式下检修工艺装备的发展方向
2022-09-07丁源,李冰
丁 源,李 冰
(1 国能铁路装备有限责任公司,北京 100120;2 中车齐齐哈尔车辆有限公司,黑龙江 齐齐哈尔 161002)
状态修由于在检修规程上变化较大,因此需要有新的检修工艺装备做为支撑。通过对现有的检修工艺装备进行适应性分析,以满足“快检、快换、快修”为目标,要提出新型检修设备的需求,并研究新型检修设备功能及配置,以保证状态修的实施效果。
1 铁路货车状态修的主要内容及对检修工艺装备的要求
状态修规程是根据车辆及零部件可以满足运行要求的基本条件,合理划分维护级别,科学制定各维护级别的检测项目和修理标准。状态修的实质就是依据车辆的状态进行不定时和有针对性的修理,不仅需要随时掌握车辆的状态,还要预测车辆的状态[1]。状态修检修工艺是依据状态修规程对铁路货车进行及时准确的检修,快速修复车辆缺陷及故障,减少不必要的测、拆、修,降低检修维护成本,提高车辆使用效率,实现经济效益最大化。
1.1 状态修的内涵及主要内容
状态修是以车辆服役里程为基础,充分利用地面和车载设备进行实时监测,采用信息化和大数据技术手段,实现准确识别和预测车辆及关键零部件的使用及安全状态,通过科学换件修和数次重造来保持车辆在整个寿命期内的运行稳定和可靠,从而提高车辆检修质量和使用效率,最终实现运输效率、运输安全和检修成本3 者之间的平衡[2]。状态修是采用判别系统对运行数据、检测数据、检修数据进行综合判定,从而制定出合理的检修内容,具体流程如图1 所示。

图1 状态修判别系统模型
状态修除在检修限度、检修范围等方面进行了优化外,在作业方式上较现有模式也有较大的变化。在线路运用方面采用自动机检的方式,仅对极个别影响安全的车辆进行处理。当主要探伤大部件集中到期时,就对车辆的各部位装置进行分解检查和恢复功能。在车辆重造之前,根据车辆各零部件的磨耗和损耗规律,分别进行几次集中换件检修:当闸瓦磨耗到限时,在线路条件下换瓦并对技术状态不良的车辆进行处理;当轮对踏面磨耗到限时,在修车库内更换并修理轮对、钩舌和制动阀;当橡胶类零件寿命到期时,到检修基地内的各作业区进行分解和更换,并修理转向架和钩缓装置中关键零部件。
1.2 状态修检修工艺的主要内容及特点
检修工艺要符合状态修的内涵,提高车辆使用率,降低维修成本,在检修效率和检修质量2 方面都得到保证。状态修检修过程较计划修流程大为减化,对检修效率要求更高,状态修与计划修工艺流程对比如图2 所示。为了保证检修的效率,需要采用快检、快换、快修的工艺方法。而为了保证检修的效果一致性,对车辆采用换件修,对零部件采用集中修是主要的解决措施[3]。检修工艺主要包括检测和修理2 部分,检测除了发现故障外,更重要的是监控并能预测车辆状态;修理分为整车和零部件这2 类,方法分为现车修理和更换新品或修竣2 种,检修工艺制定需要考虑效率和成本的平衡。
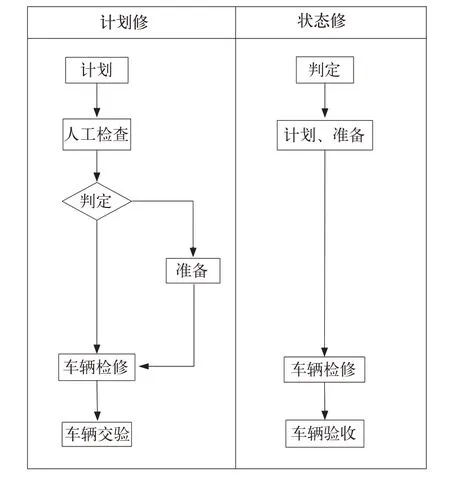
图2 计划修与状态修工艺流程对比
状态修的车辆和零部件检修过程可归纳为分解组装工艺过程和零部件检修工艺过程,分解组装工艺过程是指整车、转向架、制动装置及钩缓装置由于检测或换件的需要,进行全部或部分的分解和检测,然后用原件或新件或修竣件重新组装试验的过程;零部件检修工艺过程是指车体或零部件在集中修现场,按统一标准进行清理、检查、修复或报废的过程。
状态修检修工艺在整车方面以快速换件、迅速恢复列车性能为特点,采用“检修分开,检查为主,换件修理,集中加修”的检修模式,同时通过运输全过程的监控,提前做好意外损伤的处理,避免意外情况对检修工作的影响。
