核电站安全壳钢衬里带底板模块施工技术*
2022-08-27朱锐卿
申 涛,李 强,刘 阳,李 燕,梁 明,王 巍,朱锐卿
(中国建筑第二工程局有限公司,北京 100160)
1 工程概况
广东太平岭核电站安全壳钢衬里主要功能是在核电站运行期间防止外界环境对内部设施的影响,并在失水事故后包容放射性释放物。钢衬里带底板模块由底板+截锥体c段+截锥体b段组成,均由6mm厚钢板制作而成,如图1所示。底板为圆盘形,截锥体c段为圆筒形,截锥体b段为倒空心圆台形,各段之间由加强板连接。截锥体c段背部焊接∟125×80×10,∟75×50×8及φ8×80锚固钉。底板、截锥体c段及截锥体b段预制完成后分块运至现场拼装成模块后整体吊装安装。
钢衬里底板+截锥体c段+截锥体b段模块(以下简称“模块1”)施工已应用于广东太平岭核电站2号机组。
2 施工工艺
模块1底板分12个分块,分别为MK1~MK12;截锥体b,c分段分块板分别为S01b~S12b及S01c~S12c, 共36个分块板。
2.1 分块板制作
制作图→领料→放线下料→标识移植→板边修直→坡口清理→拼板组对→焊接→无损检测→二次放线→切割下料、坡口打磨→(胎模成型)→加强板组对→焊接→校正→无损检测→(加劲肋弯曲→加劲肋下料→加劲肋组对→加劲肋焊接→连接件焊接→校正→无损检测)尺寸检查→喷砂、油涂刷漆→编号存放(底板及截锥体b段无“胎模成型”及“加劲肋”相关工序)。
2.2 模块拼装
1)底板拼装 施工图→钢衬里底板定位放线→底板分块板吊装就位→余量切割→组对→焊前打磨→铺配重→焊接→加强节门板安装、焊接→焊缝无损检验→整体几何尺寸检查。
2)截锥体c段拼装 施工图→放线→扶壁柱等辅助措施安装→分块板吊装就位→半径调整→立缝组对、焊接→环缝组对、焊接→伸缩缝组对、焊接→分块板上口余量切割→焊缝无损检验→几何尺寸检查→完成。
3)截锥体b段拼装 施工图→放线→支撑等辅助措施安装→分块板吊装就位→半径及标高调整→立缝、横缝组对→立缝、横缝焊接→环缝组对、焊接→伸缩缝组对、焊接→加强板门板安装、焊接→焊缝无损检验→几何尺寸检查→完成。
2.3 模块吊装
吊装前条件确定→网架挂索具→网架试吊→网架下口水平度测量及调整→起重机制动性能验证→网架正式吊装→回转→变幅→连接模块→模块试吊→模块安装角度调整→模块下口水平度测量及调整→验证制动性能→模块正式吊装→模块起升→模块起升至地上60m后回转(逆时针回转97.9°)至反应堆厂房正上方→起重机缓慢落钩→调整就位→摘钩、起重机回转、收车。
通过模块拼装吊装,提高了钢衬里安装效率,为反应堆内、外安全壳基础钢筋绑扎作业释放空间,保证了施工进度。
3 车间预制
3.1 施工原则
1)角部加强板与6mm厚底板连接焊缝采用手工电弧焊,底板之间的对接焊接采用埋弧自动焊和手工电弧焊(点焊)。
2)截锥体壁板拼接焊缝经无损检测合格后再进行壁板的四周余量放线切割。截锥体壁板上胎膜前应按制作图要求的尺寸放出每块板背部加劲肋定位线,包括放出每块板、加劲肋的位置线,管道圆心位置线及开孔圆周线等,并做出明显标记。
3)S01c~S12c上口预留≥20mm余量用于与截锥体b段小模块调整时切割。S06c,S12c右侧边(由反应堆外向内)预留100mm左右余量,现场切割。
3.2 加劲肋角钢制作
加劲肋角钢采用型材卷弯机进行弯曲,根据所需长度进行下料。
3.3 锚固钢筋制作
成型锚固钢筋经验收合格后,做好成品临时存放保护措施,如放置在箱子内,且挂好信息标识牌。
3.4 加强板制作
截锥体b段下口加强板由30mm厚加强板JQ3,JQ4拼接而成,上口加强板由22mm厚加强板JQ5,JQ6拼接而成,如图2所示。
JQ3~JQ6机加工完毕后进行冷弯成型,按制作图组对焊接,焊接完成后共12段,分别与截锥体分块板组对焊接。
加强板拼焊采用手工电弧焊,为减少焊接变形,节点处的拼焊采用图3所示的防变形工装进行固定,将加强板吊装就位于工装胎模,使用卡板及楔铁固定(卡板间距300~500mm)。焊后试件若产生变形则可进行火焰校正,加热温度≤600℃,加热后立即施加外力使其达到图纸要求尺寸(只能用火焰的外焰接触构件)。截锥体b段上、下口②号工装不拆除,待截锥体b,c段组焊成整体后进行拆除。

