航空子午线轮胎气密层胶配方设计
2022-09-01吴洪全臧云红常爱修安丰永
吴洪全,臧云红,常爱修,安丰永
(青岛双星轮胎工业有限公司,山东 青岛 266400)
航空轮胎作为飞机与地面接触的部件,在充气保压的情况下为飞机提供所需的牵引力和制动力。而苛刻的使用环境也对航空轮胎性能提出了各种特殊要求。如地处我国最北端的漠河曾出现-52.3 ℃的低温,飞机飞行的平流层温度在-55 ℃左右,航空轮胎要在高纬度、高海拔以及高空等严寒环境下正常使用就需具备严寒环境下保持良好气密性的能力。航空轮胎的相关国家标准中也对气密层胶料脆性温度提出达到-55 ℃的要求。为使航空轮胎在低温状态下仍具有保气使用价值,航空轮胎使用的气密层胶料需兼具低脆性温度和气体渗透率的特性[1-12]。
本工作以航空子午线轮胎为例,从轮胎气密层胶配方设计角度探讨如何使气密层胶料保持较好的气密性和耐低温性能。
1 实验
1.1 主要原材料
天然橡胶(NR),牌号RSS3,泰国产品;高顺式顺丁橡胶(BR),牌号BR9000,中国石化北京燕山分公司产品;氯化丁基橡胶(CIIR),浙江信汇新材料股份有限公司产品;炭黑N330,上海卡博特炭黑有限公司产品;芳烃油NAP10,中国石油克拉玛依石化公司产品;不溶性硫黄HD-OT20,伊士曼化工有限公司产品。
1.2 配方
现有航空轮胎气密层胶配方大多采用全NR,虽然全NR胶料的低温脆性温度能够满足-55 ℃的要求,但气密性与卤化丁基橡胶相差较大。而采用气密性优良的卤化丁基橡胶,却因脆性温度高而限制了其用量。
橡胶的低温性能与其分子结构相关,一般主链柔软且支链少的非极性橡胶玻璃化温度偏低。在胶料中混入能使损耗因子(tanδ)峰变宽的材料是改善其耐低温性能的有效方法[1]。因此在设计航空子午线轮胎气密层胶配方时,着重从生胶体系上进行设计,试验配方生胶体系采用三胶并用方式,NR提供气密层胶料所需的物理性能,CIIR提供良好的气密性,而分子柔顺性好、玻璃化温度达-100 ℃的BR保证气密层胶料满足低温脆性的要求。
应用配方A:NR 100,炭黑N330 52,芳烃油 6,氧化锌等小料 11.5,不溶性硫黄及促进剂 2.1。
试验配方B:NR/CIIR/BR 40/40/20,炭黑N330 48,芳烃油 5,氧化锌等小料 11.2,不溶性硫黄及促进剂 2.3。
1.3 主要设备和仪器
