某空分装置中液氧管道的保冷设计要点分析
2022-08-25包振兴
包振兴
(中石化上海工程有限公司,上海 200120)
在某空分装置中其最终产品液氧具有深冷的特性(操作温度为-185°)[1],且一旦保冷失效引起冷量损失会引起液体气化使管道内压力升高,会导致管道上的安全阀频繁起跳,使得提纯出来的氧气被排放掉,造成经济损失。
1 液氧管道的保温形式选择
对于深冷环境,常用以下三种保冷形式:
(1)泡沫玻璃保冷材料:
其推荐使用温度范围为-196~400 ℃。
(2)珠光砂填充保温形式:
其推荐使用温度范围为-200~800 ℃。
(3)真空夹套管(VJP)保温形式:
由于真空的理论热传导能力为零,其冷量损失仅为热辐射,所以其保冷能力强。并且其外管保温为真空形式,其保温所需的设计厚度也比实体保温材料要薄很多,更便于管道的空间利用和施工。但是,真空管道造价较高,在有管道分支的地方,管件需要定制会大大增加经济成本。
常用保冷材料特性表,详见表1[2]。
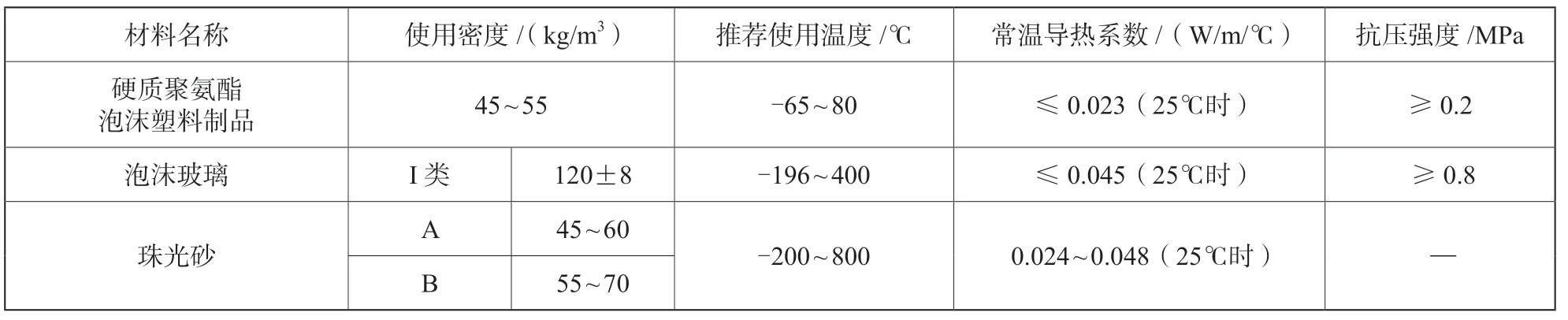
表1 常用保冷材料特性表Tab.1 Character of cold insulation material
综合上述温度参数要求,结合空分装置中液氧管道的特性,空分装置中的液氧产品管线,采用了真空夹套管(VJP)结合珠光砂填充的冷保温形式。而避免采用保温厚度较厚的泡沫玻璃保温设计形式。以满足介质的低温环境,同时减小保温厚度降低施工难度,提高保冷的经济性这三项因素[3]。
2 空分装置中液氧管道的保温设计
在空分装置中液氧管道主要分布在从冷箱出口至液氧罐和液氧装车泵处。
通常有a.布置在管廊上的直管;b.与设备和泵的管口相连的管道与管件;c.液氧集合管等主要管道形式。
结合上述不同的管段形式,我们考虑了a.外夹套保温(CR);b.真空夹套管保温(CV)两种保温选型用于液氧管道的保温选型。详见表2[4]。
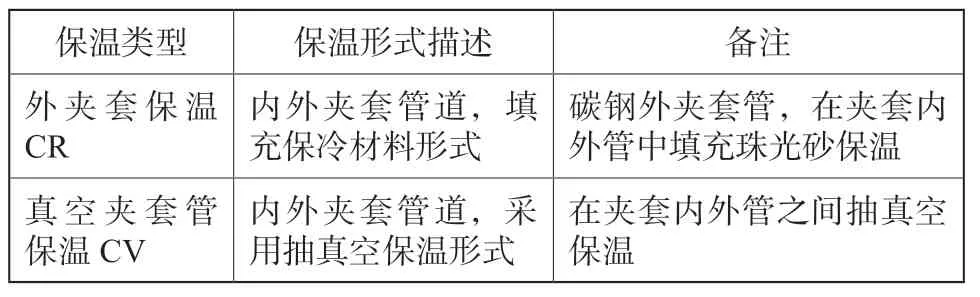
表2 液氧产品管道保温形式选用表Tab.2 Different type of insulation on liquid oxygen product
