700 ℃超超临界机组锅炉候选材料异种焊接头服役组织研究
2022-08-31尹宏飞吕海涛石伟栋文作伟
张 捷,尹宏飞,吕海涛,石伟栋,郭 通,文作伟
(1.华能秦煤瑞金发电有限责任公司,江西 赣州 341000;2.西安热工研究院有限公司,陕西 西安 710054)
我国煤炭资源丰富,燃煤火电厂提供了我国约70%的电力需求量,预计在未来很长一段时间内,煤电仍然会在电力供应中占据主导地位。采用高参数超超临界火电机组是燃煤发电的主要发展方向之一,对节约能源、降低污染物和二氧化碳的排放等均具有十分重要的战略意义和实际应用价值。在燃煤发电领域,欧洲、美国和日本都在积极研发700 ℃先进超超临界(A-USC)燃煤发电技术[1-5],并已研发了系列高温合金材料,如Inconel740/740H[6-9]、CCA617[10-12]及Haynes282等合金[13]。发展700 ℃ A-USC发电技术是我国在“碳达峰”前实现煤炭清洁发电最有效的途径。随着国内首个(唯一)700 ℃发电机组关键部件验证试验平台的投运,该平台可模拟700 ℃超超临界电站锅炉的运行工况,并对国内外主要候选高温合金材料进行服役条件下的验证[14-15],先后有国外高温合金材料Inconel740H、CCA617、Haynes282及国内高温合金材料TG700A/B、C-HRA-1/3、HT700T、GH2984G等主要候选材料进行了服役工况下的长时验证。
焊接是火电机组部件生产制造及安装建设过程中最重要的环节之一,而高温部件焊接接头的质量和性能则直接关系到整个机组的安全运行。高温合金材料在700 ℃ A-USC机组中的大量应用对火电焊接技术提出了更高的要求,尤其是高温合金本身热导率低、热膨胀系数大、液相流动性差等特点,易导致焊接裂纹等缺陷的产生,且复杂的合金成分进一步增大了异种焊的难度。
