薄壁零件数控加工工艺优化
2022-08-24蔡君
蔡 君
(上海杰兴汽车配件制造有限公司,上海 201706)
0 引言
薄壁零件具有重量轻的优点,但存在使用强度不足、结构复杂等问题[1]。由于现代新技术产业和制造业对零件的精度要求非常高,在薄壁零件加工时,需要考虑精度和强度对零件的影响[2]。为了提高薄壁零件加工的精度,需要全面细致地分析影响加工精度的因素,并进行改进[3]。现代加工技术的发展带动了薄壁零件数控加工技术,使其逐渐高效化、精密化,逐步发展为现代高新技术产业的根基,成为制造技术的重要组成部分。因此,以下研究薄壁零件数控加工的优化工艺。
1 影响薄壁零件数控加工工艺质量的因素
影响薄壁零件数控加工的因素有很多,目前高新技术产业和制造业追求的工艺标准是当前的精密制造行业面临的重要问题。薄壁零件具有重量轻的优点,但同时也具有强度较低、结构复杂、容易损坏或变形的缺点。在数控加工过程中,为了提高薄壁零件的数控加工精度,应对所有影响因素进行深入分析[4]。
一般情况下,机床强度影响着机床的工艺路线,影响着加工工件的加工精度。在工件切削中,切削速度、切削深度都会导致工件变形,零件变形是影响加工精度的最重要因素[5]。为了改善这种情况,预先设计合理的夹紧方法,及时进行改进,提高数控加工工艺的精度。
在研究零件的夹紧状态时,需要先研究与定位、自由度有关的夹紧装置,记录夹紧后零件的数据变化,进行数据分析,判断导致夹紧变形的力的位置。大多数夹紧装置需要借助特殊夹具进行加工,如辅助轴承、导环、膨胀套筒等[6]。
多次试验后发现,切削力由切削速度决定,速度根据参数进行设定,因此需要根据加工参数确定切削速度。对处理的精度影响较大的因素除速度外,还包括主偏转角、辅助偏转角和路径规划等。在加工过程中,轴向和径向切割力的分布要根据切割角度来确定[7]。刀具的路径规划是影响加工精度的重要因素,需要在切削中选择最优的路径,保证加工精度。最优刀具路径可超出传统刀具路径的限制,提升加工效率。
为了进一步提高薄壁零件加工工艺的质量,要了解引起加工零件变形的因素,找出变形的具体规律,进行深入探索和分析,建立科学合理的工艺生产线,处理工艺生产过程中出现的变形问题,提供合适的解决方案。
根据加工实践,得出影响薄壁零件加工工艺的主要因素有以下6 个:①机床的加工精度,特别是重复定位精度;②加工原材料的晶相结构、硬度和塑性变形的屈服强度;③刀具的刃口和刀体的材料;④零件夹紧方式、夹紧力和科学的定位方式;⑤走刀控制,包括切削线速度、切削方向、切削进刀速度和切削深度;⑥切削液微观层面的热交换。
2 实验数控加工薄壁零件方法分析
2.1 工艺设计
在实际薄壁零件的数控加工中,必须完成数控仿真分析,确定零件在加工过程中所受的载荷布置和应变关系,为设计工艺方法提供指导。该过程可以根据公式F=KU 进行。其中F 是薄壁零件的承载阵列,K 和U 分别代表基体的加工应变。降低F 值和提高K 值可以提升零件的质量。在材料选择时可以通过调整K、F 值来提高零件的强度,达到加工工艺需求。通过仿真分析,可以找出零件变形的原因,并根据受力情况提出改进的加工方案,保证零件质量。结合数控加工实践可以看出,零件的变形和表面加工的精度主要受切削力的影响。
采用科学的加工方法,在切割多余材料的同时,有效控制加工质量,可以使用有限元模型加载铣削力,设置刀具参数、切削量等工艺条件,观察不同参数条件下零件的变形状态,准确确定切削力;从控制零件变形程度的角度调整工艺参数,可以保证零件加工质量。
2.2 零件装夹
在零件装夹时,加工零件的工具需要具有较短的悬伸长度,有效控制惯性力和转动力矩。在零件加工时,加工工具随着主轴旋转,加强了重心控制,使零件更靠近主轴顶部,能有效控制惯性力,避免过大的旋转扭矩,提高加工精度。悬伸长度也必须符合加工要求,避免零件装夹时出现脱模、夹具损坏等问题,使夹具更耐用。在装夹时还需确保零件与机床良好配合,避免旋转时离心作用过大产生加工误差。
