中厚板轧机同步电机集电环周围问题分析与处理
2022-09-03雷国福黄小龙
雷国福 黄小龙
(宝武集团中南钢铁广东韶钢松山股份有限公司)
0 引言
韶钢中厚板轧机同步电机功率是8MW,变频调速驱动,为了向励磁绕组供应直流电,使用电刷和集电环。励磁电压额定值为120V,励磁电流额定值为906A,单极14个电刷。集电环周围主要包括电刷、刷架、刷握、弹簧等。集电环、电刷会因运转而磨损,导致集电环周围存在磨屑、松动等状况,因此集电环周围是日常维护的重点部位,也是维护量最大、最频繁的部位,对同步电机的维护至关重要。
1 集电环周围的主要问题及原因
集电环周围设备,电刷滑动,持续运转一定时期后,由于电刷周围的不完备以及受其他的周围各种环境条件的左右,有可能出现较多事故,其根源在于以下几个主要问题没有及时关注和解决。
1.1 运转中产生火花
正常运转时不会产生火花,由于某种原因,确认运转中产生火花时,必须在集电环的表面变得凹凸不平之前尽早调查集电环表面,查明原因,采取对策。产生火花的原因主要包括以下几种情况:集电环表面的凹凸;过剩皮膜,附着油脂;电刷间的电流不均匀;电刷与刷握的随动性不良,可能会因刷握内粘合碳尘妨碍弹簧效果,使电刷压力降低而产生;刷握与集电环之间的间隔过大。
1.2 集电环表面凹凸不平
集电环磨损包括电气磨损和机械磨损。
1)在电流作用下,不仅有机械磨损,还有电气磨损。所谓电气磨损,指的是由于电弧高温和放电等因素的作用,使极面材料受到损坏的情况。因电气磨损影响极面,也会对机械磨损的程度产生影响。电流通过电刷和滑环的接触面,直接传导的部位不断变动,电流密度又很大,使一些点温度很高;电弧的高温作用,会使两侧极面局部熔化、脱落,金属会变成金属蒸汽,电刷则结构松化,受氧化腐蚀而脱落,此即电气磨损的表现。极性不同,磨损情况不同。在电弧作用下,阳极(正极)表面局部灼热而蒸发出“金属蒸汽”,使阳极表面损蚀,这叫“阳极蒸发”;阴极(负极)因受正离子撞击和高温作用发射电子,使阴极表面也遭受破坏,这叫“阴极粉化”。