(1)对于a类型的直管段,其管道元件一般由直管和弯头组成,为减小施工难度和保温厚度,装置中采用真空夹套管保温(CV)的形式,以真空夹套管(VJP)减少施工量提高经济性。
本装置中内管用于输送产品液氧,要满足其介质的深冷特性和管材的耐久性,选用了液氧环境下的304不锈钢无缝钢管[5]。同时,因考虑当地炎热和风沙环境和焊接便利性,夹套外管也选用同内管材质一致的奥氏体不锈钢材料。在设计和施工中,夹套管由第三方供货商二次设计后并在工厂内完成预制焊接和管线抽真空步序,随后将成品管段运输到现场拼接安装。
(2)对于b和c类型的管段,其路径上含有法兰、阀门、三通和支管台等多种管件,若采用真空夹套管保温(CV)的形式需要在管道上做很多特殊件,成本较高。且集合管所需的保温外管径会比内管大很多(外管径可能是内管径的3~10倍)。
因此,我们采用的是外夹套管保温(CR),对外管选用更便于施工的碳钢管和碳钢板材现场拼接制作,以降低施工制造成本。并在焊接后的外套桶和内管之间填充珠光砂保冷材料。
常用管道材料适用温度表,详见表3[6]。
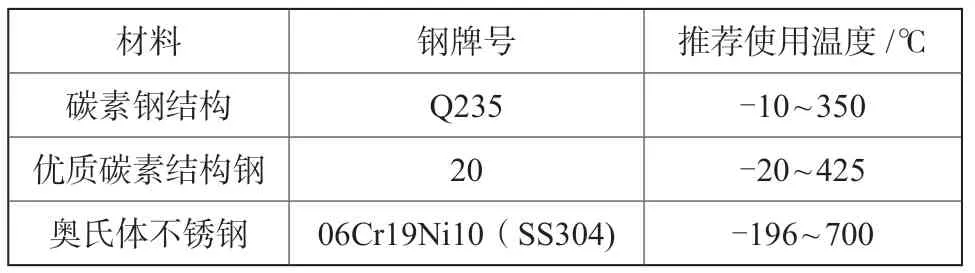
表3 常用管道材料适用温度表Tab.3 Design temperature of steel
3 液氧管道的设计
液氧管道的设计时,除了满足工艺要求和装置当地设计规范外,还应满足低温和氧气管道的特点规范的要求。
3.1 考虑专利商对液氧管道的布置要求和满足当地设计规范要求
(1)液氧管道连接储罐与泵时,必须设置人为“液袋”,液袋处设置放净并从管道底部引出,以排出开停车阶段可能积聚在管道底部的碳氢化合物[7]。推荐的液氧管道上热膨胀阀和排净管路配管布置,详见图1。
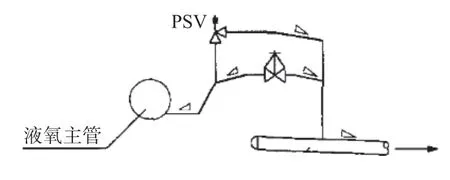
图1 推荐的液氧管道上热膨胀阀和排净管路配管布置Fig.1 Recommended piping arrangement of thermal expansion valve and purge line on liquid oxygen piping
(2)管道切断阀之间应设置安全阀,以防止阀门切断时,管道中的液体因热辐射膨胀后压力升高。
3.2 考虑低温管道设计要求