BB-L1600IM型密炼机和BB430型密炼机,日本神户制钢公司产品;XM270型密炼机,大连橡胶塑料机械股份有限公司产品;XKR-150型开炼机,广东湛江机械厂产品;MDR2000E型硫化仪和MV2000型门尼粘度仪,美国阿尔法科技有限公司产品;Instron-5966型电子拉力机,美国英斯特朗公司产品;电加热平板硫化机,湖州东方机械有限公司产品;401B型老化试验箱,江都试验机械厂产品;回弹性测试仪,意大利GIBITRE公司产品;TM-2135型低温脆性试验机,日本上岛公司产品;VAC-V2型压差法气体渗透仪,济南兰光机电技术有限公司产品。
1.4 试样制备
1.4.1 小配合试验
小配合试验胶料分2段混炼,先在BBL1600IM型密炼机中混炼后再在开炼机上下片。一段混炼加料顺序为:生胶、炭黑、软化剂→氧化锌、硬脂酸、加工助剂、防老剂→下片。一段混炼胶停放8 h后进行二段混炼,二段混炼加料顺序为:一段混炼胶→不溶性硫黄和促进剂→下片。
1.4.2 大配合试验
大配合试验胶料分3段混炼,一段混炼在BB430型密炼机中进行,转子转速为38 r·min-1,加料顺序为:生胶→炭黑→软化剂和氧化锌、硬脂酸、加工助剂→排胶(130~140 ℃);二段混炼在BB430型密炼机中进行,转子转速为35 r·min-1,加料顺序为:一段混炼胶→排胶(125~135 ℃);三段混炼在XM270型密炼机中进行,转子转速为20r·min-1,加料顺序为:二段混炼胶→不溶性硫黄和促进剂→排胶(90~100 ℃)。
1.5 性能测试
胶料的气密性按照GB/T 1038—2000《塑料薄膜或薄片气体透过性试验方法 压差法》进行测试;脆性温度按照GB/T 15256—2014《硫化橡胶或热塑性橡胶 低温脆性的测定(多试样法)》进行测试;其他各项性能均按照相应的国家标准进行测试。
2 结果与讨论
2.1 小配合试验
小配合试验胶料的硫化特性如表1所示。
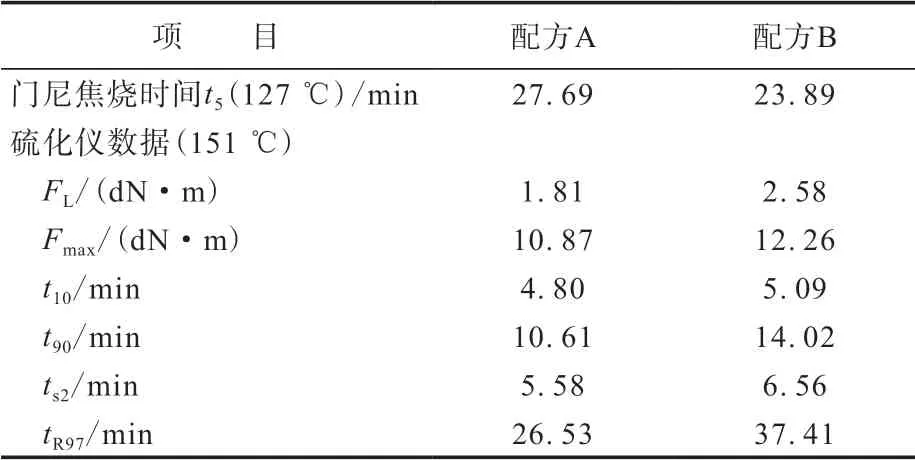
表1 小配合试验胶料的硫化特性
由表1可以看出:与配方A胶料相比,配方B胶料的门尼焦烧时间略短,Fmax和FL略大,起硫点延迟,硫化速度略慢,出现硫化返原的时间较长。
小配合试验硫化胶的物理性能如表2所示。
由表2可以看出:与配方A硫化胶相比,配方B硫化胶的密度较小,邵尔A型硬度和定伸应力略大,拉伸强度、拉断伸长率、撕裂强度和回弹值较小,这是由生胶体系改变导致的;配方B硫化胶的耐屈挠性能明显优于配方A硫化胶。

表2 小配合试验硫化胶的物理性能
