短脉冲光纤激光诱导等离子体辅助加工薄盖玻片研究
2022-08-30卢希钊颜丙功江开勇
卢希钊,颜丙功,江开勇
(1. 华侨大学机电及自动化学院,福建 厦门 361021;2. 厦门大学机电工程系,福建 厦门 361005;3. 福建省特种能场制造重点实验室,福建 厦门 361021)
薄盖玻片作为重要的图像、光电、生物等传感器保护层有着不同的适用场景, 由于其材质薄、导热性差、机械强度不足,故不适于机械加工,主要利用无接触应力的激光加工。 激光诱导等离子体辅助加工(laser induced plasma assisted ablation,LIPAA)是一种利用激光轰击金属目标靶诱导产生等离子体,对薄膜、石英、金刚石等薄透物质进行间接加工的方法,能有效应用在元器件制造、精细设备制造、透明物质的表面微结构制造等场合[1-6]。 这类加工方法可应用于绝大部分透明物体的加工,有效避免常用的纳秒激光加工热效应明显的缺陷,既能够解决减材加工中待加工的透明材质不直接吸收激光的难题,也可以避免透明材质对不同激光的波长吸收选择性。
盖玻片的主要成分为SiO2,其吸收波长峰值约为480 nm,因体积小、材质轻便、透光性良好等优点在传感器中得到广泛应用,而激光诱导等离子体刻蚀技术的出现提高了其应用水平[7-10]。短脉冲激光的脉冲宽度对于加工效果的热影响巨大,限制了加工精度,从蓝宝石到金刚石的结果也证明了激光诱导等离子体辅助加工去除材料是通过激光、 等离子体、材料的复合作用[11-13]。
1 激光诱导等离子体辅助加工原理
图1 是激光诱导等离子体辅助加工的原理:脉冲光纤激光器产生1064 nm 的脉冲激光作为加工光源,激光束通过扫描振镜扫描定位,激光束穿过安装在固定目标金属靶上方一定距离的待加工透明基板,照射在固体金属靶上表面,由此产生金属等离子体团聚,并发射绝大部分的等离子体团聚定向加工透明基板的后表面。

图1 激光诱导等离子加工原理图
激光诱导等离子加工中所用的光源为金属吸收率较高的1064 nm 纳秒激光,由于此波段的激光对盖玻片的穿透率较高,使用该激光难以直接作用盖玻片加工微结构。 盖玻片可视为一个热敏感材料体,在加工过程中,厚度180 μm 的盖玻薄片材料易受热应力作用过度而导致边缘烧蚀甚至裂开。 实际上,用常规纳秒级激光加工和短脉冲激光加工盖玻片是一个困难且复杂的过程,例如,脉宽宽度10 ns以上的激光由于热效应明显,盖玻片受热易产生微裂纹,从而影响微结构的加工质量。
激光诱导等离子体辅助加工薄盖玻片是应用纳秒级高功率光纤激光器进行加工。 经过初步探索发现,激光能量密度的选择非常关键,过高的能量密度会引起盖玻片样品的碳化及热应力引起的崩边、缺陷,选择合适的激光能量才尽可能地控制盖玻片在加工过程中被过度热熔,同时合理设计加工顺序,以此避免热应力的交叉与集中,也能够减少盖玻片在激光作用时产生微裂纹。
2 实验设计
2.1 实验平台搭建
图2 是实验搭建的激光诱导等离子加工平台,其中三维调整平台Z 轴的工作范围为0~5 mm,可以调整其中一维坐标使得激光作用区域位于待加工薄盖玻片上, 另外一维则可以调整目标金属靶,使得金属靶未被激光照射的区域在待加工的透明基板下方,以保证实验中透明基板与目标金属靶的距离准确性,另外也可使加工区域不会混入已加工的氧化物杂质。

