激光束偏移对含铜中间层的医用NiTi合金与不锈钢激光焊接头组织及力学性能的影响
2022-08-30陆东洋上海康德莱医疗器械股份有限公司上海201803
陆东洋 上海康德莱医疗器械股份有限公司 (上海 201803)
内容提要:目的:探讨激光束偏移对含铜中间层的医用NiTi合金与不锈钢激光焊接头组织及力学性能的影响。方法:在进行直径为3mm的医用NiTi合金/SUS304不锈钢异种材料激光焊接时,以铜片作为中间层,获得了NiTi合金/SUS304不锈钢激光焊接头,研究激光束偏移对含铜接头组织及力学性能的影响。结果:将激光束偏移至不锈钢/铜中间层界面处减少了NiTi合金母材的熔化,降低了接头中Ti元素的含量,同时铜中间层的存在阻挡了Ti、Fe元素的扩散,阻碍了Ti-Fe系脆性金属间化合物的生成。焊缝区主要为粒状相,NiTi合金侧界面区主要是B2与Ti-Cu系金属间化合物层构成,其组织为胞状晶;接头的显微硬度分布不均匀,最高值位于NiTi合金侧界面区;接头在NiTi合金侧断裂,最大抗拉强度为545MPa。结论:用激光焊焊接TiNi合金丝与不锈钢丝时添加铜,抑制了焊缝区Ti-Fe,Ti-Ni和Ti-Cr金属间化合物的生成,接头力学性能有了很大的提高。
镍钛合金材料具有优异的形状记忆效应、超弹性和生物相容性,广泛应用于各种行业,如航空航天、能源应用和医疗器械等行业[1-3]。然而,随着科技的进步,对产品的性能提出了更高的要求。单独一种材料已经无法满足产品不同部位对相应的使用性能的需求,与其他材料连接是解决这一问题的主要方法[4]。不锈钢由于其良好的机械性能、生物相容性、低成本和耐腐蚀性,广泛应用于不同领域,尤其是医疗器械领域[5]。因此,NiTi形状记忆合金与不锈钢的连接将是一种理想的材料组合。尽管已有许多研究人员对镍钛与不锈钢的中间层以及熔化焊进行了研究,但关于激光束偏移对含铜中间层的镍钛与不锈钢激光焊接接头组织与性能的影响的报道很少。因此,本试验研究了直径为3mm的镍钛合金与不锈钢的对接结构的激光焊接。根据实验方案,研究了激光束偏移对含铜中间层的镍钛合金与不锈钢激光焊组织及力学性能的影响。为提高NiTi合金与不锈钢对焊区的质量提供充足的理论参考。
1.实验材料与方法
1.1 材料和样品制备
本次实验采用 3mm的NiTi合金丝和SUS304不锈钢丝,镍钛和不锈钢的成分如表1所示。中间层材料为0.3mm的99.99%纯铜片。在焊接之前,对待焊面进行打磨,去除机加工痕迹,用400~3000目的砂纸打磨铜中间层,去除表面的氧化层。用丙酮去除表面的油脂,用HF与HNO3混合酸性溶液去除NiTi材质试样表面的氧化层,然后用无水乙醇超声清洗10min,烘干。

