发动机机体和气缸盖加工生产线装备先进技术及应用
2022-09-01陈秋杰祁小玲丁泽马伟
陈秋杰,祁小玲,丁泽,马伟
潍柴动力股份有限公司 山东潍坊 261061

陈秋杰
1 序言
机体、气缸盖是发动机的核心零部件,其生产线装备投资大、周期长,设备选择要兼顾产品加工质量、生产效率和运维成本。先进技术的应用是提高机体、气缸盖加工质量和效率,降低生产线运维成本的关键因素[1,2]。下面介绍发动机机体、气缸盖生产线装备选择总体原则,重点阐述机体缸孔、主轴承孔,气缸盖燃烧室面、导管座圈孔、凸轮轴孔加工装备先进技术及应用,以及机体、气缸盖生产线辅助装备关键技术及应用。
2 生产线装备选择总体原则
早期的发动机机体、气缸盖加工生产线,以组合机床、组合机床自动线为主。例如,某型号发动机机体加工生产线,主要由12段组合机床自动线组成;气缸盖加工生产线由7段组合机床自动线组成。组合机床自动线具有节拍短、效率高和成本低的优点,但加工内容固定,无法适应当前产品改进甚至更新换代速度越来越快的实际需求[3]。
现在规划机体、气缸盖加工生产线,装备多采用加工中心+专用机床模式,其中加工中心占比应达到60%以上,既能实现柔性化生产,基本满足产品改进及更新换代需求,又能保证机体、气缸盖关键加工部位质量及其稳定性。例如,某型号发动机机体生产线主要由50多台加工设备组成,其中加工中心30多台,专用机床10多台,加工中心占比71%;气缸盖加工生产线主要由40多台设备组成,其中加工中心近30台,专用机床10多台,加工中心占比73%。
3 发动机机体加工装备先进技术及应用
重点介绍发动机机体加工生产线专用机床先进技术。机体加工专用机床主要用于部分粗加工,以及缸孔、主轴承孔精加工。
3.1 机体粗加工装备
机体部分粗加工工序可采用转台式多动力头技术及应用这种技术的专用机床,可在一台机床上完成多个部位加工。例如:采用5个动力头转台式专用机床,配合工件夹具伺服滑台沿X轴移动,可在1台设备上、1个整线循环节拍内完成粗镗、半精镗机体主轴承孔,铣主轴承孔两侧开档面,铣卡瓦槽,钻斜油孔等多个加工内容,设备加工效率高、投入成本低且占地面积小,利于整线设备布局。转台式多动力头技术及应用这种技术的专用机床,在气缸盖加工生产线上也有类似应用。
3.2 机体精镗缸孔装备
机体精镗缸孔加工工序多采用专用机床,一般布置2~3个镗头单元。采用机械手自动更换缸孔镗杆技术,在加工过程中可快速更换镗杆。一方面实现了机外调整刀具,加工工件、调整刀具同时进行,调整刀具不占用加工时间,大大提高了设备利用率;另一方面更换不同结构、直径规格的镗杆,可实现不同结构、直径规格的机体加工。机体精镗缸孔机床方案如图1所示。
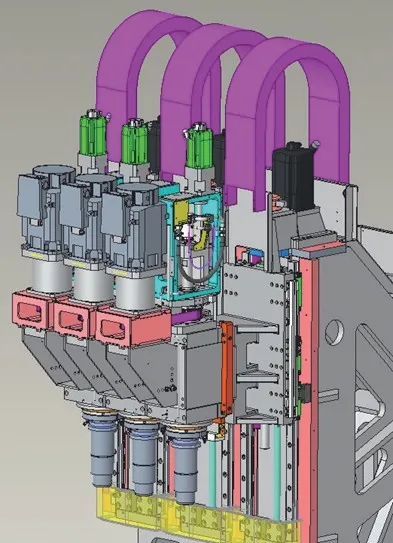
图1 机体精镗缸孔机床方案
2~3个镗头单元之间间距采用液压驱动自动变距技术,可实现不同缸心距机体加工。精镗缸孔专用机床配置U轴+接触式/非接触式在线测量系统,可实现缸孔孔径在线测量与补偿加工,保证缸孔加工质量,提高缸孔镗刀寿命及设备利用率。液压驱动变距镗头单元如图2所示。
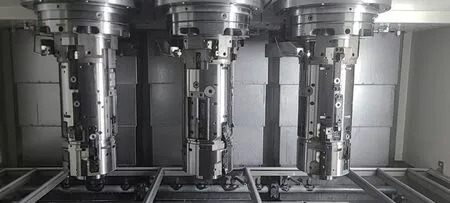
图2 液压驱动变距镗头单元
机械手更换镗杆、镗头单元自动变距、在线测量与补偿加工等技术应用,保证了缸孔加工质量稳定,效率高、成本低,同时实现了专机柔性化,满足了结构相近的同系列、不同品种机体缸孔加工的需求。
3.3 机体精镗主轴承孔装备
机体精镗主轴承孔工序多采用专用机床。根据主轴承孔加工精度要求,精镗主轴承孔专用机床可采用U轴+接触式/非接触式在线测量系统,实现主轴承孔孔径在线测量与补偿加工。以常见的直列6缸发动机机体为例,精镗主轴承孔专用机床可配置2套U轴,其中1套U轴实现7个主轴承孔按统一的补偿值进行补偿加工,另1套U轴实现止推面加工。带U轴主轴承孔镗杆方案如图3所示,带2套U轴的主轴承孔镗床与镗杆如图4所示。