(1)管道布置时应使管道尽量短,弯头尽量少,且尽量避免“液袋”的产生;
(2)尽量考虑管道自然补偿,以满足低温柔性要求;
(3)在布置管道时需要在法兰、三通和支管连接处留有足够的直管段,以安装保温外套管;
(4)管路上的阀门应水平布置。
4 液氧管道保温的支撑设计
对于真空夹套管(VJP)保温和外夹套保温管道,其保温结构均需要考虑内管的支撑和外管的支撑设计。
4.1 真空夹套保温(CV)形式的支撑设计
本项目中的真空夹套保温(CV)以真空夹套管(VJP)的形式进行设计和施工。其流程是由管道专业先通过三维模型给出管道的基本走向,再由真空夹套管(VJP)制造厂家根据走向进行二次分段设计。
在设计中,夹套管供货商考虑夹套内管和外管间的支撑设置,以满足真空管的整体刚度要求,并考虑在外管上设置膨胀节,以吸收内管正常运行时产生的低温收缩能力(输送液氧产品时)和常温拉伸能力(无液氧产品时),膨胀节需靠近弯头或设备连接点设置。
由管道设计专业考虑夹套管的整体刚性支撑,每段外管较长,为了保证外管刚度需要在内管外表面每隔1.5 m左右距离设置一个支撑,以支撑外管,随后采用改变管道走向的方式消除外部热应力。考虑到对真空管道的保护,设置在夹套管外部的支架以抱卡式为主。真空夹套管(VJP)管道内外管支撑示意图详见图2。
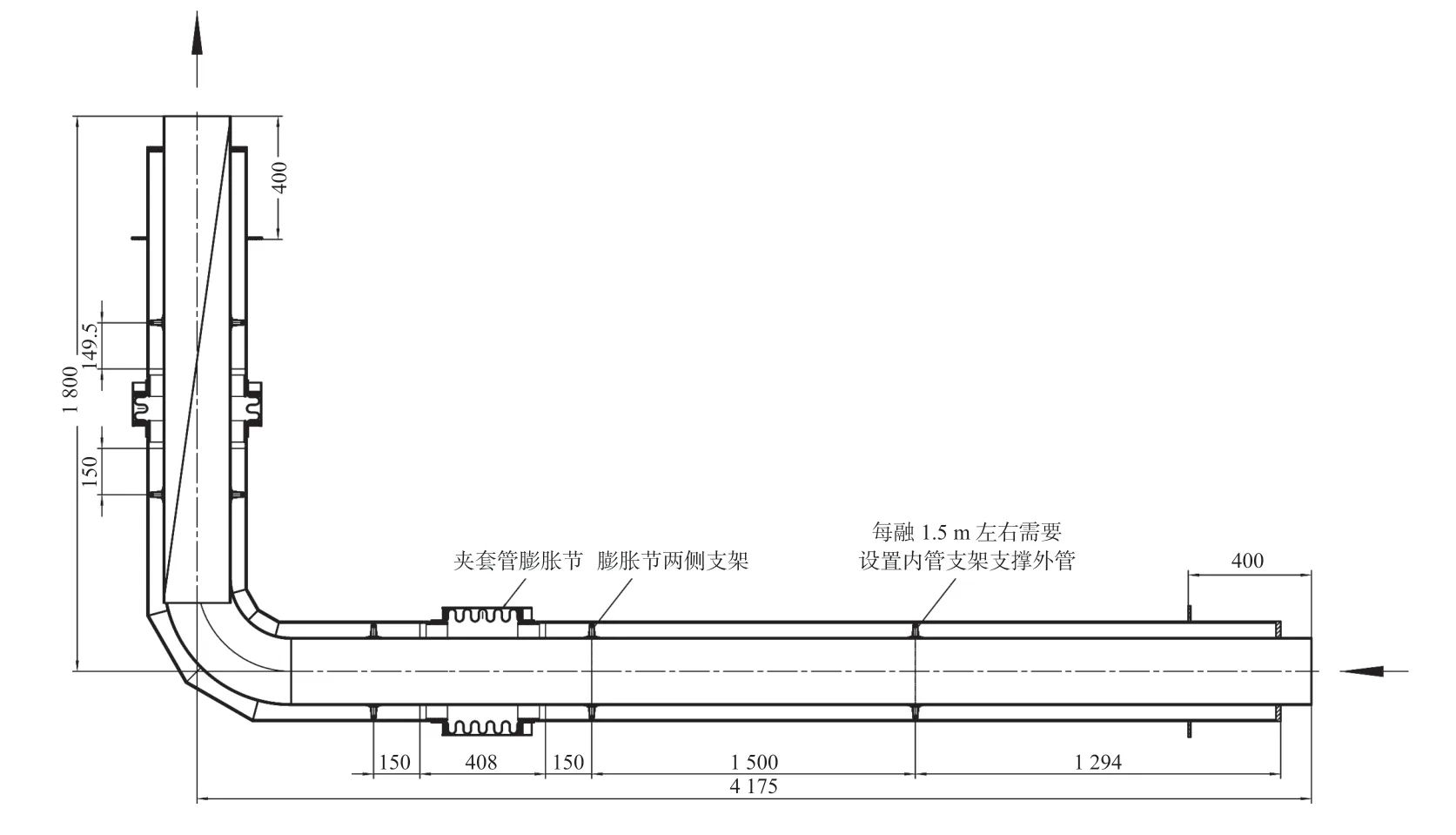
图2 真空夹套管(VJP)内外管支撑示意图Fig.2 Schematic diagram of the support of the inner and outer tubes of the vacuum jacketed tube (VJP)
4.2 外夹套保温(CR)保温形式的内管和外管支撑结构设计
本项目中的真空夹套保温(CV)以在输送介质的内管外焊接外套桶,并在内外管间填充珠光砂保温的形式进行设计和施工。其流程是根据管道专业的设计走向,在现场通过卷板的形式,制作外套桶并焊接,并在内外管之间填充珠光砂后抽真空。
在设计中此类保温形式多用于装置中阀门、设备口和支管连接周边,保温范围不大、保温内的管道不长。其内管的支撑设计主要考虑按跨距在外管上焊接钢梁以起到承重和导向作用。外管的支撑设计则将内外管以整体形式考虑用抱卡支架支撑。由于外管为卷板,壁厚较薄,需要在每段夹套处设置至少一个支架以满足跨距要求。珠光砂填充保温形式内外管支撑示意详见图3。

