基于VARI 工艺的J 型加筋壁板成型工艺研究
2022-08-25张琳,党杰
张 琳,党 杰
(西安航空职业技术学院,陕西西安 710089)
随着复合材料制造技术的不断发展,复合材料用量在航空航天、民用领域的应用也越来越多。加筋壁板是广泛应用于飞机机身、翼面等部位的典型复合材料结构件之一,其传统的制造方法是使用螺钉将蒙皮与筋条结构连接起来,紧固件数量多,制品整体重量大,装配成本高。为了减少紧固件使用,降低制品重量,加筋壁板的制造逐渐采用整体成型技术。VARI(真空辅助树脂灌注)成型工艺是一种适合大型复合材料制件整体成型的低成本制造技术,它作为液体成型技术中最具有发展前景的技术之一,在军、民机以及汽车领域获得了越来越多的应用[1-4]。
1 VARI 成型工艺简介[5]
VARI 成型工艺的原理是:将按结构和性能要求制备好的纤维预制体放置在模具上,在真空条件下排除纤维增强体中的气体,使液态树脂在预制体内流动、渗透,实现对预制体纤维及其织物的浸润,再经一定温度下固化、冷却脱模后得到能够承载的复合材料构件。VARI 成型工艺流程如图1 所示。
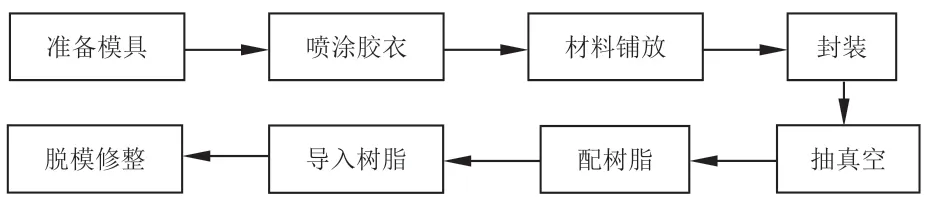
图1 VARI 成型工艺流程图Fig.1 Flow chart of VARI molding process
VARI 成型是在一定的真空条件下完成的,树脂流动由真空压力驱动,因此不需要热压罐,这样既省去了热压罐及配套设备的投入,又避免了成型构件尺寸受热压罐尺寸限制的缺点,尤其适合制造大型、超大型复合材料构件。同时还可以结合缝合、编织等手段实现复杂构件的整体成型,从而减少了零件及紧固件数量,降低了装配成本。成型的制品孔隙率低,力学性能与热压罐工艺制品接近。当然,VARI 制品也存在一些缺陷,其常见缺陷及形成原因、影响因素和防止措施见表1[6-9]。
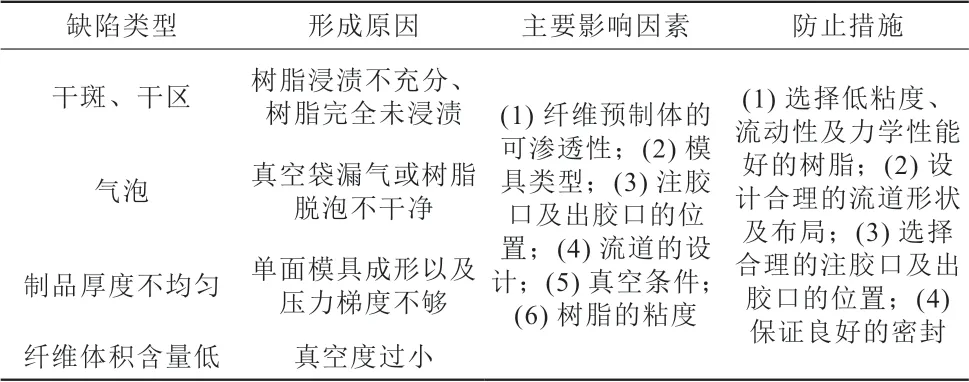
表1 VARI 制品常见缺陷、形成原因、影响因素和防止措施Table 1 Common defects, causes, influencing factors and preventive measures of VARI products
2 一种高性能VARI 工艺成型J 型加筋壁板的出胶结构和方法
目前,航空复合材料J 型加筋壁板逐渐采用VARI工艺成型,但采用单面模具容易发生树脂浸润不彻底,在R 区易产生树脂堆积和纤维堆积,最终产品表面产生干斑、缺胶缺陷,无损检测时内部为空隙密集。图2 为某民用飞机上的J 型加筋壁板的成品结构示意图,它是由J 型筋条和碳纤维织物组合的碳纤维复合材料制品,J形筋条预制体的结构拆解图如图3 所示。为了避免用传统单面模具成型该制品产生干斑、缺胶等缺陷,本文提出了一种高性能VARI 工艺成型J 型加筋壁板的出胶结构和方法,采用阴模和阳模结构取代传统的单面模具,提高了树脂沿长度方向的流动性,保证树脂能够完全浸润预制体。
