Formation and properties of surface structure([a-z])([a-z])ET/PA 6 blend fiber
2022-08-22周昉,董海良,潘丹等
Abstract: Polyethylene terephthalate/polyamide 6 (PET/PA 6) blend fibers were prepared by melt blending PA 6 as the disperse phase with PET at a spinning speed of 2 400 m/min. The surface structure and properties of the blend fibers were characterized. The results showed that the micro/nano groove structure was constructed on the surface of the blend fibers due to the interface separation between the dispersed phase and the matrix; the average width and number of surface grooves of PET/PA 6 blend fibers increased with the increase of PA 6 content and draw ratio, which can significantly improve the wettability of the fabric; and the width of grooves formed on the surface of PET/PA 6 blend fibers was about 0.11 μm, the breaking strength was 2.03 cN/dtex, the elongation at break was 14.0 %, the dynamic friction coefficient was 0.26, and the wicking height of the fabric was higher than that of pure PET fabric when the mass fraction of PA 6 was 20% and the draw ratio was 3.5.
Key words: polyethylene terephthalate fiber; polycaprolactam fiber; blend spinning; blend fiber; surface micro/nano-structure; capillary effect
Polyethylene terephthalate (PET) fiber is widely used in the fields of home textiles and clothing because of its excellent comprehensive properties such as high modulus, high strength, fatigue resistance, corrosion resistance, and thermal stability. However, its poor moisture permeability, strong hydrophobicity, easy accumulation of static electricity are due to the high regularity of polyester molecular chain arrangement, and no hydrophilic group and smooth surface limit its application in the field of clothing. The researches on the surface structures of natural cotton and wool fiber and some materials show that the surface with a certain structure can give materials some special properties such as hydrophilicity, moisture absorption, and moisture conductivity. Therefore, the construction of surface structured PET fiber can expand its application field[1].
There are many different ways to gain surface structured fibers, such as solution etching[2-4], plasma treatment[5-6], high-energy radiation treatment[7], profiled filament[8], and blend modification[9-10], which gives fibers some special properties such as hydrophobicity, hydrophilicity and air permeability. However, these surface structuring methods require subsequent processes and are difficult to achieve industrialization. Therefore, it is necessary to develop a new fiber surface structuring method.
As the most simple and effective modification method,polymer blend modification has received extensive attention in recent years. It was found that micron and nano-scale trench structures could be created on fiber surfaces by the melt spinning of immiscible polymer blends. The surface grooves were found to be the result of the peeling of surface fibrils, the development of cracks, and the stretching of sunk domains between bulged fibrils during the melt spinning process[11]. The author prepared the PET/polyamide 6(PA 6) blend fibers with grooves on the surface through melt belnd spinning of PET and PA 6. The relation between surface structure and properties was evaluated based on the analysis of the properties of fabrics with various surface structures.
1 Experiments
1.1 Materials
PET with an intrinsic viscosity of 0.65 dL/g and PA 6 with a relative viscosity of 2.4 are kindly supplied by Hengyi Petrochemicals Co., Ltd., Zhejiang. Ethanol and formic acid with analytical purity were purchased by Shanghai Aladdin Biotechnology Co., Ltd. Epoxy resin (JCM6) was supplied by Hangzhou Jingjing Technology Co., Ltd.
1.2 Sample preparation
Different PET/PA 6 blends were prepared by changing the dispersed phase content of PA 6 in the matrix of PET. PET and PA 6 were dried in a vacuum at 120 ℃ and 100 ℃ for 12 h respectively before any use. PET/PA 6 blends were then melt-spun on a single screw spinning machine at a spinning temperature of 285 ℃ after thorough drying. Pre-oriented yarns (POY) and fully drawn yarns (FDY) approaches were accepted to prepare surfaced structure fibers. The heating and heat setting temperatures of the FDY process were 80 ℃ and 160 ℃, respectively, and the spinning speed of POY and FDY were both 2 400 m/min. The samples of PET/PA 6 blend fibers with different PA 6 contents and draw ratios are shown in Tab.1.