图3 珠光砂填充保温形式内外管支撑示意图Fig.3 Schematic diagram of inner and outer pipe support in the form of pearlescent sand filling and insulation
5 液氧管道不同保温的填充方式
5.1 真空夹套管(VJP)的保温材料填充方式
真空夹套管(VJP)由制造商在工厂内分段预制内管、缠绕保温棉并焊接外管和抽真空后运输至现场。在施工现场,需要将分段供货的真空夹套管(VJP)焊接起来,并在焊接处焊上外套桶,并填充珠光砂和抽真空以起到密封作用。
(1)内管的预制会将管道和管件以长度4 m×宽度2 m左右的管段进行焊接预制,以方便装箱运输。
(2)预制后的管段先要在管外涂抹胶水并缠绕保温棉后再焊接焊板和外管。
(3)焊接完外管的夹套管需要检测后进行抽真空,达到真空度为常温下25 Pa以下即完成抽真空[8]。
(4)为将各个管段连接起来,在管段运输到现场后需要把内管先焊接起来,并在内管焊接街头处焊接上外套桶,用以填充珠光砂并抽真空。真空加套管(VJP)内外管安装及保温材料示意详见图4[8]。
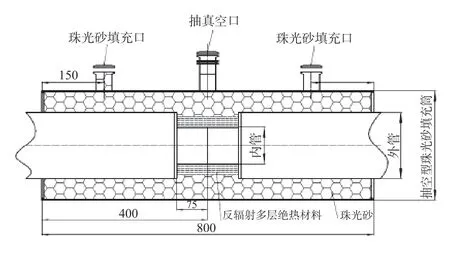
图4 真空加套管(VJP)内外管安装及保温材料示意Fig.4 Schematic diagram of the installation of inner and outer pipes of vacuum plus casing (VJP)and insulation materials
5.2 外夹套保温管道的保温材料填充方式
外夹套保温的内外管道均在现场焊接完成,并通过外管上的填充口填充珠光砂后密封。填充完珠光砂的保温管道需抽真空。
(1)先将内管按图纸焊接,随后按下述表格的内外管口径对应原则选择外管,焊接好管件处的外管和焊板。内外管口径对应选择原则详见表4[5]。
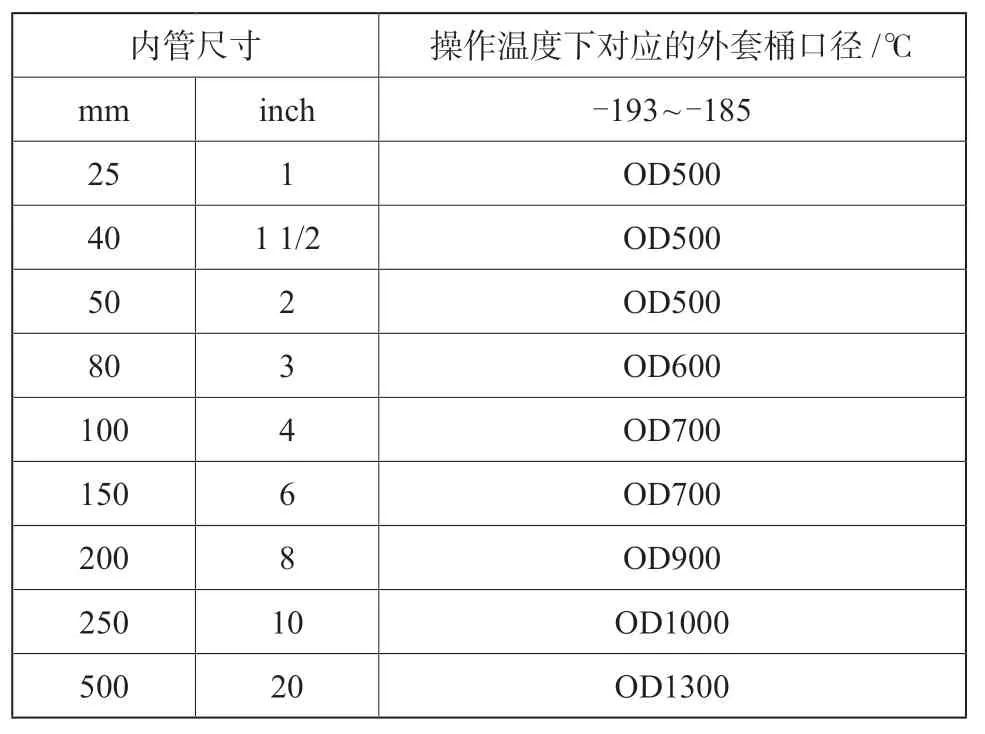