图3 截锥体b段加强板防变形工装
3.5 底板分块板制作
1)分块板MK1~MK12的6mm厚钢板在车间采用数控切割机或半自动切割机下料并进行编号,直角边预留50mm左右余量,余量在现场拼装时进行切除。
2)除分块板MK6,MK7,其余分块板需在所有6mm厚钢板拼接后,在拼装场地进行弧边的划线、切割机坡口加工,并与相应的加强板节点进行组对焊接。
3)在车间内将同一个分块板中相邻的2块预制板拼焊成1个小分块板,将小分块板运送至车间外拼装场地进行二次组对作业,拼装为大分块板。
4)焊接采用埋弧自动焊和手工电弧焊(点焊)。
5)为避免分块板钢板因局部弯曲受力过大引起塑性变形,底板预制及拼装过程中,对于较大分块板采用平衡梁吊装,在分块板钢板上焊接适当的辅助吊耳并通过手拉葫芦调整平衡,如图4所示。

图4 分块板吊装示意
6)检查钢板平直度和焊缝间隙合格后,为防止钢板变形或受温度影响引起底板凸起,须在焊缝定位点焊后,两侧压上配重块方可进行焊接。
7)6mm厚底板拼接方法为埋弧自动焊或手工电弧焊双面焊。
8)所有弧形边每隔500mm放出1个控制点,用半径19.528m的弧形靠尺将点连成1条弧线,所有直边只放线,暂不切割。直角边须待与其他分块板进行组对放线后,方可切割。
3.6 截锥体分块板制作
1)放样、下料 分块板S01b~S11b及S01c~S11c尺寸较小,采用整张钢板制作。分块板S012b,S012c尺寸较大,由2块或2块以上的小板在车间施工平台上拼焊成1块大板。
2)坡口加工及钢板拼接 6mm厚钢板拼焊采用埋弧自动焊。坡口形式及焊道如图5所示。