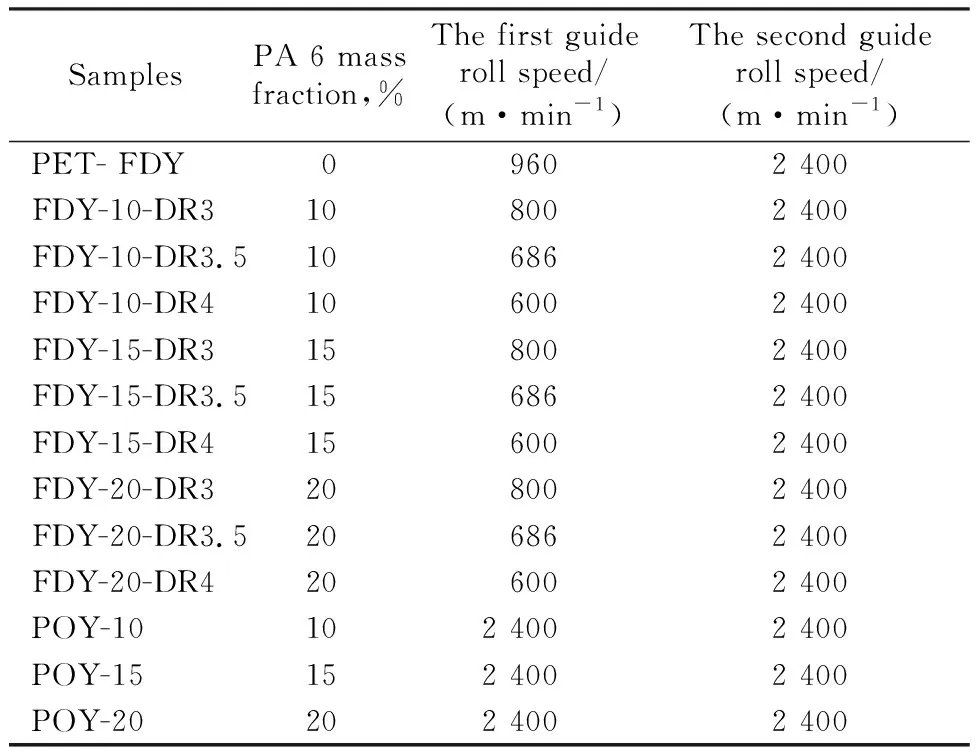
Tab.1 Spinning process parameters of PET/PA 6 blend fibers
1.3 Analysis and testing
Surface morphology: The morphologies of fibers were analyzed with FEI Quanta 250 scanning electron microscope (SEM). Polymer fibers were washed with ethanol to remove impurities and then dried at 60 ℃ for 6 h before use. The dried polymer fibers were fixed on a sample stand with conductive adhesive and treated with gold spraying before SEM observation.
Mechanical properties: The mechanical properties of polymer fibers were tested in YG029pc automatic yarn strength tester. The clamp distance is 250 mm, and the drawing rate is 250 mm/min during the test. Each sample was tested 10 times and the results were averaged.
Dynamic friction coefficient: The monofilament was extracted from the fibers after being washed with ethanol and dried in an oven. Dynamic friction forces of different polymer blend fibers under yarn-to-metal rubbing modes were measured with a fiber friction coefficient tester at 25 ℃ and 65% relative humidity. The speed of the steel roller was 30 r/min and the tension applied on the monofilament is 0.2 cN.
Wetting property of fabric: Different types of PET/PA 6 blend fibers were woven into the same specification plain fabric with a size of 55 cm×30 cm. Fabrics were washed with ethanol and dried for 12 h at 25 ℃ and 65% relative humidity for pre-conditioning. Vertical wicking measurement was measured in a stable environment according to FZ-T 01071—2008.
2 Results and Discussion
2.1 Effect of spinning process on surface morphology of PET/PA 6 blend fiber
To clarify the effect of the process method on the surface morphology of PET/PA 6 blend fibers, PET/PA 6 blends were melt-spun into POY blend fibers and FDY with the same diameter. It was found that a similar groove structure emerged both on the surface of PET/PA 6 POY blend fibers and FDY approaches as shown in Fig.1. The formed groove structure on the surface of FDY is more continuous and smoother than that of POY blend fibers. There are some peeling fibrils and irregular bulges on the surface of POY blend fibers.