表1. NiTi合金和SUS304不锈钢的化学成分
1.2 激光焊接
将处理好的试样装在自制的夹具中,图1为激光焊接镍钛和不锈钢的示意图。焊接使用的是大族激光(HANS PB25CE型)光纤传输焊接机,在激光焊接过程中,使用99.999%高纯度的惰性气体-氩气对焊接区域进行保护,防止N2、O2、H2进入焊接区,造成气体污染。焊接参数为:激光功率5.3kW、光斑直径0.2mm、夹具转速0.25r/s、脉冲宽度8.5ms和脉冲频率4Hz。
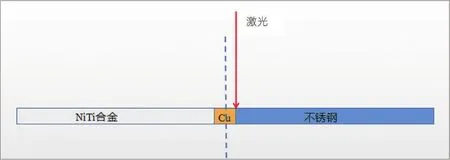
图1. 焊接示意图
1.3 微结构表征
将焊接好的试样切成 3mm×15mm,进行金相制样,然后用400~2500目的砂纸进行打磨,接着使用2.5µm金相抛光剂进行镜面抛光,再使用Kroll试剂和王水对焊接接头进行腐蚀。使用具有能量色散光谱仪(EDS)系统的聚焦离子束场发射扫描电子显微镜(Scanning Electron Microscope,SEM,Scios)对接头的显微组织进行表征,并对该区域的相分布及元素组成进行分析。焊接区的物相识别是通过X射线衍射(XRD,Bruker D8 advance)完成的。
1.4 力学性能测试
在室温下使用双柱拉力试验机(HD-B604-S)(中国)进行静态拉伸测试。测试样品尺寸为 3mm×120mm,测试是在低应变速率下进行的,十字头位移速度为1mm/min。接头的抗拉强度通过3个试样测试值的平均值确定。
使用401MVC-ST显微硬度测试计进行显微硬度测量。测试样品尺寸为 3mm×15mm,在焊缝的横向中心线上制作一系列200g的凹痕,间隔距离为0.1mm,保持10s。
2.实验结果与讨论
2.1 焊接接头的显微组织和化学成分
含铜中间层的NiTi合金/不锈钢激光焊接头的宏观形貌如图2所示,由图2可见,接头焊缝成型良好,无气孔、宏观裂纹等缺陷。不锈钢母材与焊接缝缝之间存在较为分明的界面区。镍钛母材和焊接缝隙之间仅存在较短的界面区宽,变现为界面线。由左向右分别为SUS304不锈钢母材、焊缝、NiTi合金母材。

图2. 镍钛/不锈钢激光焊接头的宏观形貌
焊接区域的微观组织如图3所示,由图3a可以看出,焊缝中主要为细小的粒状相,没有出现大块的铜基固溶体。图3b为不锈钢与焊缝界面区组织,可以看出不锈钢侧出现粗大的粒状相,熔合线侧组织粗大。图3c为镍钛与焊缝界面区的微观组织,由于焊接过程中的热传导,使得该区域的温度梯度较大,促进了胞状晶的形成,镍钛合金侧组织排列紧凑、致密,还可看到少量的粒状相,靠近焊缝方向的组织分布较为松散。使用SEM-EDS研究每个区域(图3a~c表示)的成分。EDS分析应用于这些区域,以测量反应产物的成分,结果列于表2中。从表2可以看出,A点的Ti元素较母材有相应的减少,Ti含量减少的原因在于:一是激光束向不锈钢侧偏移,NiTi合金熔化后只有少量的Ti进入到焊接缝隙中;二是焊接缝隙中存在的大量Cu,降低了Ti在焊接缝隙中的含量。B点的Ti元素较A点有所降低,而Fe有少许增加。C点偏向于焊缝区,能谱分析表示该位置存在的Ti含量降低,Cu元素增加。因此,当激光束聚焦在不锈钢与铜中间层界面时,减少了镍钛母材的熔化量,降低了接头中Ti的含量,而铜中间层阻挡了Fe元素的扩散,抑制了Ti-Fe系化合物的生成。结合Cu-Ti合金相图与相关热力学数据,接头中生成的Cu-Ti系金属间化合物的可能性依次是TiCu、Ti2Cu、Ti3Cu4、Ti2Cu3、TiCu4。图4为焊缝XRD分析结果,分析结果表明,焊缝金属的相组成主要为B2、B19’、-Fe、-Fe、TiNi3、TiFe2、TiCu、-Cu、Ti3Cu4、Ti2Cu3相。

图3. 接头微观结构(注:3a.焊缝区SEM图像;3b.不锈钢侧熔合区;3c.镍钛侧熔合区;3d.图3c中的白色方框区的放大图像)

图4. 焊缝区XRD分析结果

表2. 图3中各点成分能谱分析结果(wt.%)
2.2 接头力学性能
如图5所示,焊接区域的显微硬度存在不均匀的分布。最高硬度值处于镍钛合金侧,这是由于部分的含Ti金属间化合物在此处聚集,导致硬度增大。焊缝中部硬度相对较低,主要归因于铜中间层的稀释作用,使得钛和铁反应后的金属间化合物含量明显降低,且因铜中间层相对容易变形,可以减少接头内部的残余应力。图6为接头在室温下的拉伸曲线及断口形貌,由图可看出,接头的最大抗拉强度为545MPa。接头断裂发生在镍钛侧的熔合区,此处也是硬度值最大的位置。断口有部分细小韧窝生成,表明接头的断裂模式为韧-脆性混合断裂。