图5 6mm厚钢板埋弧自动焊拼接示意
焊接前,需在焊缝两侧对称压上配重块,防止焊接引起变形。待焊接完成,焊缝完全冷却后再去掉配重,并进行编号、存放。
3)角钢定位 截锥体壁板上胎模前,按制作图要求的尺寸放出每块板背部加劲肋、锚固钉定位线,并做出明显标记。
4)成型组对 利用胎模和弯曲成型的角钢加劲肋来实现截锥体壁板弯曲成型(除截锥体b段),将切割后的钢板放在胎模上用夹具将板和胎模贴合,然后将弯曲好的角钢加劲肋和壁板组焊在一起。
角钢加劲肋与壁板焊接顺序为:先焊接横向通长角钢,再焊接竖向短角钢。施焊时由2位焊工在角钢两侧从中间向两端分段退焊。角钢加劲肋焊接前,须使用钢梁压在角钢加劲肋上,防止焊接引起壁板变形。
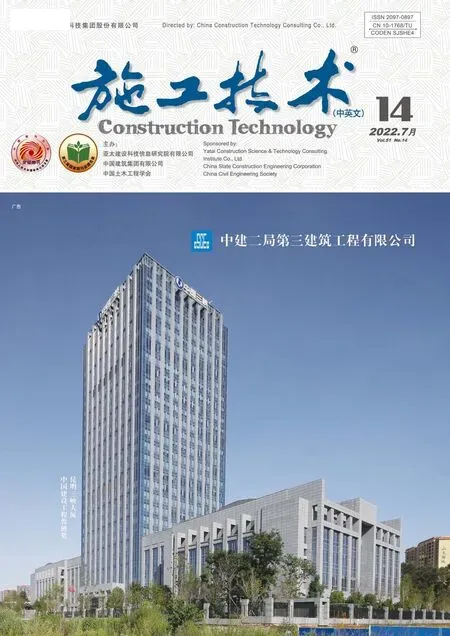
对于截锥体b段,待加强板JQ3与JQ4、JQ5与JQ6分别焊接成整体后,与截锥体b段6mm厚钢板进行组对及焊接,然后加装现场安装用临时加强板,如图6所示。
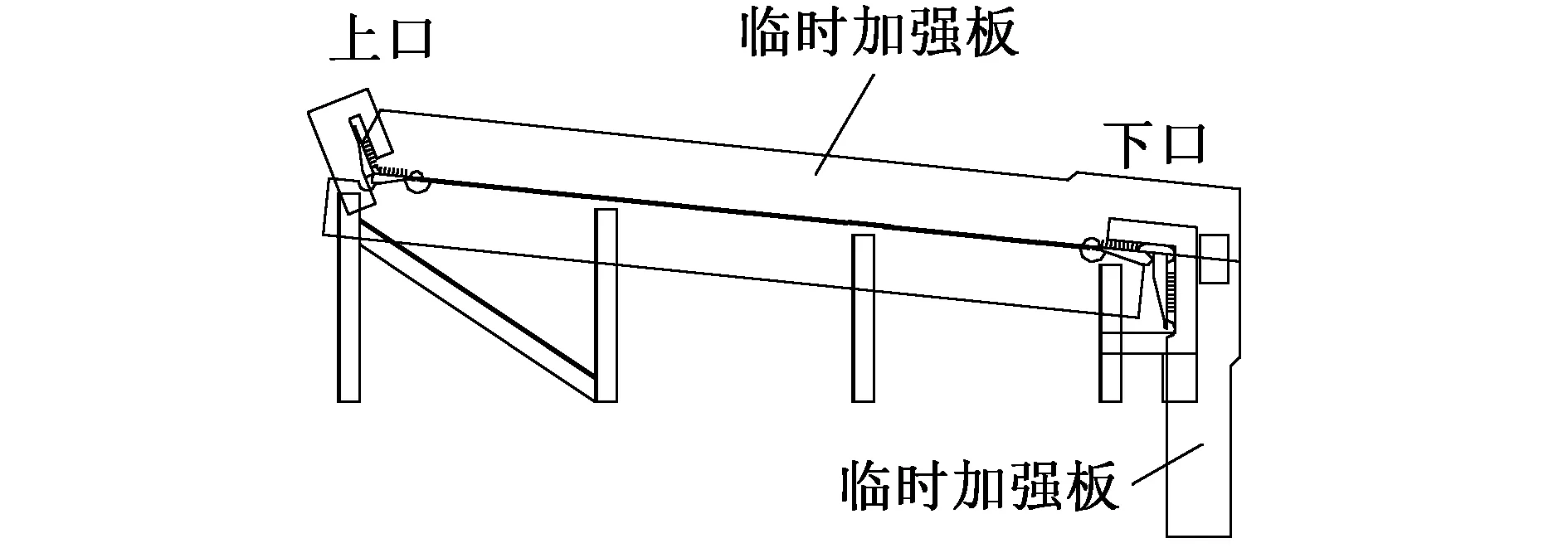
图6 截锥体b段钢板与加强板组焊示意
5)锚固钉划线、焊接 锚固钉焊接采用螺柱焊工艺,将钢衬里板放在胎模上进行锚固钉焊接。
6)螺套焊接 构件制作完成后,在每块壁板上口环向焊缝位置下方对应竖向角钢的位置焊接用于安装内走道平台支架的螺套。
7)喷砂、油漆 截锥体壁板喷砂后表面粗糙度为Sa3级,油漆系统为PIC100I。截锥体内壁喷砂、涂刷油漆,坡口处须粘贴专用胶带进行防护。
4 现场拼装
4.1 测量放线
模块1拼装前,放出底板中心点、半径线、分块板定位线、角度线。定位放线完成后进行整体或局部核查,确保定位线准确。
4.2 底板拼装
1)吊装 将底板分块板从车间运至核岛附近空地上,采用汽车式起重机吊装倒运及就位。在分块板上焊接适当的吊耳并通过手拉葫芦调整平衡。
2)拼装顺序及就位 先拼装底板外圈分块板再拼装内圈分块板,优先拼装同组相邻分块。外圈分块板为MK1~MK5,MK8~MK12,内圈分块板为MK6,MK7。底板吊装就位前,在拼装平台上标出相应编号,在半径线位置焊接固定限位板,利用限位板使底板拼装就位。
3)组对及焊接 使用卡板等固定并调整焊缝间隙,检查钢板平直度和焊缝间隙合格后,在焊缝两侧压上配重块后将分块板组对和焊接。底板焊接时需采取有效措施控制焊接变形。配重块形式及布置分别如图7,8所示。
图7 配重块形式