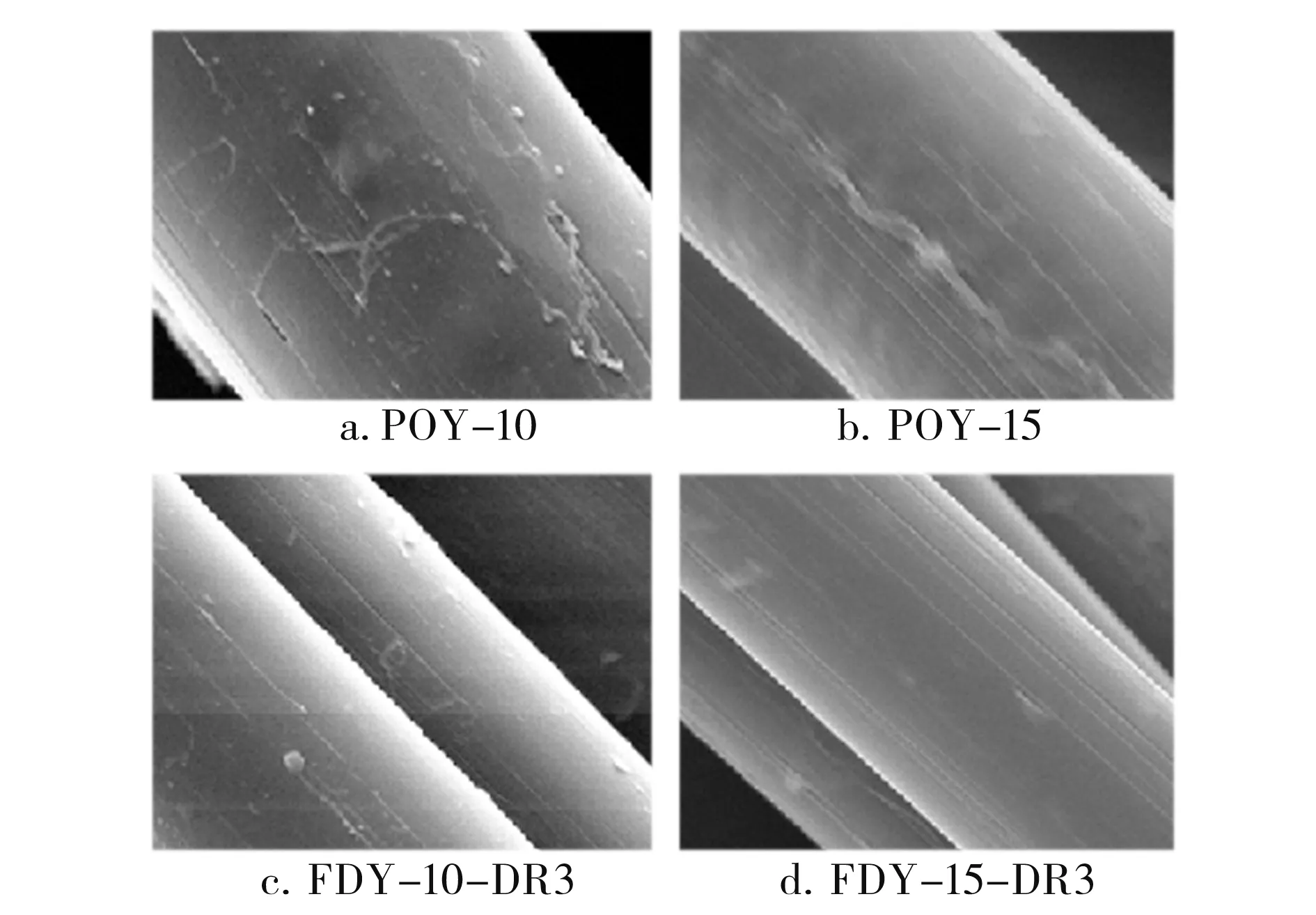
Fig.1 Surface morphology of PET/PA 6 blend fibers
2.2 Effect of PA 6 content and draw ratio on surface morphology of PET/PA 6 blend fiber
Fig.2 shows the SEM micrographs of different PET/PA 6 blend fibers. It was found that the average width and number of surface grooves increased with the increase of PA 6 content under the same draw ratio. When the draw ratio was 3.0, the average width of grooves on the surface of the blend fiber increased from 0.068 μm to 0.081 μm and reached 0.106 μm with the increase of PA 6 content from 10% to 15% and 20%. When the draw ratio was 3.5, the average width of grooves on the surface of the blend fiber increased from 0.091 μm to 0.094 μm and reached 0.110 μm with the increase of PA 6 content from 10% to 15% and 20%.
When the draw ratio was 4.0, the average width of grooves on the surface of the blend fiber increased from 0.093 μm to 0.100 μm and reached 0.130 μm with the increase of PA 6 content from 10% to 15% and 20%. More dispersed phase emerged on the surface of blend fibers with the increase of PA 6 content, which produced wider grooves after the drawing process. The surface roughness grows with the increasing amount of the disperse phase, which is consistent with other researches[12-13].