图3 带U轴主轴承孔镗杆方案
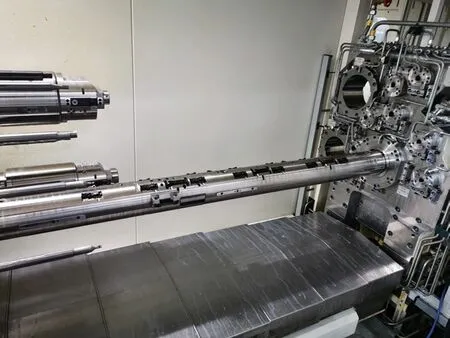
图4 带2套U轴的主轴承孔镗床与镗杆
精镗主轴承孔专用机床的直线镗杆一般设置前端、中间和后端3个支撑,镗杆与镗头采用浮动联接装置进行联接。直线镗杆3支撑结构如图5所示。
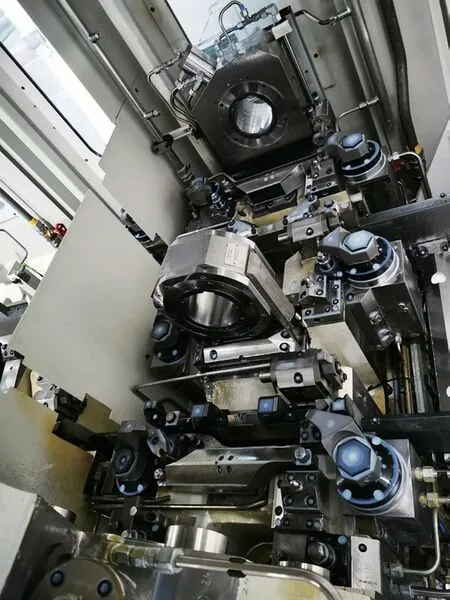
图5 直线镗杆3支撑结构
在加工中心上采用直线镗杆加工主轴承孔时,若机床、夹具精度足够高,机床主轴、直线镗杆之间也可采用硬联接。采用硬联接时,机体后端(齿轮室端)可不设置主轴承孔镗杆支撑套,便于在加工中心上同时加工主轴承孔、齿轮室端销孔等孔系,利于保证主轴承孔、齿轮室端销孔等孔系相对位置精度。加工中心使用直线镗杆时,配置直线镗杆库,可实现镗杆自动存储、加工区域外调整刀 具等。
4 加工气缸盖装备先进技术及应用
重点介绍发动机气缸盖加工生产线专用机床先进技术。气缸盖加工专用机床主要用于燃烧室面、导管座圈孔和凸轮轴孔加工等。
4.1 精铣气缸盖燃烧室面装备
精铣气缸盖燃烧室面工序专用机床应采用刚性足够高的主轴,以承受较大的刀盘质量,保证铣削过程稳定。以常见的9~13L发动机气缸盖为例,精铣燃烧室面专用机床主轴前端轴承直径一般为200mm,可采用直径为400mm的精铣刀盘一次走刀完成燃烧室面加工。
根据实际工艺需求,精铣燃烧室面专用机床可配备在线测量系统,设置相应的测量、补偿策略,实现精确控制铣面厚度。
4.2 加工气缸盖导管座圈孔装备
加工气缸盖导管座圈孔工序专用机床一般为双主轴或3主轴结构。每个主轴上配置2套U轴系统,其中1套U轴系统实现导管孔铰刀伸出导套外、缩回导套内;另1套U轴系统实现座圈锥面车刀胀开、缩回,实现座圈锥面车削加工。加工导管座圈专用机床配备高精度的滑块式车削镗头,通过机床Z轴、U轴联动,加工出不同直径、角度的座圈锥面。
加工导管座圈孔专用机床配置的滑块式车削镗头(见图6),通常有2个滑块对侧布置,用于加工座圈锥面。根据不用的工艺要求,通常有2种加工方式。第1种方式为一个滑块上的车刀头完成座圈锥面半精加工,另一个滑块上的车刀头完成座圈锥面精加工;第2种方式为2个滑块上的车刀头均同时进行座圈锥面半精加工、精加工。