阳极蒸发和阴极粉化的作用,电刷和滑环由于电流方向不同会出现极性差别。当电流由电刷流向滑环时,电刷为正极,滑环为负极,则结果是:电刷面上发生微小程度的阳极蒸发,碳粒、石墨离子迁移到滑环表面,电刷有电气磨损。滑环表面有轻微的阴极粉化,并附着碳粒、石墨,成润滑、光泽的镜面。由于滑环表面平滑,机械磨损较小。当电流由滑环流向电刷时,电刷为负极,滑环为正极,则结果是:电刷面上发生阴极粉化,电气磨损小。滑环表面发生阳极蒸发。大量金属蒸发,使其表面损蚀严重,同时,这些金属粒子也易附于电刷磨损面上,反过来会使换向器表面严重磨损,出现条痕。这种情况下,滑环表面粗糙,呈金属光亮,面间机械磨损大。
总的来说,当电刷为正极时,电刷电气磨损大,机械磨损轻微,滑环的电气磨损和机械磨损都很小;当电刷为负极时,电刷电气磨损小,机械磨损大,滑环的电气磨损、机械磨损都很大。为了使磨损均匀,对于滑环,因为正环电流由电刷流向滑环,电刷正极性,滑环负极性,故正环磨损小;同理,负环磨损大,故两环极性应经常调换。
2)纯机械磨损电刷和滑环表面相接触,由于弹簧压力作用和材料弹性变形的缘故,使直接接触部分互相嵌入。当相对滑动时,必然有摩擦作用而形成磨损。如果电刷颗粒细软,则碳粉易被沾在滑环表面,使滑环成为具有亮滑的石磨镜面,电刷的磨面也很光滑,两者的机械磨损都较小。但如果电刷质量不佳,颗粒粗硬,甚至含有少数如金刚砂之类的硬质颗粒,则必然会对滑环表面进行刮割,使后者出现金属光泽或纹路,电刷本身磨面也会出现硬粒脱落后而划出的纹道,使机械磨损大大增加。
1.3 集电环周围维护不周
集电环周围磨损、震动、灰尘不可避免,按要求清洁、紧固、检查更换对集电环设备的稳定运行至关重要。例如,由于忽略碳尘大量附着在集电环和刷握周围的表面上而引起闪络事故;碳尘在刷握与电刷之间堵塞,电刷无法顺利移动;电刷离开集电环,变成非励磁状态;其他正负电刷的导线(软辫线)接触后引起励磁电源的短路事故等。此外,长时间放置后,集电环表面会生锈,如果照样进行运转,会造成电刷的异常磨损等。