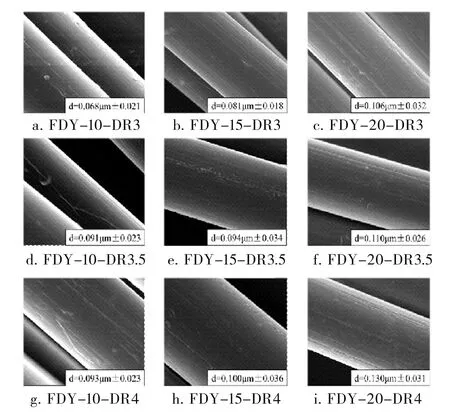
Fig.2 Surface morphology of PET/PA 6 blend fibers
The number and width of surface grooves were also found to increase with the increase of draw ratio at a specific PA 6 content as shown in Fig.2. The interface separation between PA 6 and PET is more significant with the increase of draw ratio, which leads to the growth of the number and width of surface grooves of blend fibers.
2.3 Properties of PET/PA 6 blend fibers
2.3.1 Mechanical properties
The mechanical properties of PET/PA 6 blend fibers with the linear density of 2 dtex produced at different PA 6 content and draw ratios are listed in Tab.2. As shown in Tab.2, the breaking strength of PET/PA 6 blend fibers all increased with the increase of draw ratio at a specific PA 6 content. For PET/PA 6 blend fibers produced at a draw ratio of 3.0, the breaking strength and the elongation at break both decreased with the increase of PA 6 content. For blend fibers produced at a draw ratio of 3.5 and 4.0, there is an increase of breaking strength at 20% PA 6 by mass fraction. In general, the breaking strength of the blend fibers will have a significant decrease with such a high addition of immiscible polymer. And the interface separation or surface damages usually hurt the mechanical properties of fibers[14]. The increase in the breaking strength of FDY-20-DR3.5 and FDY-20-DR4 indicates that there is a self-enhancement in this fibril-matrix blend system. Even the groove is more conspicuous with the increase of draw ratio and disperse phase due to the interface separation between PA 6 and PET as shown in Fig.2. The increase in the breaking strength of FDY-20-DR3 and FDY-20-DR3 also illustrated that the interface separation between PA 6 and PET just happened in the surface region and had a small or negligible effect on the breaking strength of polymer blend fibers.
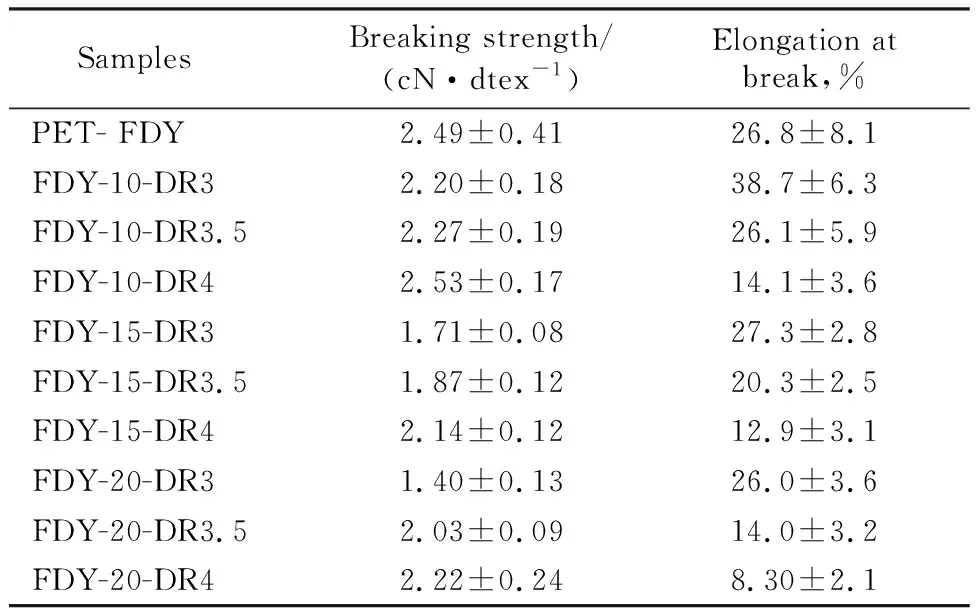
Tab.2 Mechanical properties of PET/PA 6 blend fibers
2.3.2 Frictional properties