(1)状态修由过去的被动式安全监控变为主动式安全评估,需要增加新型实时监测装备做为支撑,同时要保证修理零部件质量一致性。
(2)状态修以车辆状态为检修依据,要求检修工艺要有层次性,以适应车辆多样的运用状态,充分利用设备,在人员配备最少的情况下,保持作业秩序的稳定。
(3)状态修的修程将会随着车辆技术的发展、运用条件的改善而及时调整优化,要求状态修工艺需预留调整空间,用于增减工序和作业内容。
2 铁路货车状态修模式下检修工艺装备的研究方向
状态修是一种直接面向运输的铁路货车质量保证体系,运用和检修成为了一个整体,改变了过去各修程间的条块分割,有利于制定方法经济、管理简单、流程明晰的检修工艺。根据状态修的检修内容,状态修检修工艺大致可分为运用监控、在线整备、状态维护、车辆恢复4 个部分。其中运用监控是通过在线和车载检测设备对列车安全状态进行监控,并为检修提供基础数据;在线整备是在列车不解编的情况下快速处理车体、制动故障,对转向架、轮轴和钩缓进行换件修;状态维护分为不同的级别对车辆的损伤和磨耗及时进行修理,保持车辆的运行品质;车辆恢复是将车辆分解,对零部件进行检修,然后重新组装,恢复车辆状态。
检修工艺能力设定的总体原则是:运用监控时处理影响安全的故障;在线整备时处理重要故障;状态维护时保持车辆运行性能;车辆恢复时系统恢复车辆初始性能。具体工艺设置为强化检测,集中修理,取消实用性差的修理工序。为了便于状态修的推广,在制定检修工艺时要充分考虑现有的条件,立足于现有作业场所,不对既有工艺流程做大的调整,避免增加工序,以便能充分利用既有设备工装。
2.1 既有检修工艺装备的特点
既有检修工艺装备是在多年实践中逐步填充和完善的,具有作业难度低,保证质量措施多的优点,但在状态修模式下,存在着工艺流程长、检修效率低的缺点,具体如下:
(1)车辆和零部件检修线均是按逐级分解或组装设计的。需更换任何零部件均是按整车分解、大部件分解、小部件分解的次序进行,组装时反之。这样作业简单,不容易丢落件,但效率太低,灵活性差。
(2)配置工艺线上的设备时不预设零部件状态,按照最复杂的情况进行设计,基本都包括预处理、检测、修复和交验等,这样在检修中不容易漏项,但流程长且固定,会造成过度检。
(3)工艺设计思路是以设备保工艺。在车辆和零部件的修复和检查中配备的设备多,质量保证能力很强。但由于设备功能都很齐全,占地面积大。车辆和零部件检修作业需要较大的作业面积,并要划分成不同的区域,需要较长的运输距离,检修效率不高。
(4)各工艺线都设置了检查工序,重点部位多次检测,以多层次的检验来保证质量,但大多以人工检测为主,需要较长的时间,降低了检修效率。
2.2 状态修下检修工艺装备的设计原则
现有的检修工艺特点是检修不分、人检为主、侧重于修理,在状态修下改为检修分开、自动检、换件修。
(1)创新检测方法,不仅要研究在线路上的实时检测方法,还要研究在不分解的情况下检测零部件性能的方法和装备。
(2)为适应车辆换件修、零部件集中修的检修工艺,对原有的车辆检修与零部件检修一体的工艺装备进行升级或改造,更换零部件无需再按产品结构层级全部分解,解决零部件与车辆检修互相影响造成的效率低下、检修质量监控不可靠的问题。
(3)非磨耗零部件研发以检测为主的流水线,磨耗零部件研发偏重修理的工艺线,能够利用运用故障推送数据的不再设计检测工位,以提高检修效率。
(4)加强在线路上不分解车辆工况下的检修工艺装备的研发力度,实现车体和制动故障在线路上快速修复,并可更换钩缓和轮轴发生故障的零部件,以便通过在线整备就可恢复列车的技术状态。
2.3 状态修下需配备的检修工艺装备
运用监控主要是对检测系统提报的故障进行人工确认,进行摘车或放行处理。由于减少了过去人工检查的过程,因此需配备全面且可靠的在线检测设备,如闸瓦磨耗监测系统、车轮踏面监测系统、车体损伤图像识别系统等。