2 集电环周围设备检查方法
集电环周围设备的预防性维护必须按规范检查,集电环检查包括日常检查、周检查、年度检查、刷握弹簧压力测定等。
1)日常检查,以运转过程中目视、听音为主(见表1)。
2)周停机检查,以停机近距离目视、测量为主,根据情况进行吹尘、紧固等工作(见表2)。
3)年度停机检修,以停机解体测量、调整为主,根据情况进行解体测量、吹尘、调整等工作(见表3)。
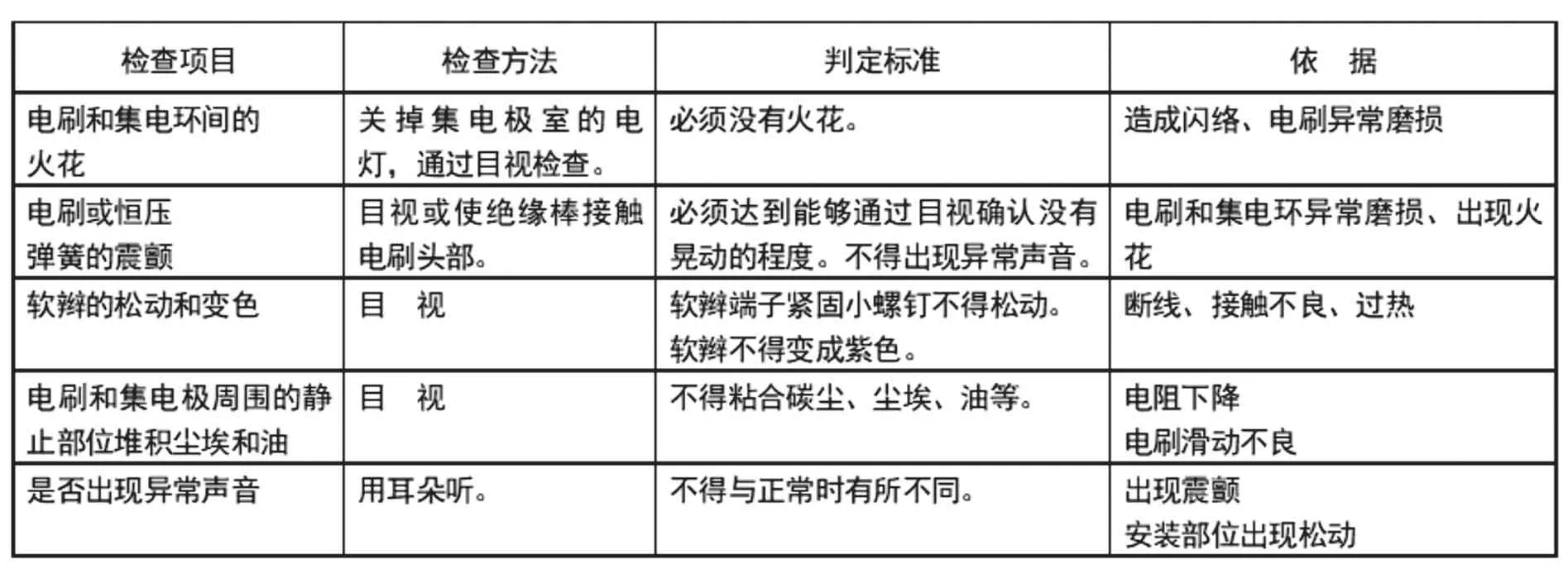
表1

表2

表3
3 集电环周围设备调整方法及注意事项
集电环周围设备良好运行的前提是安装上机时的精密调整以及各关联部分间的调试配合,以下是相关设备的调整指导。
3.1 停止时电刷更换及注意事项
1) 拧松要更换的电刷软辫线端子的固定螺丝。
2)将图1的后面板朝“Y”方向按下,朝“X”方向倒,然后在此状态下拉拽,后面板即可取下。
3)拔掉旧电刷。
4)确认刷握内是否粘合碳尘。
5)安装滑配合过的对应电刷,然后按照与第2项相反的要领安装后面板。
6)安装软辫线的端子。
7)确认弹簧是否确实放置到电刷上面的凹部。
8)抓住电刷顶部使其上下移动,确认其与刷握的随动性是否良好。

图1
在运转中更换电刷时,原则上正极、负极都分别在平均每个集电环的全部电刷个数的不到20%的范围内更换。一次更换的个数超过此范围会很危险。需确认要更换的电刷已经用其刷握进行过滑配合。更换电刷时,充分注意避免软辫线接触到相邻的相。用螺丝牢牢地固定更换的电刷的软辫线。更换电刷时,要更换为相同品牌的电刷。即使混用同一特性的不同品牌的电刷,也会导致电刷间的电流不均匀,因此要绝对避免混用品牌。
3.2 电刷与刷握的调整
如果电刷与刷握的间隙过大,运转中电刷会在刷握内出现震颤现象,引起产生火花、异常过热、妨碍集电环表面的皮膜形成等故障。
通常电机出厂时已经将电刷与刷握的间隙调整为正常间隙,在表4中表示电刷与刷握的正常间隙,供参考。
3.3 刷握与集电环的调整