TG700A是太原钢铁(集团)有限公司在Inconel740H合金基础上进行国产化的Ni-25Cr-20Co镍钴基高温合金材料[16-17],HT700T是国内自主开发的700 ℃超超临界电站锅炉的候选镍铁基高温合金材料[18]。根据工况条件,选用Haynes282合金焊丝(ERNiCrCoMo-2)作为焊接填充金属,可与TG700A母材“等匹配”,与HT700T母材“高匹配”,且焊接性较好[19]。对在高温下长时间服役的电站关键高温部件的焊接接头,其微观组织在热力学上有充分的时间发生演化,这就要求焊接接头具有较好的组织稳定性,以保证焊接接头在高温服役过程中安全。本文通过对HT700T/TG700A异种焊接头在740 ℃左右服役约1万h后进行取样,考察了微观组织和显微硬度的演化,对焊接接头组织的稳定性进行了研究。
1 实验方法
采用Haynes282合金焊丝(ERNiCrCoMo-2)对HT700T/TG700A异种焊接头进行焊接,母材锅炉管规格为Φ44.5 mm×10.0 mm,采用60° V型坡口、无钝边。焊丝及母材的化学成分见表1,HT700T/TG700A焊接接头的型式如图1所示,采用钨极氩弧焊(TIG)进行4层横焊,焊接工艺参数见表2。其中,第1道(层)打底焊为单面焊双面成型,第2、第3道(层)为填充焊,第4、第5道为盖面焊,焊后进行时效热处理。

表1 母材及焊丝主要化学成分 单位:w/%Tab.1 Chemical composition of the base metal and welding wire
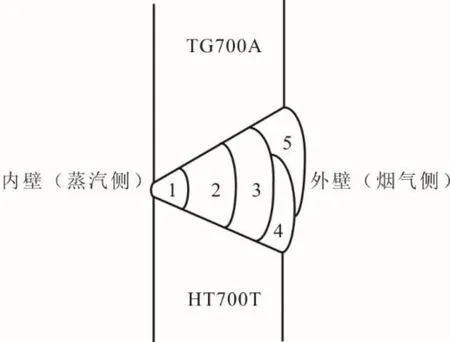
图1 HT700T/TG700A焊接接头示意Fig.1 Schematic diagram of dissimilar welded joint of HT700T/TG700A

表2 焊接工艺参数Tab.2 The welding process parameters