2.3 走刀控制
在薄壁零件切削时,需要合理选择切削角度,进而使用较小的力就能达到加工要求,因此必须进行走刀控制。由于薄壁的强度低,切削时尽量选择90°主偏角,减小径向力和切削误差。以45#钢切削为例,切削参数见表1。刀具切削路径和切削速率在控制、分析时,需与表面粗糙度和主轴速度相结合。在零件表面加工外圆时,按粗加工、半精加工、精加工合理确定切削量和规划路径。粗加工采用级联方式,为有效控制摩擦,通过适当增加刀具的前后角来减小零件上的应变。
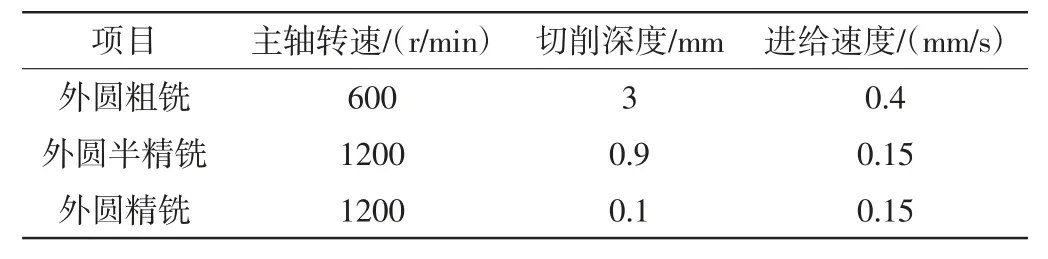
表1 切削参数选择
3 数控加工薄壁零件加工工艺优化改进策略
3.1 工艺问题分析
分析某零件加工时的工艺问题,得出优化策略(图1)。零件为带通孔的铝合金圆管,长度为150 mm。在零件加工时,首先应完成中间60 mm 的外圆加工,然后再进行圆柱度为0.03 mm的内圆加工,表面粗糙度为Ra 0.8 μm。在铝合金零件加工时,受到材料性能、零件结构等多方面因素的影响,容易产生变形,不能满足零件的圆柱度、粗糙度等要求。材料的低热导率很容易在零件加工时引起高温问题,切割过程容易消耗过多能量,产生更高的温度。由于材料的低可焊性和硬化倾向,在加工时还容易形成积屑瘤和硬化层,导致加工堵塞,影响表面粗糙度。

图1 某零件
该零件的CNC 加工结果表明,在进行加工工艺优化时,应注意粗、精加工的加工顺序,端面加工完成后才可以加工内孔,完成内孔精加工后再进行表面处理。在加工效果上,内孔圆柱度可达0.1~0.12 mm,表面粗糙度在Ra 0.8~1.6 μm,才能满足设计要求。零件必须去除毛坯80%的材料,加工余量较大,容易产生较大的切削应力;在毛坯锻造阶段,零件经过热处理后也容易变形,影响加工精度。
3.2 工艺方案改进
考虑到对零件加工精度要求,必须在数控铣床上完成外表面加工和钻孔操作。根据原理改进方案,端面必须首先需要进行粗加工,采用退火热处理工艺消除应力后,才可进行精铣。在加工初期,残余应力经放置时效消除,避免新的加工应力产生过多的零件形变。在粗加工和精加工阶段如果需要铣削,必须重复消除应力2~3 d,以使应力完全释放,再消除刀具参数、载荷布置等因素对零件处理的影响。在加工时需要先完成外圆的粗铣,然后再进行钻孔。为了有效控制孔的粗糙度,粗加工保持高转速、低进给的加工状态;在精加工过程中,尽量选择较小的切削深度,保证切削效果,避免切削误差。
3.3 加工方法改进
为了保证零件加工质量稳定,需要保证用于加工的毛坯符合加工要求,使用的刀具需要刚性和强度都符合标准,在加工和切削时选择专业的工装夹紧工件。工具保持器需要配备有阻尼吸收模块的工具架,防止加工中出现工具架弯曲变形甚至振动的问题,保持零件稳定加工。考虑到零件的长度和零件加工的框体,该刀架主轴精度必须控制在0.005 mm 之内。在设置倾斜导向床时,必须保证导向床的位置满足加工需求,误差不能超过0.01 mm。工艺夹头处的结构强度不足,为了满足夹紧要求,需要保证装夹变形量在标准范围内,如采用三点式柔性卡爪改善夹紧结构,避免因装夹变形造成内孔超差。
根据毛坯料确定切削参数,根据铣床的回转直径和机床稳定性选择加工刀具。提升刀具进给速度和加工深度,切削力也会增加,可能导致刀具或加工件变形。为了降低切削力,必须减少加工深度,增加切削线速度。粗加工时为了去除较多的加工余量,可增加进给速度,降低表面粗糙度,调整变形部分的内应力。
4 结束语
在工艺改进效果方面,采用改进的方法加工薄壁零件,避免产生振纹、变形等问题,提升加工精度,满足高精密制造需求。结合分析结果可以看出,一般在数控加工薄壁零件时会降低零件的加工精度,且可能造成零件变形和损坏,影响加工质量和加工效率,面对这种情况可强化CNC 加工,通过分析预测法实现工艺改进,更好地进行零件装夹和切削控制,通过工艺优化达到理想的加工效果。