图2 激光诱导等离子辅助加工盖玻薄片
实验中,在一定范围(0.05~2 mm)内调整透明基板到目标金属靶的距离,激光透过透明基板增加到达金属靶的聚焦情况并未改变,从几何光学理论上和可忽略范围内焦点位置、焦斑大小并未改变。
2.2 加工光源与实验样品
为使纳秒激光的光子最大程度激发金属靶上的等离子体,采用光纤激光器脉冲宽度为1~10 ns,单位脉冲能量为13 mJ,激光重复频率为60~300 kHz,平均功率为18 W,波长为1064 nm。 加工的透明基板为盖玻片,选择原子尺寸较大纯铜(红铜)作为目标金属靶,激光激发产生铜离子,等离子体的数量与激光的能量密度、激光作用时间相关。
3 结果与分析
3.1 激光能量密度对加工薄盖玻片的影响
图3 是不同的激光能量密度对激光诱导等离子体辅助加工盖玻片的宽度和深度的影响。
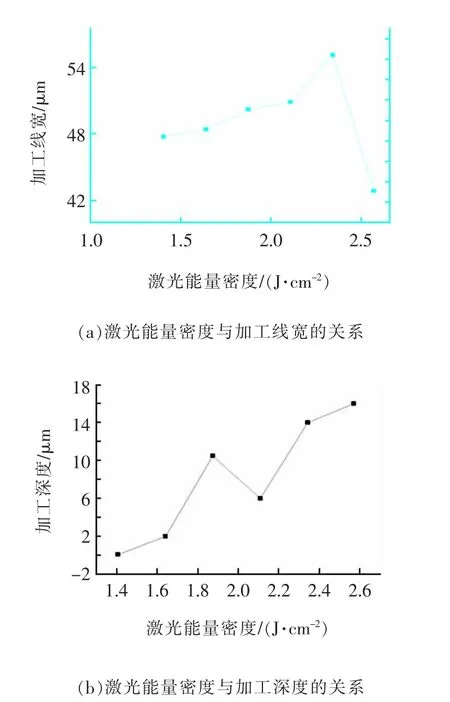
图3 不同激光能量密度下的加工线宽和加工深度
由图3 可见, 能量密度在2.4 J/cm2以下时,随着加工激光能量密度上升,刻蚀的深度和线宽不断增大;当激光能量达到2.5 J/cm2时,刻蚀的宽度不再增加,且随着诱导产生的等离子体互相碰撞的机会增多,刻蚀的效果反而会变差。
固定激光重复频率300 kHz,脉冲宽度为1 ns,扫描速度为20 mm/s,扫描次数为2 次,得到能量密度在1.41~2.57 J/cm2范围内激光诱导等离子加工薄盖玻片样品的显微图(图4)。由图4 可见,蚀刻的图形中线宽逐步变宽,深度也逐渐变深。

图4 不同能量密度激光诱导等离子加工薄盖玻片样品
3.2 激光扫描速度对加工薄盖玻片的影响
在一定的激光扫描速度范围内,如果能获得足够数量的等离子轰击,则可以实现刻蚀的目的。图5是不同的激光扫描速度对激光诱导等离子体辅助加工盖玻片的宽度和深度的影响,可见扫描刻蚀的宽度随着扫描速度提高而增加,扫描的深度随着扫描速度提高而减少。

图5 不同激光扫描速度下的加工线宽和加工深度
图6 是激光扫描速度在20~100 mm/s 范围内激光诱导等离子加工薄盖玻片样品的显微图,可见过小的扫描速度会引起切割时的烧蚀,过大的扫描速度会使得加工目标金属靶时产生的等离子体无法实现连续加工。 在加工中,激光扫描速度关系到激光作用目标金属靶的时间,决定了产生等离子体的数量,长时间照射在待加工透明基板会引起基板温度升高,故而在选择激光扫描速度时,应选择合适的加工速度使加工的线宽和深度相互匹配。