服役前焊接接头的硬度值见表3,HT700T、焊缝及TG700A的原始态硬度分别约为33、380、340 HV。焊接接头服役前微观组织如图2所示。由图2可见:焊丝熔敷金属与两侧母材都为奥氏体(FCC)基体的高温合金材料;熔敷金属与两侧母材成分有明显差异,仅为半共格关系,焊缝熔敷金属未能在熔合线处实现外延式(联生)生长,最终在熔合区形成了II型边界[18-20]。
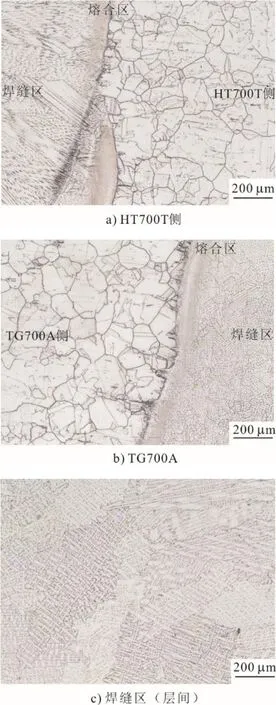
图2 服役前焊接接头微观组织Fig.2 Microstructures of the welded joint before service
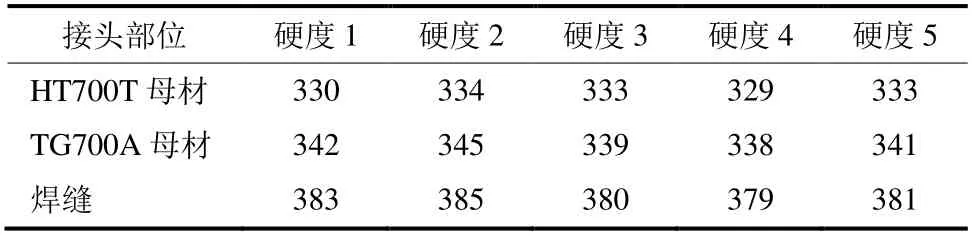
表3 服役前焊接接头硬度 单位:HVTab.3 Hardness velue of the welded joint before service
2 实验结果与讨论
服役1万h后的焊接接头微观组织如图3所示。由图3可见:除两侧母材焊接热影响区(HAZ)的晶界碳化物发生轻微的粗化以外,微观组织无明显变化;焊丝熔敷金属与两侧母材都为奥氏体基体的高温合金材料,但成分有明显差异,仅为半共格关系,焊缝熔敷金属未能在熔合线处实现外延式(联生)生长,最终在熔合区形成了II型边界[18-20]。在熔合线焊缝一侧,焊缝区枝晶沿着温度梯度垂直于熔合线方向生长。经过1万h服役后,焊缝枝晶形貌亦无明显变化,能量色散X射线谱(EDS)分析得出,枝晶间仍为富Mo、Ti元素的一次碳化物。
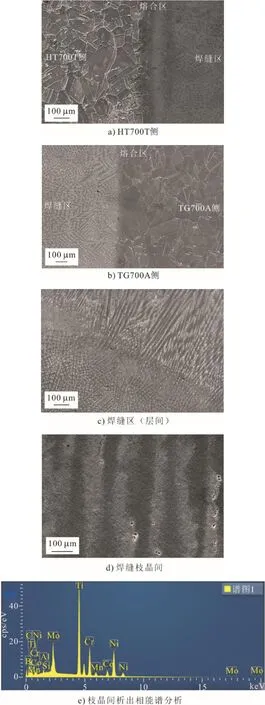
图3 服役后焊接接头微观组织Fig.3 Microstructures of the welded joint after service
HT700T侧和TG700A侧熔合线两侧元素分布如图4、图5所示。
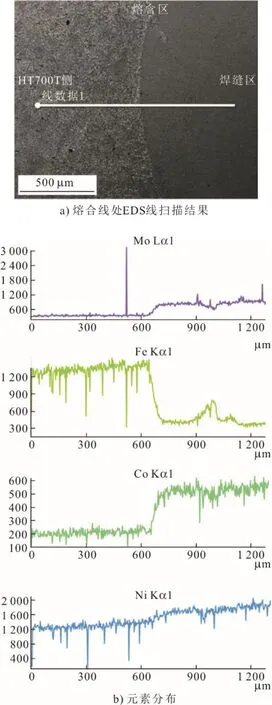
