不同工艺的钛及钛合金义齿支架内部质量的对比研究
2022-08-30肖燕萍张晨蔡金兰张庆松谢胜芬广东省医疗器械质量监督检验所广东广州510080
肖燕萍 张晨 蔡金兰 张庆松 谢胜芬 广东省医疗器械质量监督检验所 (广东 广州 510080)
金属支架可摘局部义齿是一种用于恢复牙列缺损的形态、功能及外观的,患者可自行摘戴的修复体。与固定义齿比较,它具有适应证广泛,不受缺牙数量、部位的影响,磨除牙体组织少,患者能自行摘戴,便于刷洗清洁,制作较简便,价格低廉,便于修理等优点,因而广泛运用于临床修复。目前临床上制作义齿支架的金属主要有钴铬合金、钛合金、纯钛等。钴铬合金比重大,弹性差,耐蚀性差,且含对人体有害的镍、铬、钴、钼、铍等元素,使得患者难以适应[1]。钛及钛合金密度只有钴铬合金的50%左右,弹性模量低,弹性好,耐腐蚀,生物相容性良好,不容易引起过敏反应,其制作的义齿支架在口腔中无异味,轻巧,能改善上颌义齿抵抗自身重力引起的脱位现象,且患者戴后异物感小,在临床备受青睐[2,3]。但钛及钛合金的强度较低、耐磨性差,且铸造工艺要求高,在铸造过程中容易发生铸造不全、铸造失败、铸件内部有气孔等现象。随着材料和加工技术的进步,计算机辅助铣削技术(Computer Numerical Control,CNC)和选择性激光熔融技术(Selective Laser Melting,SLM)在钛及钛合金义齿支架的制作上已经得到很好的临床运用[4]。
金属支架在修复中将义齿各个部分连接形成一个整体,传导和分散k力,提供固位、支撑。钛及钛合金支架的临床折断是修复失败的主要原因,可能的折断原因有临床牙体预备不足、支架设计不合理和支架制作缺陷等[5]。修复失效可能有损失患者基牙、划伤口腔黏膜喉咙、吞咽等风险。目前关于铸造、切削和选择性激光熔覆3种工艺的制作钛及钛合金义齿支架内部质量的对比研究较少。本研究对3种工艺制作的钛及钛合金义齿支架使用X射线探伤法,评估其内部是否存在气孔、裂纹、夹杂等缺陷,为临床修复制作工艺的选择提供理论依据。
1.资料与方法
1.1 一般资料
从广东省医疗器械质量监督检验所2021年1月~12月受理的检验任务中,随机抽取不同企业生产的SLM钛合金支架可摘局部义齿、铸造纯钛支架可摘局部义齿、CNC钛合金支架可摘局部义齿和CNC纯钛支架可摘局部义齿各10个。
仪器设备:高频X射线机(EX5000-DDR,伊士通)。
1.2 方法
将试样置于工作台中心位置,设置X射线机曝光条件:管电压75kV,管电流100mA,曝光时间45ms,照射距离1m,使用X射线机对每副义齿支架进行拍摄成像,观察数字照片上义齿支架影像。
1.3 观察指标
义齿支架应无气孔、裂缝等缺陷,支架的图像变化应均匀。肉眼观察胶片上义齿支架内部是否有气孔、裂缝等缺陷,记录缺陷个数和位置。
1.4 统计学分析
用统计学软件SPSS 22.0对4组义齿支架内部气孔数进行Wilcoxon秩和检验,数据以“M(Q25,Q75)”表示,P<0.05表示差异具有统计学意义。
2.结果
2.1 X射线探伤结果
3种制作工艺的义齿支架内部质量X射线探伤结果详见表1。

表1. 义齿支架内部气孔X射线探伤结果
2.2 可摘局部义齿支架X射线图片
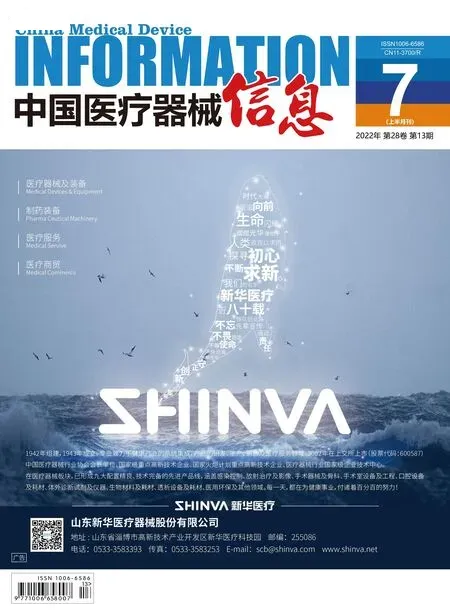
三种工艺制作的可摘局部义齿支架X射线图片,铸造纯钛支架内部气孔(箭头处)较多,见图1~4。10个SLM钛合金支架、10个CNC纯钛支架和10个CNC钛合金支架内部结构均较为均匀,未发现气孔、砂眼、裂缝等缺陷。5个铸造纯钛支架内部出现3~9个不同大小的气孔,不合格率高达50%,气孔呈随机分布在连接体和卡环上。铸造支架的内部气孔数显著高于SLM支架和CNC支架。用SPSS 22.0软件进行分析,SLM工艺和切削工艺制作的支架无统计学差异,铸造工艺与其他两种工艺的差异有统计学意义(Z=2.25,P<0.05)。