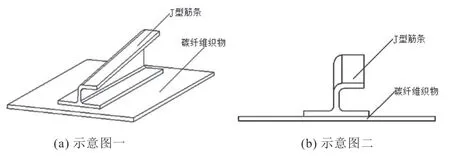
图2 J 型加筋壁板成品结构示意图Fig.2 Schematic diagram of the finished product structure of J-shaped stiffened wall panel

图3 J 型筋条预制体的结构拆解图Fig.3 Structural disassembly diagram of J-shaped rib preform
2.1 高性能VARI 工艺成型J 型加筋壁板的出胶结构
高性能VARI 工艺成型复合材料的出胶结构如图4所示,包括蒙皮和阴阳模成型结构,阴阳模成型结构设置在蒙皮上。阴阳模成型结构包括阴模和阳模。使用时,阳模固定在蒙皮上,阴模安装在阳模上,蒙皮上铺设碳纤维织物,阴模和阳模之间为J 型筋条预制体。
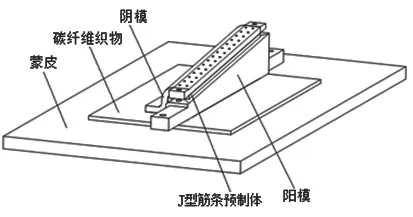
图4 出胶结构的结构示意图Fig.4 Schematic diagram of the glue out structure
阳模包括阳模本体和定位块A,如图5 所示。阳模本体的横截面为矩形,纵截面为直角梯形,其两端分别设有第一定位孔。阳模本体的两端端面上分别设有定位块A,每个定位块A 上分别开设有第二定位孔。
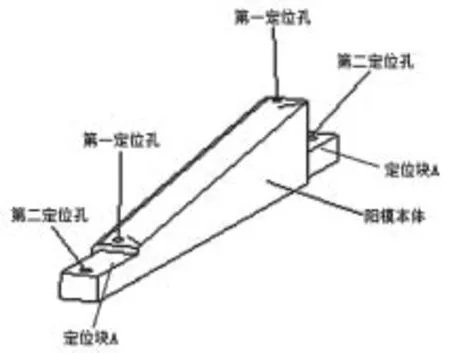
图5 阳模的结构示意图Fig.5 Schematic diagram of the male mold
阴模包括Z 型本体和定位块B,如图6 所示。 Z 型本体一端的高度低于另一端的高度,即Z 型本体的较高端为大Z 端,较低端为小Z 端。Z 型本体上设有Z 型容置腔,Z 型本体的上部布置有导口,导口与Z 型容置腔连通。导口是直径为1~2 mm 的圆孔,至少设计为两排,每排的数量至少为三个,可以通过导口导气、注胶以及出胶。另外,也可以单独在Z 型本体上设置注胶口和出胶口,且注胶口优选设置在Z 型本体的大Z 端端面上,出胶口优选设置在Z 型本体的小Z 端端面上。Z 型本体的上部两端面上分别设有定位块B,每个定位块B 上设有第三定位孔,第三定位孔与第一定位孔所在位置上下对应。
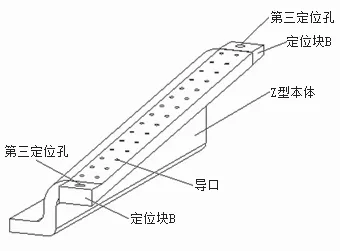
图6 阴模的结构示意图Fig.6 Schematic diagram of the female mold
2.2 高性能VARI 工艺成型J 型加筋壁板的方法
利用上述出胶结构成型复合材料,具体包括如下步骤。
(1)将含有定性剂的碳纤维织物铺贴至蒙皮上。