图8 配重布置
底板焊接时,原则上先焊接板与板之间较长拼接焊缝后再焊接较短拼接焊缝,由2人从中间向两端采取分段退焊法,分段长度≤500mm,且采用多名焊工对称施焊。每段焊缝采用短道多层、整段盖面的焊接方法,以有效减少焊接热输入量造成的焊接变形。
4.3 截锥体拼装
1)拼装装备
在拼装平台上焊接截锥体支撑,用于支撑截锥体c,b段。截锥体c,b段拼装前,应在就位位置内外搭设可操作平台,如图9所示。

图9 截锥体c,b段操作平台
2)截锥体c段拼装
底板加强板定位尺寸合格后,在角部加强板上标记出定位角度线,并将图纸所示预制构件编号标记于相应位置。截锥体c段吊装就位前需安装完成支撑,每块截锥体壁板设置至少2根支撑。吊装就位前在底板角部加强板上点焊定位靠板,每块壁板上定位靠板≥5块,如图10所示。

图10 截锥体c段定位靠板示意
根据施工图纸依次将壁板吊装就位,将支撑上设置的拉结装置与截锥体c段环向角钢连接,辅助调整截锥体c段垂直度并固定、检测合格后卸钩。相邻分块间采用眼镜板临时拉结(见图11)。

图11 眼镜板示意
在截锥体c段下口与底板加强节连接处放置专用间隙板调整焊缝间隙(原则上每个模块板每隔500mm左右放置1个间隙板,可根据实际情况增减)。使用楔铁压住临时定位靠板,将间隙板的圆锥楔压紧(见图12)。检查各分块板控制尺寸符合要求后进行定位焊接,定位焊接后拆除定位靠板、间隙板,然后组对焊接。

图12 圆锥楔布置示意
3)截锥体b段拼装
截锥体c段的定位尺寸合格后,在截锥体c段上口壁板外侧标记出定位角度线,并将图纸所示预制构件编号标记于相应位置。
截锥体b段吊装就位前需将支撑安装完成,每块截锥体壁板设置至少2根支撑(针对S12b,需至少3根支撑)。
吊装就位前在截锥体c段上口壁板上点焊定位靠板(见图13),每块壁板上定位靠板≥5块(内侧≥2 块,外侧≥3块),均匀布置。对于S12b,定位靠板≥8块(内侧≥3块,外侧≥5块)。