图1. SLM钛合金支架可摘局部义齿
图2. 铸造纯钛支架可摘局部义齿

图3. C钛合金支架可摘局部义齿

图4. 纯钛支架可摘局部义齿
3.讨论
随着人口的老龄化,牙列缺损比例逐渐增加,同时,生活水平的提高也使得人们对口腔健康越来越重视。当前牙列缺损的主要修复方式有固定义齿、可摘局部义齿以及种植辅助修复,固定义齿修复和种植辅助修复是临床首选,但当患者存在各种医学禁忌证时,可摘局部义齿的修复更为适合。此外可摘局部义齿还具有基牙磨除量少、易于修理等优点,因此目前可摘局部义齿修复仍然是主要的修复方式之一。钛及钛合金支架轻巧、舒适,生物相容性好,在临床使用广泛。但由于钛及钛合金熔点、流动性、氧含量均对产品的成型效果有影响,轻者容易导致支架内部产生气孔,影响机械强度,成为支架折断的潜在诱因,重者铸造不全,铸件失败。可摘局部义齿支架在修复中承担主要的咬合力,支架折断是修复失效的主要原因,而义齿支架内部缺陷是造成支架折断的重要因素[5]。目前义齿支架内部缺陷的检测,多使用X射线探伤法进行,该方法对样品无损害,对缩孔、气孔、裂缝等缺陷的检测具有定位、定量、定性等优点。用该方法在铸件粗磨后、排牙前进行气孔检测,可以减少义齿的失败率。
3.1 钛支架内部气孔形成原因
传统的铸造支架制作过程繁琐,工艺复杂,在铸造过程中容易产生缩孔和气孔等缺陷,降低义齿强度,从而缩短了义齿的使用寿命。在随机挑选的断裂样本的断裂面扫描电镜照片中均出现了裂隙缺陷,少数样本中出现了较大的气孔缺陷[5]。本研究中10个铸造支架,有5个出现了不同程度的铸造气孔缺陷,占比达50%。Viswambaran等[9]发现40个不同铸件中,有37个在铸件支架的卡环、连接体等不同部位发现了不同程度的内部缺陷,与本研究结果相似。
钛及钛合金的熔点高,钛在高温下化学性能极为活泼,钛熔液很容易与氧发生反应,生产氧化钛,因此钛及钛合金需要在真空或氩气保护条件下铸造。有研究认为铸件内产生气孔与氩气压力有关,钛熔液必须与铸腔内的氩气充分置换后才可充满型腔,未及时排出的氩气在钛熔液种冷却后形成气孔[6]。钛比重轻,氩气压力过大时,钛熔液流速过快,形成的湍流易夹带气体,在靠近铸道的部位出现气;压力过小,影响钛锭的熔解[7]。气孔的产生还与包埋材料的透气性有关,包埋料透气性能差造成铸模腔内反向压力过大,氩气被卷入钛导致气孔产生[7]。钛从熔融状态冷却到室温时,体积和结构的改变也可能导致缩孔的产生。还有研究认为与铸道及排气道设计、铸造设备、铸模温度等有关,多设置排气道、短而粗的圆形铸道和双向铸道都可减少铸件的气孔率[8]。因此,平常铸造设备的维护、铸造压力和温度的适宜、铸道设计的合理是保障铸件成功的关键。
3.2 架制作工艺的选择
本研究中SLM钛合金支架和CNC铣削钛及钛合金义齿支架内部结构较为均匀,未见明显内部缺陷,SLM和CNC工艺制作的支架内部质量明显优于铸造支架,与刘一帆等[10]和邱丽芳等[11]的研究结果一致,说明SLM和CNC工艺制作的义齿支架内部质量优良,符合临床使用需求。SLM和CNC都是计算机辅助设计/计算机辅助制造(CAD/CAM),CNC和SLM均先通过扫描模型或直接通过口扫数据得到数字化模型,进行CAD设计,CNC或SLM接受CAD软件传输的设计信息进行铣削或激光熔融等加工制作。SLM为增材技术,属于“加法”工艺,而CNC为减材技术,属于“减法”工艺,二者通过计算辅助,节省了大量的人力成本。CNC工艺在口腔修复的运用更为成熟,早于SLM工艺。CNC铣削有不同尺寸的钻头,铣削精度可以达到10µm以内[12]。有研究表明CNC铣削支架比铸造支架的适合性精密度更高[13]。CNC也存在一些不足:①复杂性状无法切削;②材料存在较大浪费;③刀具的磨损导致切削精度降低。SLM是近几年在口腔修复领域比较热门技术,它通过有选择地将连续的粉末聚拢在一起,分层制造,逐层叠加,利用高能激光束将金属粉末熔化,由点到线到面,制造出复杂的三维零件[14]。不同于减材技术的材料大量浪费,剩余的激光粉末可以重复使用。有研究表明SLM制作的钛合金支架具有比铸造纯钛支架更高的适合性[10,11]。相较于传统铸造法,SLM制造的成本仍然较高,随着科技发展,技术进步,其成本降低,SLM技术必将在口腔领域普及。
3.3 小结
研究显示,SLM增材制作工艺和CNC铣削工艺制作的钛及钛合金支架具有良好的内部质量,优于传统的铸造工艺。传统的失蜡铸造工艺存在工艺繁琐复杂,耗时长,影响因素多,可控性差,人工成本高等诸多问题,影响了钛及钛合金这一优秀材料在口腔修复上的运用。SLM和CNC工艺都是基于CAD/CAM,通过使用3D成像、CAD和CNC或SLM,加快了生产周期,节省了大量的人力成本。未来随着新材料、新技术的发展,口腔修复将越来越智能化、数字化,一些传统的制作工艺将逐步被淘汰。