图4 HT700T侧熔合线两侧元素分布Fig.4 Element distribution near the fusion boundary of HT700T
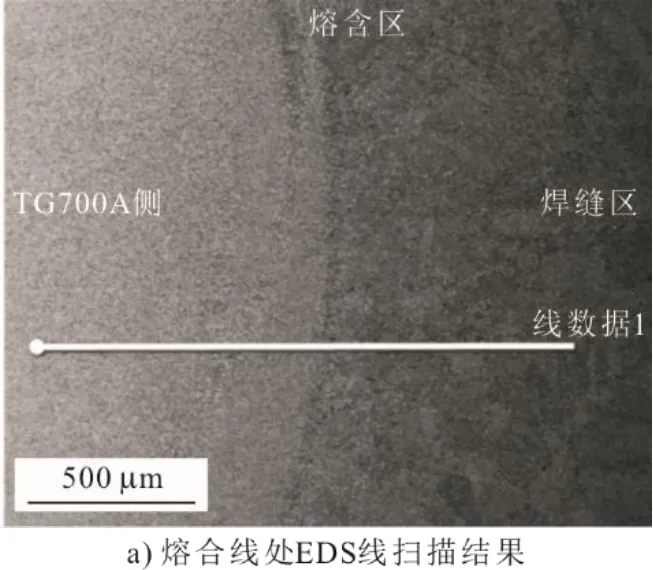
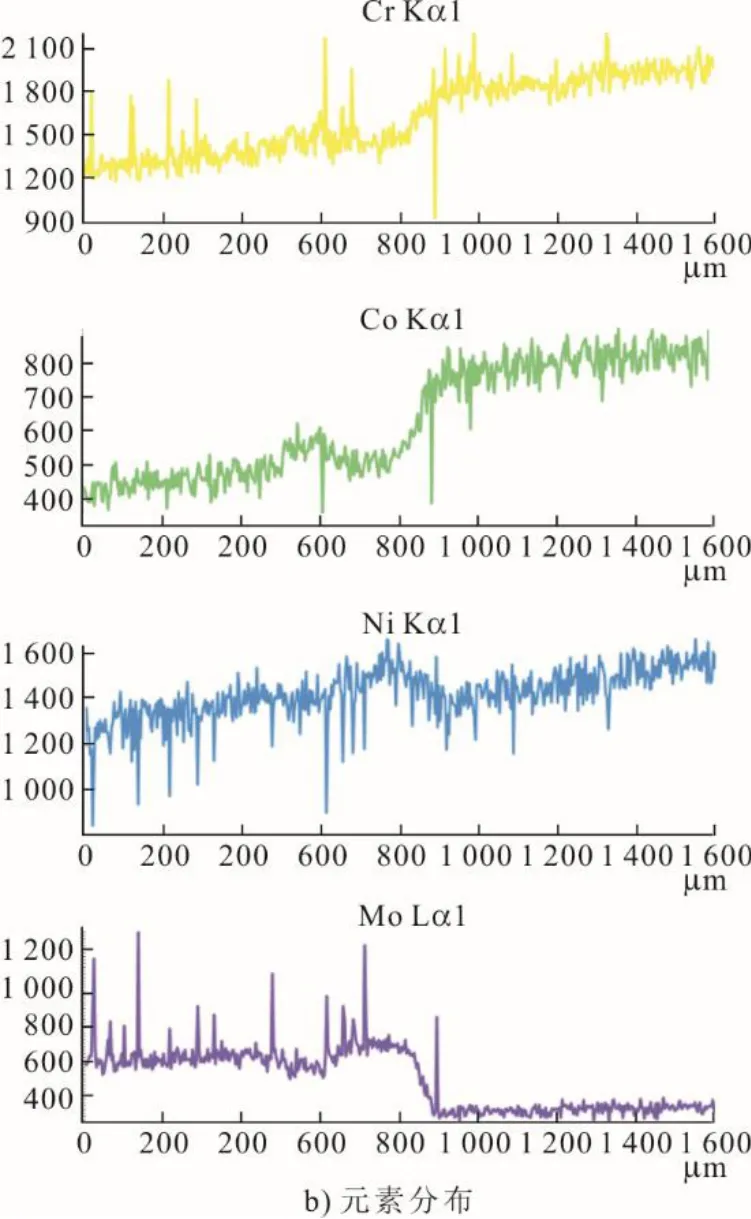
图5 TG700A侧熔合线两侧元素分布Fig.5 Element distribution near the fusion boundary of TG700A
由图4、图5可见,通过对熔合线两侧进行EDS对比分析可知,焊缝金属和HAZ的主要合金元素(如Fe、Ni、Co、Cr、Mo)含量在熔合线处的浓度梯度明显,经长时服役后无明显互扩散现象。说明在服役温度下,焊接接头合金元素扩散能力很小,合金元素的稳定性保证了组织的稳定性。
服役后焊接接头硬度分布的规律如图6所示。
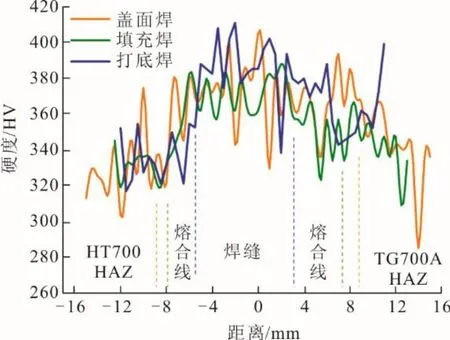
图6 服役后焊接接头硬度分布Fig.6 Hardness of the welded joint after service
由图6可见,两侧HAZ的硬度明显低于焊缝,经过长时间的服役,HAZ和母材的硬度基本相同,这是由于经过焊后时效热处理,HAZ相邻的母材区域发生了过时效,随着服役时间的延长,HAZ与母材的沉淀强化均同步发生粗化,硬度亦随之趋于一致。
图7—图11为焊接接头中焊缝、HAZ及两侧母材分别在服役后的内壁氧化层形貌及元素面分布图。分析结果表明:焊缝内壁氧化物富集Al、Cr元素,可以判断焊缝氧化产物主要由氧化铬及微量氧化铝构成;HT700T侧热影响区及母材表面氧化膜主要有Ti、Cr、Al元素,可以判断焊缝氧化产物主要由氧化铬、氧化铝、氧化钛构成;TG700A侧热影响区及母材表面氧化膜主要有Cr、Al元素,可以判断焊缝氧化产物主要由氧化铬和氧化铝构成;整个焊接接头氧化膜下方均存在贫铬区,即氧化铬下方均发生内氧化,贫铬区内为氧化铝和/或氧化钛的内氧化层;HAZ与母材的氧化层结构一致且致密,均无尖晶石类氧化物产生;焊接接头的平均氧化层厚度不大于7 μm。