图13 截锥体b段定位靠板示意
根据施工图纸依次将截锥体b段吊装就位,倾斜度通过上口手拉葫芦调整,上口落在支撑柱顶部。
测量截锥体b段半径及上口标高,水平截面圆周半径误差在±50mm以内,上口标高误差在±3mm 以内。对截锥体b段立缝及横缝进行定位焊及工装措施焊接,截锥体b段立缝分片组对完成后进行划线并切割截锥体c段上口余量。截锥体b段下口与截锥体c段上口连接处放置专用间隙板调整焊缝间隙,使用楔铁压住临时定位靠板,将间隙板圆锥楔压紧。检查各分块板控制尺寸符合要求后进行定位焊接,定位焊接后拆除定位靠板、间隙板,然后组对焊接。
5 现场吊装
5.1 测量放线
模块1吊装就位前,在筏基上测量放线,定位出管道圆心位置线、轴线及底板最外圈理论位置向外偏移50mm后的圆周线(整圈画线或根据筏基表面状态放出控制线)。测量已绑扎的钢筋是否阻碍模块1下落,要求钢筋最外侧相对反应堆中心距离≥19 901mm。
5.2 辅助工装
1)在模块25°,90°,200°,286°方向挂设白棕绳,作为吊装用缆风绳。
2)在模块下部0°起,均匀布置4个手拉葫芦(质量≥3t),下端连接质量≥2t的配重块,上端挂设在底板外圈加强板的辅助吊耳上作为防摆装置。
3)截锥体b段下方设置立柱,用于模块1就位后支撑截锥体b段上口及调整标高,如图14所示。

图14 立柱设置
4)模块1就位处设置环向限位及径向调整用立柱,用于模块就位时的环向、径向位置调整。
5)将网架与模块连接。网架下部共1+8+12+24+24+24+48+48+48=237个吊点,模块1共1+8+24+24+24+48+48+48+48=273个吊点。网架第2圈12个吊点对应底板第2圈24个吊点,网架第5圈24个吊点对应底板第5圈48个吊点(采用平衡梁,将单个网架吊点分成2个底板吊点)。网架上部共12个吊点,通过钢丝绳将网架与起重机吊钩连接。
5.3 模块吊装
设置4名辅助指挥,分别负责模块1就位过程中340°~60°,60°~155°,155°~240°,240°~340°区域内的监控工作。起重主指挥接到起吊指令后,向起重机操作员发布起吊信号,起重机开始起钩。模块起升至下口离地0.5m左右时,保持静止,待模块状态稳定且去除防摆装置后继续起升。开始起吊时,起重主指挥在地面指挥,在起重机完成起升模块下口离地12m左右高度时,起重主指挥将指挥权移交给辅助指挥,通过通道向核岛转移。
模块下口起升至地上60m左右时(该起升高度以塔式起重机驾驶室及起重机显示为准),起重机开始逆时针回转(约97.9°)。当模块回转至反应堆厂房正上空时停止回转,初步调整模块中心与核岛中心位置。起重机继续缓慢落钩,当模块下口距离内外壳钢筋上表面1.5m左右时停止下降。检查模块就位时,用于调整的工装位置准确无误,固定完好。
微调模块位置,起重机继续缓慢落钩至模块下口与筏基上表面相距300~500mm时,挂上辅助就位用的手拉葫芦。起重机继续缓慢落钩的同时利用手拉葫芦来调整模块位置,使模块环向限位贴紧筏基立柱。起重机继续缓慢落钩,当距离筏基表面100mm左右时停止下降(底板未接触找平层),检查并确认各环向限位是否贴紧,使用手拉葫芦进行辅助调整;检查并确认模块径向位置无误后,继续缓慢落钩,使模块逐渐与筏基上表面相接触并使之完全受力。确认模块完全落位后,起重机落钩,拆除模块吊索具与网架的连接,确认后,起重主指挥指挥起重机逆时针回转69°,将网架放至网架拼装场地,拆除网架与起重机钢丝绳,起重机收钩回转并收车。调整截锥体b段上口标高后,与下部支撑点焊。
6 结语
采用将底板+截锥体c段+截锥体b段焊接成模块,现场进行整体安装,减少了现场分块安装的工作量,释放了反应堆厂房内、外安全壳基础施工空间,保证了工程建设质量,节约了工程成本。