(2)在阳模本体上铺贴C 型预制体,将C 型预制体的上端底面压在阳模本体的上表面,将C 型预制体的下端底面压在阳模本体的下表面,C 型预制体铺贴完成后,通过加热完成C 型预制体定型。
(3)在阴模本体上铺贴Z 型预制体,将Z 型预制体的上端底面压在阴模本体的Z 型容置腔的上表面,将Z 型预制体的下端底面压在阴模本体的Z 型容置腔的下表面,Z 型预制体铺贴完成后,通过加热完成Z 型预制体定型。
(4)将阳模本体连同C 型预制体压在碳纤维织物上,用螺栓分别穿过阳模本体两端端面上的定位块A 上的第二定位孔,将阳模与蒙皮固定在一起;将Z 型本体连同Z 型预制体(预先在Z 型本体和Z 型预制体之间铺放好辅助材料隔离膜和导流布)压在铺有C 型预制体的阳模本体上,使Z 型本体上部两端面上的定位块B 上的第三定位孔与阳模本体两端的第一定位孔上下对应,然后用螺栓将阴模与阳模固定在一起。
(5)在Z 型本体表面铺放辅助材料导流管、真空管等,整体封装真空袋,之后在Z 型本体的上表面两端分别设置注胶口和出胶口,注胶口设置在大Z 端,出胶口设置在小Z 端,连接树脂收集器和真空泵检查气密性。
(6)将出胶结构及预制体(预制体为由C 型预制体和Z 型预制体组合的J 型筋条预制体及碳纤维织物)升温至注胶温度,然后通过步骤5 设置的注胶口进行注胶,注胶完成后进行固化,固化完成后脱模,即可得到J型加筋壁板复合材料制品,该制品与传统方法成型制品的质量对比情况见表2。
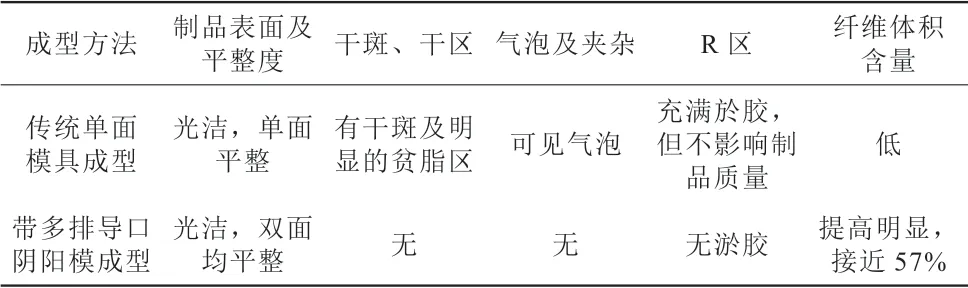
表2 与传统方法成型制品的质量对比情况Table 2 Quality comparison of molded products with traditional methods
3 结论
(1)采用阴阳模成型结构,且阴模本体上设置多排均布圆形导口,通过均布导口的导气作用,可以提高树脂沿长度方向的流动性,增加树脂的浸润能力,有利于树脂完全浸润预制体,这是避免J 型加筋壁板的表面产生干斑、缺胶缺陷的有力措施。
(2)阴模和阳模上均设有定位孔,三组定位孔既能保证模具各部分的装配位置准确,又能保证阴模、阳模、蒙皮装配联接后紧密贴合,成为一个牢固的整体,从而可以防止后续注胶过程中阴模发生浮动或移位造成的工件厚度尺寸不准确。
(3)在Z 型本体的上表面两端分别设置注胶口和出胶口,注胶口设置在大Z 端,出胶口设置在小Z 端。从模具上部注胶,借助重力作用有利于树脂自上而下流动,提高了树脂沿高度方向的流动性。
总之,VARI 工艺以其强大的优势在航空航天制造等领域占据了一定的地位,其应用越来越广泛。本文提出的高性能VARI 工艺成型J 型加筋壁板的出胶结构和方法有利于保证产品质量,有效地避免了干斑、缺胶等缺陷的出现,具有一定的推广价值。