图6 滑块式车削镗头
加工导管座圈孔专用机床双主轴或3主轴之间间距采用伺服驱动自动变距,可实现不同缸心距缸盖导管座圈孔加工。双主轴伺服变距导管座圈孔加工专机如图7所示。
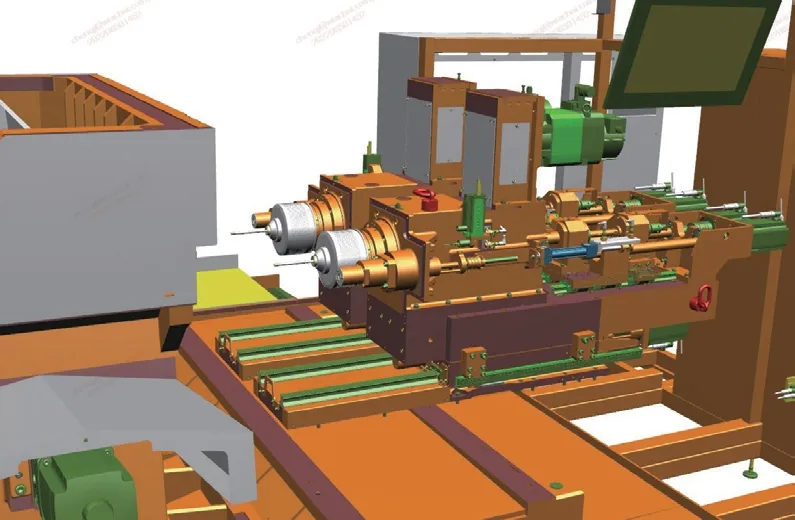
图7 双主轴伺服变距导管座圈孔加工专机
U轴与Z轴联动实现不同角度座圈加工、主轴伺服变距等技术应用,在保证气缸盖导管座圈加工质量稳定、效率高和成本低的基础上,实现了专机柔性化,满足了结构相近的同系列、不同品种气缸盖导管座圈加工需求。
4.3 加工凸轮轴孔装备
专用机床采用直线镗杆加工气缸盖凸轮轴孔。由于气缸盖凸轮轴孔长径比较大,直线镗杆一般设置前端、中间和后端4~5个支撑,镗杆与镗头采用浮动联接装置进行联接。以常见的直列6缸发动机气缸盖为例,在前端(第1挡外侧)、第1/2挡之间、第3/4挡之间、第5/6挡之间及后端(第7挡外侧)共设置5个支撑,以保证凸轮轴孔跳动、孔径等加工精度要求。
凸轮轴孔专用加工机床采用夹具移动结构,工件一次装夹后,夹具由滑台输送至不同的加工工位完成凸轮轴孔、惰轮轴销孔等加工,利于保证凸轮轴孔、惰轮轴销孔相对位置精度要求。凸轮轴孔加工专用机床局部如图8所示。
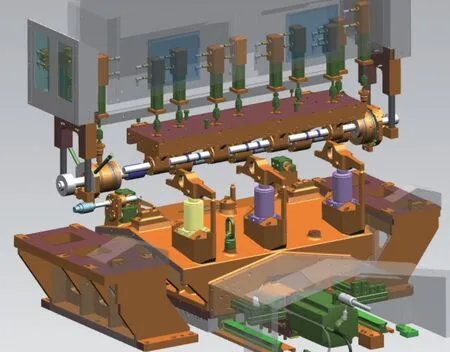
图8 凸轮轴孔加工专用机床局部
5 辅助装备先进技术及应用
5.1 桁架机械手
生产线通常采用桁架机械手输送工件,根据生产节拍、设备数量不同,可采用单个或两个H型机械手、I型机械手。为满足不同产品柔性化生产需求,桁架机械手可配备零点快换机构,同时通过二维码或RFID芯片实现机械手更换防错。
5.2 机器人、AGV及视觉检测设备
机器人搬运、AGV输送、视觉检测技术及装备在加工生产线中的应用日益广泛。以某型号发动机机体、气缸盖生产线为例,机体、气缸盖采用3D视觉引导6轴工业机器人自动上料,集成2D视觉检测技术,实现错漏加工在线检测。气缸盖凸轮轴座、凸轮轴盖,机体缸套、主轴承盖等零件由AGV自动输送至设备上料工位,机器人自动抓取零件进行装配。机器人装配在加工生产线上的应用如图9所示。

图9 机器人装配在加工生产线上的应用
5.3 机体、气缸盖清洗设备
机器人清洗技术及设备因其柔性化优势,正在逐步取代常规的通过式、定点式清洗机。机器人清洗机通常有两种应用形式,第一种为清洗机型机器人抓取工件,在清洗室完成工件清洗、吹风等,该形式一般用于质量较轻的机体、气缸盖;另一种为搬运机器人在清洗室外将工件搬运至清洗、吹风等工位,清洗工位采用小型清洗机器人持喷嘴对工件各个部位进行清洗,该形式适用于重型柴油机机体、气缸盖。图10为机器人夹持工件的柔性清 洗机。

图10 机器人夹持工件的柔性清洗机
6 结束语
本文介绍了早期机体、气缸盖加工生产线装备选择特点,以及当前机体、气缸盖加工生产线装备选择总体原则。重点介绍了机体缸孔、主轴承孔,气缸盖燃烧室面、导管座圈孔和凸轮轴孔加工专用装备先进技术及应用,以及机体、气缸盖加工生产线辅助装备关键技术及应用,为发动机机体、气缸盖加工生产线装备规划及选择提供了参考。