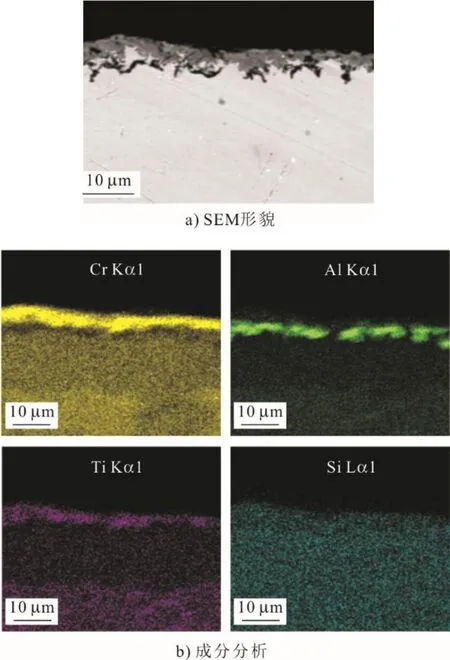
图7 HT700T侧母材氧化层Fig.7 The oxide layer of HT700 base metal
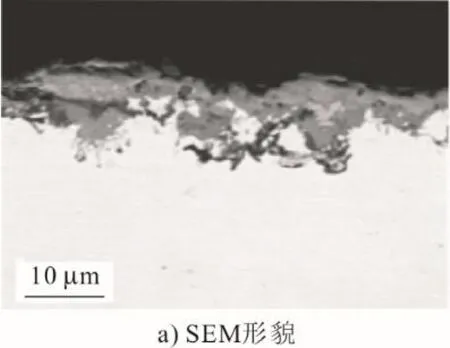
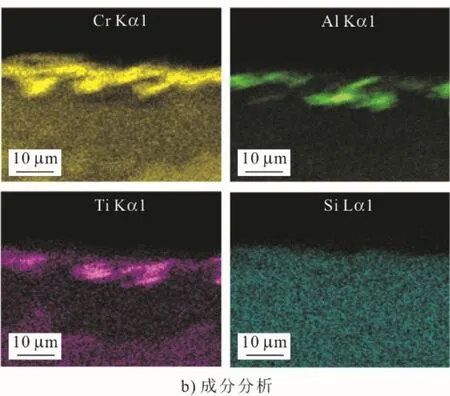
图8 HT700T侧HAZ氧化层Fig.8 The oxide layer of HAZ of HT700 alloy
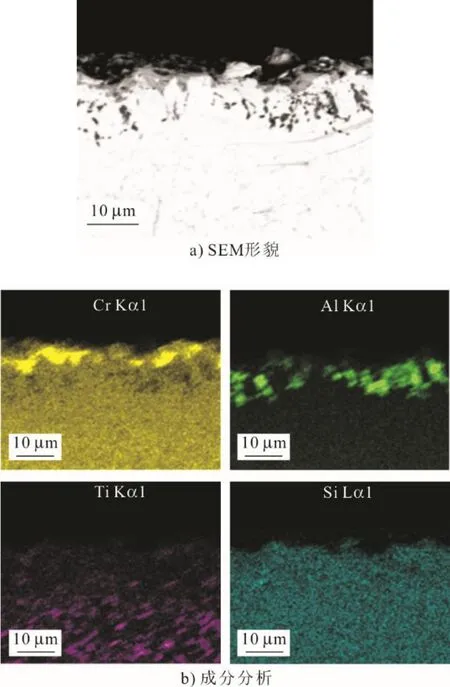
图9 TG700A侧母材氧化层Fig.9 The oxide layer of TG700A base metal

图10 TG700A侧HAZ氧化层Fig.10 The oxide layer of HAZ of TG700A alloy
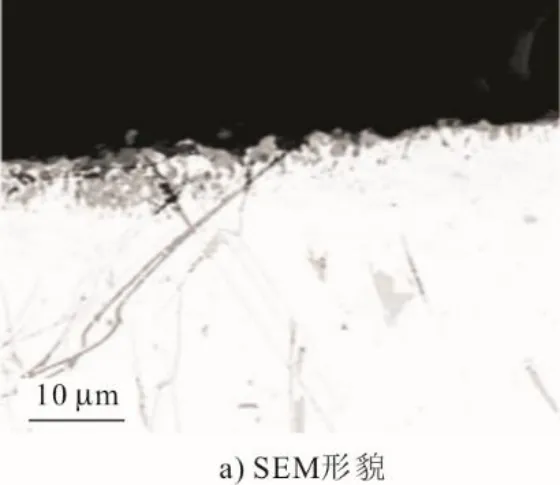

图11 焊缝区氧化层Fig.11 The oxide layer of weld metal zone
3 结 论
1)经1万h服役后,热影响区组织无明显异常,焊缝中富Mo、Ti的一次碳化物在枝晶间稳定存在,且无有害相析出。
2)由于两侧母材及焊缝(焊材)的成分差异大,故熔合线处未发生外延式生长;经长期服役运行后,熔合线两侧元素无明显互扩散现象,组织稳定性良好。
3)经1万h服役后,焊缝硬度明显高于两侧母材及HAZ,热影响区和母材趋于一致。
4)经1万h服役后,焊接接头内壁蒸汽氧化层主要为致密的氧化铬,内层出现贫铬区并发生内氧化,平均氧化层厚度大超过7 μm,属于完全抗氧化级。