在线整备是在列车线路条件和不解编的情况下,同步进行检查车辆技术状态、更换闸瓦、处理制动关门车和车体破损车辆修复等工作。作业点增加了在线路上处理车体、车门故障的设备,在线边配置了风和电等动能设备、车辆运输通道等。也可建设专用的整备线,配套通过临修库完成轮轴和转向架的换件修。
状态维护时针对轮对磨耗和集中到期的其他零部件进行批量更换,如批量更换轮对、制动阀、钩缓组成等,转向架需为了更换橡胶到期件而进行分解,同时检查转向架各零部件状态,减振装置及弹簧不需分解。转向架快速检测台架可实现不分解状态对各零部件进行检测,然后根据检测结果分别进入快速换轮台位、制动件换装台位等专用台位进行换件。
车辆恢复的作业范围主要是对全列车进行全面检查和分解,制动装置按模块化方式快速分解。钩缓装置、转向架全部分解,对货车的各零部件进行集中修。采用符合要求的零部件进行轮轴、转向架、制动及钩缓组装,需检修的零部件进行集中修。有整车抛丸、涂漆工艺、转向架分解工艺、枕架抛丸探伤工艺等。零部件在各自的检测线上进行检测。整车检修需采用流水化作业方式,实现轻重修分开。
3 铁路货车状态修下新型检修工艺设备需求研究
状态修下的新型检修工艺设备要改变人检效率低的问题,同时适应检测为主、换件检修的发展方向,分为快速检、快速换和快速修等3 类设备。其中重点是快速检测设备中的在线监测部分,包括轨边式和实时式,研发对不合格的原因分析有辅助作用的检测设备,快速找到故障原因,以提高检修效率。
我国既有铁路货车的运用实际情况,以及状态修的要求,应重点从制动故障、轴承质量、轮对磨耗、转向架技术状态等方面加强检测能力,优先对以下几种设备进行研究。
3.1 快速检测工艺装备方面
(1)接触式轴温实时探测装置。采用实时接触式的测量方式,较现有的间断非接触式测量提高了检测效果,还可区分热轴、热轮2 种故障类型。在轮轴检修时,可利用整个运行期间的温度曲线,综合判定轴承的状态,提高检修时判定的准确度。在列车运行过程中,由地面设备接收测量的轴温信息,并上传到数据处理中心。
(2)铁路货车转向架状态监测系统。设备无需外接电源,数据为无线传输,可安装于转向架上,具备与地面接收装置相互传输数据的能力。此系统可收集车轮与轴承等部位的振动信息,并将车载振动信息下载至地面装置服务器。通过建立振动诊断分析模型,实现对转向架的有效监测,实现对各类故障的早期预判,保障行车安全。通过带有自学习功能的专家系统,还可判断出失效零部件,为转向架精准换件修提供依据,提高检修效率。
(3)铁路货车空气制动装置技术状态实时在线监测系统。实现空气制动机故障预测和预警,在数据采集的基础上,运用人工智能技术完成对采集数据的分析和处理,实现铁路货车车辆空气制动机性能的诊断,并提供故障预警、状态提示等功能。系统需要诊断出制动不良、缓解不良、自然制动、自然缓解、制动缸漏泄等空气制动机常见故障。
(4)铁路货车定位追踪管理系统。目前车号自动识别系统只能实现节点式管理,货车位置不精确、轨迹不完整[4]。状态修下货车管理需要高效便捷的获取位置信息,从而计算运行里程、获取具体运行工况,为自动判定修程提供数据准备。
(5)闸瓦磨耗自动检测及预警系统。该系统可对线上货车闸瓦进行高速拍照和精确测量,通过测量值与基准值的比较进行自动报警;还可对闸瓦剩余尺寸、磨损规律进行统计分析,并结合制动次数等运用工况对每个闸瓦的寿命做出实时预测。列车入线前闸瓦信息传送到信息化系统,可提前对换瓦的料件准备和人员配备进行安排,改变了需在列车入线后并经人工检测后才能开始安排换瓦的现状,极大地提高了检修效率。