刷握与集电环之间的间隔偏离图2的适当间隔尺寸时,要拧松安装螺栓,移动刷握,调整到适当间隔,且调整时注意以下事项:必须与调整前的刷握安装中心线(”Y”)吻合;如果刷握安装时偏离调整前的安装中心线,集电环和电刷的滑动面会出现单侧接触,引起电刷间电流不均匀,产生火花;间隔调整后紧固安装螺栓时,不要拧得太紧;刷握为铜合金材料,如果拧得太紧,可能会损坏螺纹。
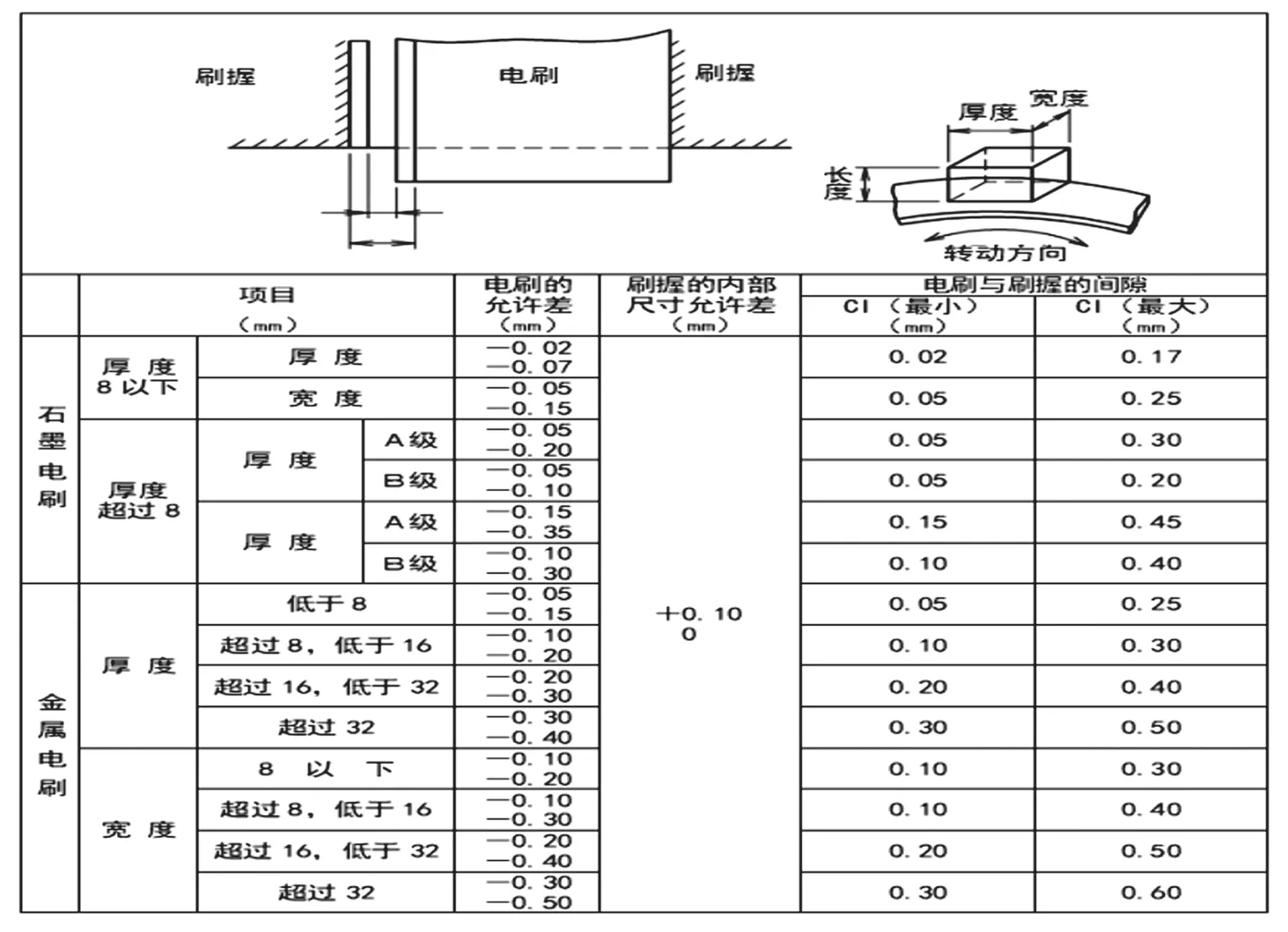
表4
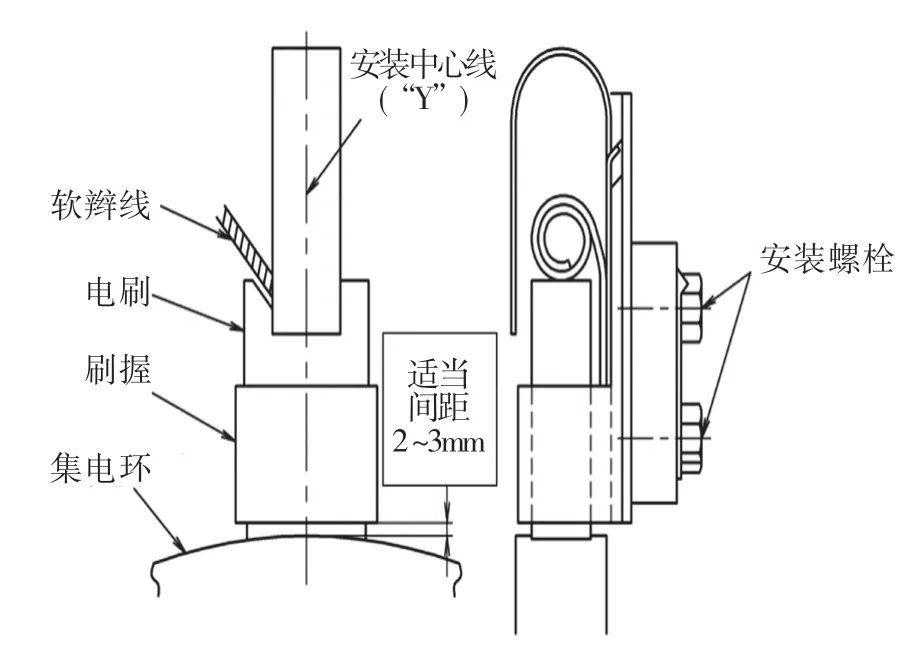
图2
3.4 电刷的滑配合、电刷的使用限度
电刷的滑配合是使集电环与电刷的滑动面充分密合的重要作业。电刷的滑配合作业包括以下要领。
1)将要进行滑配合的电刷安置在刷握上。
2)在集电环与电刷之间插入80号左右的粗砂纸,然后沿着转动方向滑动砂纸,沿着集电环的曲率进行滑配合,直至电刷厚度方向全部达到接触为止,见图3。

图3
3)其次用120~240号左右的砂纸按照第2项的要领进行滑配合。如果只让砂纸朝转动方向移动,则滑配合的效果更佳。
4)滑配合结束后,对整个集电环周围吹气,清除碳粉。
5)用抹布擦干净各个电刷,清除碳尘。
6)使机器在无负荷状态下运转,进行滑配合。集电环与电刷接触面超过80%是理想的滑配合。
7)通过运转进行滑配合结束后,再次进行吹气,清除附着在集电环周围和电刷上的碳尘。
8)确认弹簧压力和刷握内的电刷升降(随动性)。
注意,务必将滑配合过的电刷安装到滑配合时的刷握上。本机器的刷握采用恒压弹簧方式,因此,即使电刷磨损后尺寸变短,电刷压力也始终保持稳定,无需调整弹簧的压力。但持续运转一定期间后,会有可能出现上述因电刷磨损而附着碳尘以及受其他周围各种环境条件的影响,在集电环周围的各部分出现故障。
如果电刷变短,会出现刷握的保持面变小、电刷振动、角缺损或软辫线进入刷握内部的情况,继而出现因电刷与刷握内表面的摩擦而降低电刷推压力等现象。因此,电刷的使用限度按如下考虑。如图4所示,电刷的上面磨损到与刷握的上面为同一面时,即为电刷的更换时期。