表4 外夹套保温形式的内外管径选择参考表Tab.4 Inner &Outside Pipe Size of Jacket Type-cold Insulation
(2)在焊接完管道后,对内外管连接处采用岩棉加密封胶形式(专利商工艺)进行豁口密封。外套管材料填充及密封方式示意详见图5。
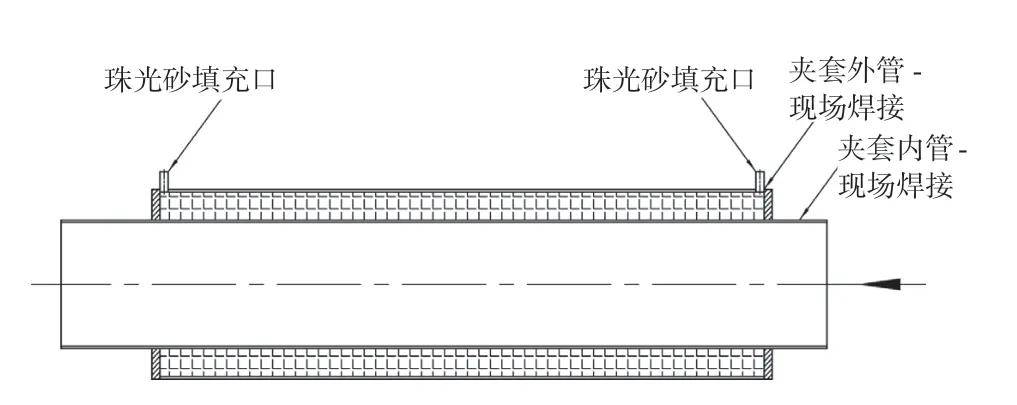
图5 外套管材料填充及密封方式示意Fig.5 Schematic diagram of the filling and sealing method of the outer casing material
(3)从填充口处冲入珠光砂、敲实后密封。
6 设计中问题的探讨和总结
综上所述,对于空分装置中的深冷工况产品管道,应从介质特性和操作温度两个因素出发选择保温形式。并根据管道上管件的设置情况采用真空夹套管(VJP)保温与珠光砂填充保温这两种形式相结合的方式进行保温设计以节省制造成本。
对于这两种不同的保温形式的施工,需要从保温材料、制造方式、支架设置和内外管的安装上进行细化设计,以完成此类深冷管道的保温。
在设计过程中,尤其要注意以下两点问题并进行优化:
6.1 内外管道的支架设置
由于液氧产品管道的超低温特性,使得管道需要面对冷缩的问题,这与化工装置中常见的热胀情况正好相反。同时,外管不接触介质但是接触环境温度的特性,使得在设置外管支架时,还需要考虑装置当地高温而引起的热胀问题。因此,需要通过应力专业分别计算内外管的热膨胀和冷缩的情况合理设置内外膨胀节和外管支架,以避免管道因应力过大而破 裂。
6.2 保温的填充问题
对于真空夹套管(VJP)其制造在工厂完成,焊接、检验和管道质量有保障,管道不容易损失冷量,有较好的保温效果。在现场组装时,只要做好内管间的套筒密封。
而珠光砂填充保温,由于其外管在现场焊接并密封,容易存在泄漏情况。因此在对于阀门和支管连接件处,需对外管在焊接后进行焊缝检验,同时在完成焊接后通过岩棉填充和涂抹密封胶的方式加固内外管道间的缝隙密封。
真空夹套管(VJP)保温和珠光砂填充保温广泛应用于各类深冷工况下。因此,合理地选择保温形式能更好地节省项目施工成本,同时保证管道的保温效果。为相似装置的保温选择提供了参考。