图6 不同扫描速度激光诱导等离子加工薄盖玻片样品
3.3 加工距离对加工薄盖玻片的影响
加工距离是激光诱导等离子体诱导加工过程中的关键参数之一, 当靶和基板之间距离的增加,更高的动能可以为铜离子体的飞行提供条件。 图7是不同的加工距离对激光诱导等离子体辅助加工盖玻片的宽度和深度的影响,可见加工距离越近则激光诱导等离子刻蚀的宽度越窄、深度越深,然而过大的加工距离会使诱导的等离子无法实现刻蚀。
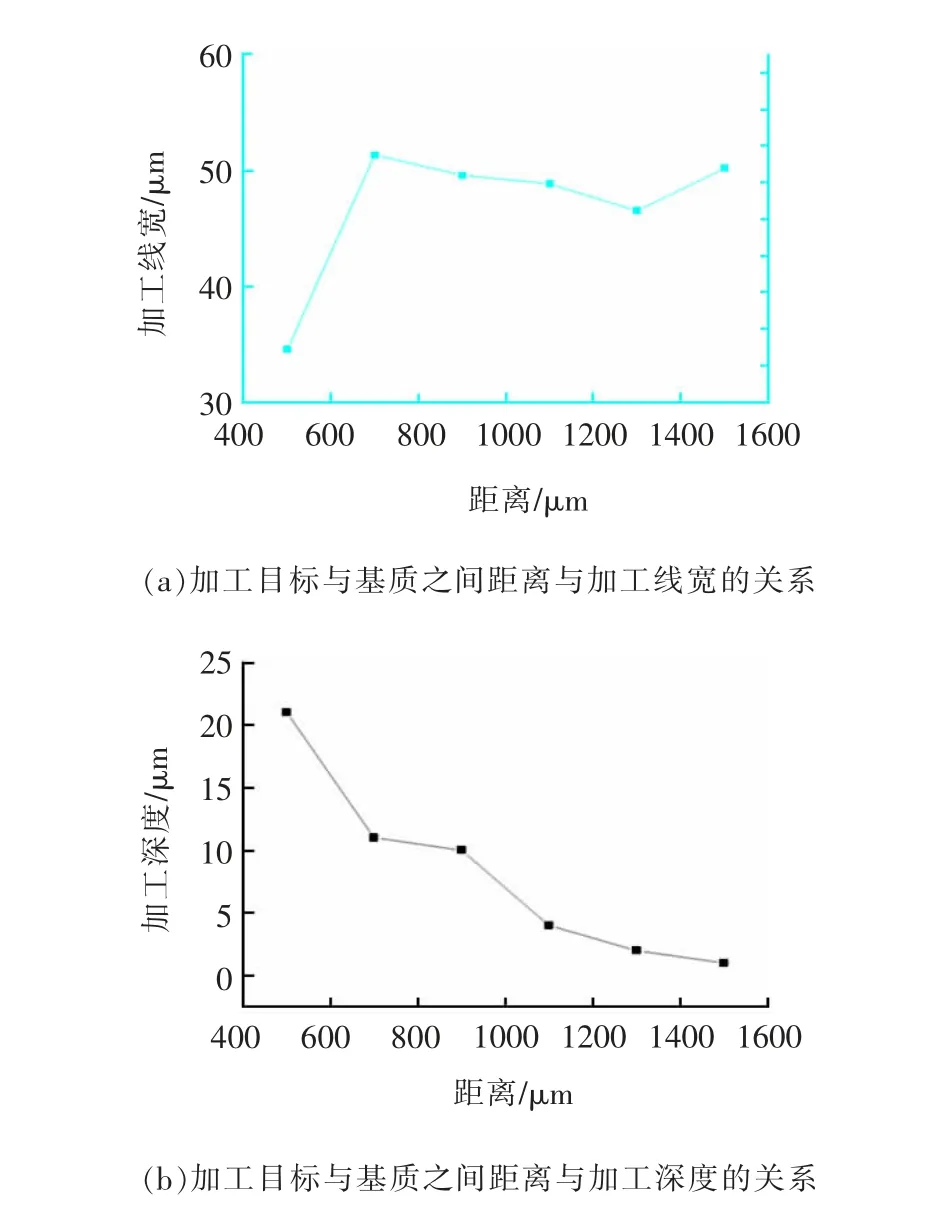
图7 不同加工目标与基质间距离下的加工线宽和加工深度
图8 是加工距离在500~1500 μm 范围内激光诱导等离子加工薄盖玻片样品的显微图。 由图可见,加工效果受透明基板与目标金属靶间距离的影响极大,当加工距离越大时,加工烧蚀的现象减轻,被加工出来的线宽越宽。

图8 不同加工距离激光诱导等离子加工薄盖玻片样品
4 结束语
本文研究了短脉冲光纤激光诱导等离子体辅助加工薄盖玻片中各加工参数对结果的影响,结果显示激光能量密度、扫描速度、加工距离对加工所得的线宽、线深有较大影响。 随着盖玻片等透明薄膜大量应用于光电领域,短脉冲光纤激光诱导等离子体辅助加工也被应用于开发下一代薄透介质的研究中,有着很大的应用前景和提升空间,从而满足微加工日益严苛的要求。