(6)车轮尺寸在线检测系统。在列车运行情况下,对通过的货车轮对进行自动扫描,能够计算出在运用和检修中需重点关注的尺寸,如轮缘厚度和高度、轮缘垂直磨耗、踏面圆周磨耗和踏面擦伤等。不仅可减轻人工检查劳动强度,提高检测精度外,还可对轮对故障进行预警,提高车辆安全性。车轮尺寸在线检测系统的数据还可与传输到轮对车床中,用于编制加工程序,为精准旋修提供基础,延长车轮使用时间。
(7)研制车辆外观可视自动检测系统。布置在易对货车产生损伤的装卸作业点处,以代替运用中的人工检查。通过全方位安装部署适应全天候的图像采集设备,对车底部、车体侧部、车体侧下部、车顶以及端墙等准确定位并采集图像,能够对货车车辆表面可视部分出现的部件破损、丢失等错误进行自动识别并提供预警功能,并立即传输至中心服务器,由信息化系统判定是否需维修,并将作业内容提前传送到维修单位,以便提前做好生产安排。
3.2 快速换件工艺装备方面
(1)车钩缓冲装置快速更换装置。可在该检修台完成状态修用钩舌、钩体、缓冲器、钩尾框更换检修。取消天车等辅助吊装作业,无需钩缓装置全部拆卸、无需异地检修。对需要检修部位进行检修,不需要的部分可以不分解。车体可以在车体移动架车装置上横向移动,移动到钩舌更换装置、钩体更换装置、缓冲器更换装置,完成相应检修。
(2)转向架快速检测台架。主要功能是实现转向架快速检测、轮对快速更换,此外还起到了一个甄选枢纽的作用,即在该工位通过检测判定转向架下一步的行走路线,通过检测若转向架无故障,直接组装新轮,进入下道交车工序;若发现故障则进入进行检修、更换、探伤、装配等工序。
(3)配件智能仓储系统。实现无人化管理,自动配货,对入库、出库配件的种类、时间进行智能管理。此外,还能够依据在线检测和检修过程的数据进行配件需求预测,制定合理的采购计划,并分各检修单位间的库存。
3.3 快速修理工艺装备方面
(1)铁路货车多功能检修专用线。在保持队列完整的前提下,能快速恢复列车安全,信息化系统可提前获取车辆故障信息,实现精准换瓦、换轮和换钩,并对检修内容进行预判。专用线有运输通道和配套公用工程,研发自行式车体检修机,能快速修复车体和车门破损车辆,外观检查采用机械人方式。采用检修专用线后,可以减少甚至取代列检和站修所。
(2)检修工艺信息化系统。状态修时需要收集检修时的相关数据,作为对车辆性能进行自动评价诊断的依据,以便修制能够不断优化[5]。因此需建设一个检修工艺信息化系统,将主要的检修工艺装备接入系统中,并利用标签转移零部件的信息,实现以共享方式进行数据采集,尽量避免人工录入,保证数据的准确性。
(3)车体转序输送线。研发可横纵向移动的车体运输车进行车体的捣运工作,解决固定台位式占用时间长无法形成流水,需要运输通道宽等问题。在检修库房内分别设置车辆分解检查台位、架落车台位、配备专业设备的检修台位。车体运输车运行区在台位中间,无固定轨道,地面设有运输车可自动识别的定位网络,由计算机系统根据所需检修信息,控制车体运输车将车体运送至各相应台位。通过转序输送线的使用,避免了由于单车检修时间差异造成的整体节拍的放缓。
(4)钩舌自动探伤设备。采用搬运机械手钩舌上下料,并可模仿人的手部动作,通过手柄控制钩舌旋转人工检查裂纹;或者按给定程序、轨迹,配合图像识别技术自动完成探伤,从而减轻操作者劳动强度,提高探伤效率。
4 结 论
铁路货车状态修检修工艺是建立在车辆具体运用特点的基础上,通过在线检测方法应用、新型检修设备研制、工艺措施提升及管理创新等进行支撑,实现了车辆检修的快检快换和精准施修。在状态修下,研发具备分析故障原因的检测设备,关键零部件实现自动检测,检修工艺装备能充分利用监测设备的故障预报信息,在零部件施修前就可掌握其状态,实现快速和精准检修。