小配合试验硫化胶的气密性和低温脆性如表3所示。
由表3可以看出:与配方A硫化胶相比,配方B硫化胶的透气量和脆性温度均较低。

表3 小配合试验硫化胶的气密性和低温脆性
2.2 大配合试验
大配合试验胶料的硫化特性如表4所示。
由表4可以看出:与配方A胶料相比,配方B胶料的门尼焦烧时间略短,Fmax和FL略大,起硫点相近,硫化速度较慢,出现硫化返原的时间较长,这与小配合试验结果基本一致。

表4 大配合试验胶料的硫化特性
大配合试验硫化胶的物理性能如表5所示。
由表5可以看出:与配方A硫化胶相比,配方B硫化胶的密度较小,邵尔A型硬度和定伸应力略大,拉伸强度、拉断伸长率、拉断永久变形、撕裂强度和回弹值较小,30万次屈挠后未出现裂口,耐屈挠性能明显提高。
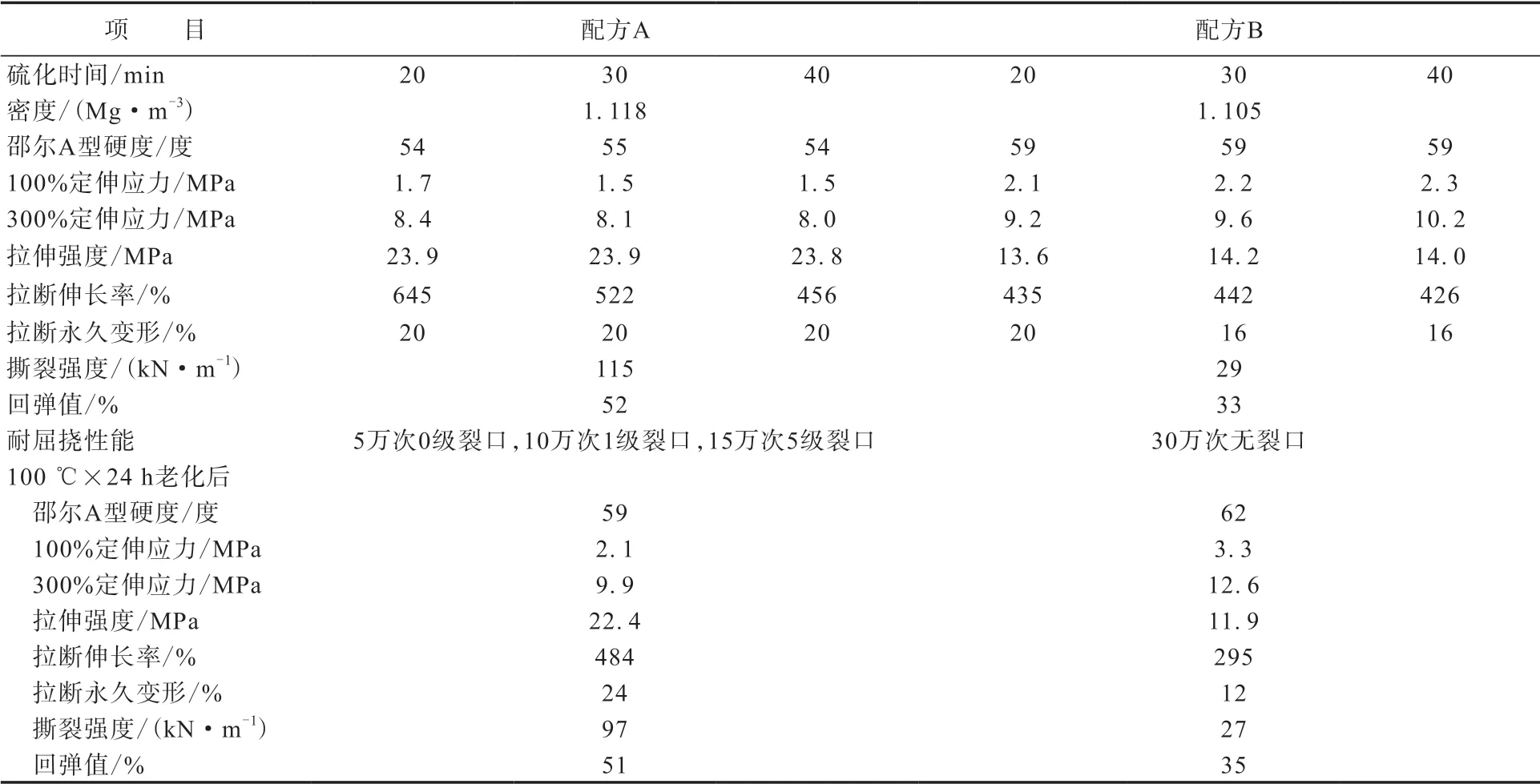
表5 大配合试验硫化胶的物理性能
大配合试验硫化胶的气密性和低温脆性如表6所示。
由表6可以看出:配方B硫化胶的气密性和低温脆性温度明显低于配方A硫化胶。

表6 大配合试验硫化胶的气密性和低温脆性
综上所述,配方B胶料的强伸性能低于配方A胶料,这可以通过过渡层过渡来达到与胎体等胶料的强伸性能匹配。在气密层胶料要求的耐屈挠性能、气密性和低温脆性等方面,配方B胶料的综合性能优于配方A胶料。
此外,由于配方B胶料的气密性好,密度小,结构设计时可以适当减薄气密层,减小轮胎质量,为结构优化提供具有更大设计空间。
2.3 工艺性能和成品性能
配方B胶料挤出表面外观较好,终炼胶门尼粘度为60~65;气密层半成品在双复合内衬层生产线单独挤出,厚度为(0.7±0.05) mm,表面光滑,粘性符合工艺要求。
采用配方B胶料试制航空轮胎,气密层层数由4减至3,轮胎整体质量减小1.35 kg。成品轮胎按正常工艺硫化,外观良好无缺陷。轮胎在标准试验温度下充入882 kPa额定气压,停放12 h后再将气压补充到882 kPa,继续保压停放24 h后,测量气压为873 kPa,气压下降率为1.02%,远低于国家标准要求的5%的气压下降率。
3 结论
航空子午线轮胎气密层采用NR、CIIR和BR并用,胶料的强伸性能略有降低,但气密性、耐屈挠性能和耐低温性能明显提高,可以满足航空子午线轮胎的产品设计要求。该配方气密层胶在一定程度上减小了轮胎质量,在保证额定轮胎质量下,为完善产品设计提供了更大空间。
致谢:魏爱龙先生对本文提出了宝贵的意见,在此深表感谢。