图4
3.5 电刷的材质与压力
不同材质的电刷应对应不同的压力,电刷材质的正常压力如表5所示。

表5
3.6 电刷的压力测定方法
弹簧压力已经根据电刷的种类调整为适当的压力,但是,如果因长年使用,出于某种原因,弹簧压力发生强弱的变化时,会引起电刷的异常磨损、过热等,因此必须加以注意。以下讲述弹簧压力测定方法的例子。
如图5所示,用弹簧秤拉起测定,变为可以轻轻拔出插入电刷与集电环之间的纸的状态时,弹簧秤的值即为弹簧的强度。

图5
3.7 集电环的调整
运转中由于某种原因造成集电环表面粗糙不平时,如果表面的粗糙程度很严重,就必须进行车削加工,程度较轻时,只需用砂纸或磨石进行打磨,即可再现光滑的表面。
进行打磨时,首先从刷握上拉起所有电刷,转动转子。其次,将砂纸贴在事先根据集电环的外径制作的接合板上,然后紧贴在旋转着的集电环表面。同时,充分注意只消除粗糙不平的凸起部分,不破坏集电环的圆度非常重要。而且,经常打磨会导致集电环的偏心加重,因此必须加以注意。图6表示打磨方法。
而且,进行打磨时,用抹布仔细擦拭集电环表面,完全清除附着的油等,结束后同样用抹布认真擦拭后再吹气,彻底清扫。此外,研磨中机器处于运转状态,因此非常危险。要充分注意避免手指被夹在刷握与集电环之间或直接触摸其他转动部分。
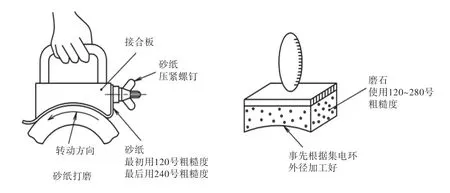
图6
发现因集电环表面附着异物而出现凹凸或过剩皮膜的现象时,如图7所示,要用清扫用帆布擦拭集电环的表面。
上述方法只限于解决表面粗糙程度极轻的凹凸。根据集电环磨损程度不同,分别采取相应的方法。
集电环偏心、因长年使用而导致电刷的接触部分凹下去时以及其他较大损伤,避免用上述方法纠正, 需要进行整体更换。

图7
4 结束语
集电环周围设备的相关点检查维护看似简单,但涉及的技术要求点较多,必须做到有标准、有计划、有执行、有记录,如果任何标准没有执行到位,都可能产生异常运行现象,甚至重大设备事故。