图5. 镍钛/不锈钢激光焊接头显微硬度分布
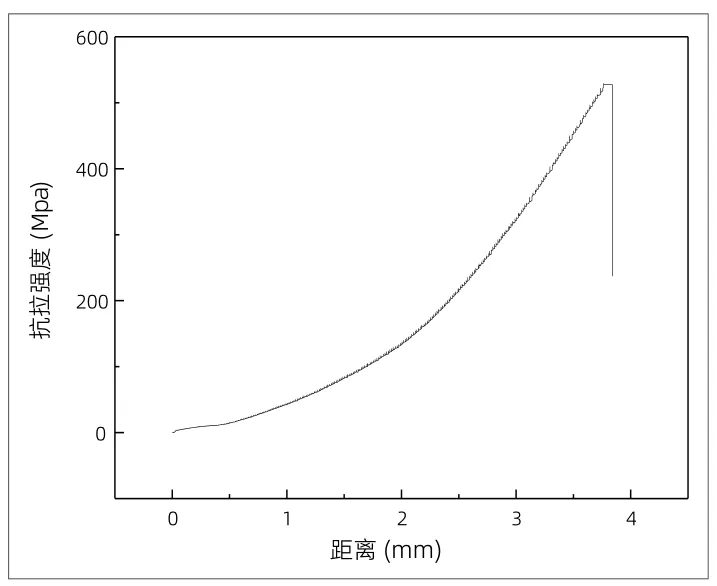
图6. 接头拉伸曲线、断口SEM图像
3.讨论
在可用于NiTi形状记忆合金的各种连接技术中,激光焊接是目前使用最多的连接技术。这种焊接工艺具有精度高、能量密度高、热影响区和熔合区延伸小、残余应力和变形极小等特点,这使得该工艺特别适用于焊接如NiTi这类可焊性低的材料[6]。激光焊接属于熔化焊,在焊接时,焊接区会发生各种的化学反应,衍生出多种脆性的金属化合物,如TiFe2、Ti2Ni和TiNi3等,这些脆性IMC会导致接头的脆性断裂,导致与母材相比机械性能较低。
减少脆性金属相形成的一种方法是引入金属中间层,如铜、镍和银基钎料等[7-9]。其中,铜是作为中间层最广泛的材料。李红梅等[10]用激光焊焊接TiNi合金丝与不锈钢丝时添加铜箔,研究了厚度不同的铜箔对镍钛接头处力学性能的影响。结果表明,铜箔的加入,抑制了焊缝区Ti-Fe,Ti-Ni和Ti-Cr金属间化合物的生成,接头力学性能有了很大的提高。这些研究结果表明,通过选择合适的金属中间层可以减少脆性金属间化合物的形成,改善焊缝组织和接头性能。另一种方法则是通过激光束的偏移来控制母材的熔合比,从而控制母材的混合程度,减少脆性金属间化合物的生成。Tomashchuk等[11]采用连续Yb:YAG激光实现了纯钛与316L不锈钢的直接对接焊,在钛侧的偏移量为0.17~0.42mm,步长为0.05mm。结果表明,钛侧的激光束偏移量可以减少熔化区中不锈钢元素的含量,使得不锈耐酸钢和熔化区界面上的容易发生脆性断裂的金属间化合物相的形成减少到几个10µm薄的界面。
激光束位于不锈钢母材与中间层的界面,减少了镍钛合金母材的熔化量,降低了接头中Ti元素的含量,且由于中间层的稀释作用,大大降低Ti-Fe系金属间化合物的生成,从而提高了接头的力学性能。
焊接缝隙和不锈钢母材/镍钛母材中存在显著的界面。有比较明显的界面区生成于镍钛合金母材与焊接缝隙之间,少量的铁元素通过激光焊接的作用从不锈钢母材中扩散到界面区。
室温下,激光焊接头的最大抗拉强度为545MPa,接头断裂位于镍钛侧的熔合区。