Surface morphology has a vital effect on the frictional property of fibers and fabrics[15]. In general, the friction coefficient of a solid surface depends on the surface roughness[16]. As shown in Tab.3, the dynamic friction coefficient of PET/PA 6 blend fibers increased with the increase of PA 6 content and decreased with the increase of draw ratio. It was found that the dynamic friction coefficient of PET/PA 6 blend fibers with an intermediate draw ratio of 3.0 was higher than that of pure PET fiber and increased with the increase of PA 6 content. It should be noted that the friction coefficient of PA 6 fibers was 0.23 which was lower than that of PET fibers (about 0.25). So the increase in dynamic friction coefficient should come from the variation in the surface morphologies of fibers. However, the dynamic friction coefficient of PET/PA 6 blend fibers decreased with the increase of draw ratio. This may result from the decrease of the actual contact area between the fiber and the metal roller with the increase of draw ratio. The dynamic friction force was found proportional to the actual contact area between the fiber and the metal roller during friction[17]. For PET/PA 6 blend fibers produced at the draw ratio of 3.5, more interface separation between PA 6 phases and PET matrix(see Fig.2) was opened due to the drawing force higher than interfacial adhesion strength. The actual contact area between the fiber and the metal roll increased with the increase of the average width and number of surface grooves on the fiber and with the increase of PA 6 content, which led to the increase of the dynamic friction and dynamic friction coefficient. In addition, there were some separated fibrils on the surface of fiber produced at high draw ratios, which may result in the slip between the fiber and the metal roller and the decrease in the dynamic friction coefficient[18]。
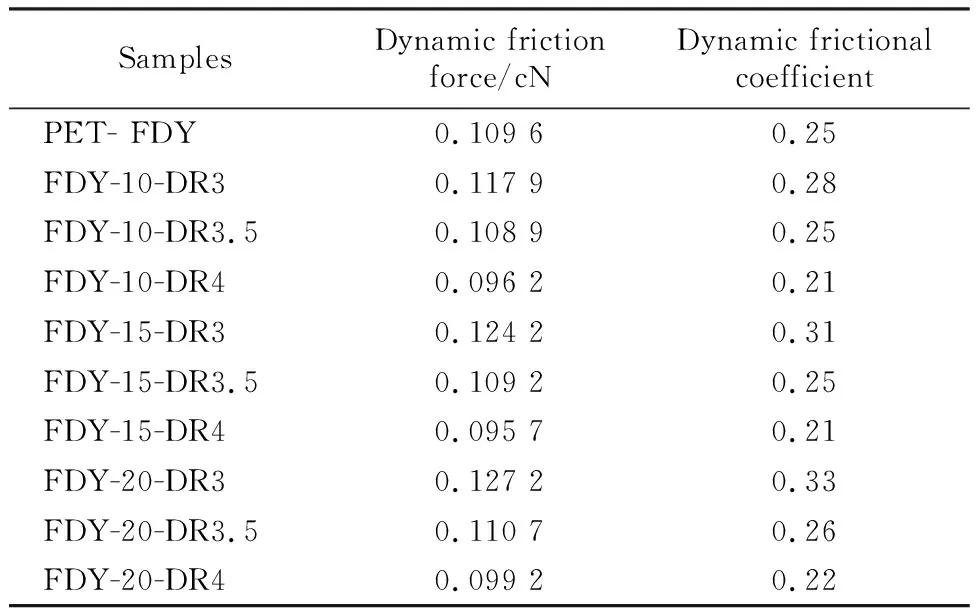
Tab.3 Dynamic friction force and coefficient of PETand PET/PA 6 blend fibers
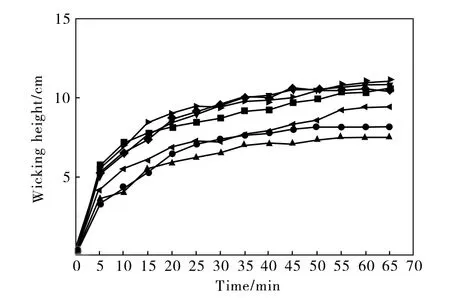
Fig.3 Wicking height of PET/PA 6 blend fiber fabrics and PET fabric■—PET-FDY; ●—FDY-10-DR3; ▲—FDY-10-DR3.5; ▼—FDY-15-DR3; ◆—FDY-15-DR3.5;◀—FDY-20-DR3; ▶—FDY-20-DR3.5
2.4 Wetting property of PET/PA 6 blend fiber fabric
For PET/PA 6 blended fiber, a large number and scale of micro-grooves on the fiber surface will improve the moisture absorption and sweat-releasing aging performance of fabric[19]. As shown in Fig.3, the wicking height of FDY-15-DR3 and FDY-20-DR3.5 fabric was slightly higher than that of pure PET fabric and the others were all lower than pure PET fabric in wicking height, and the wicking height of FDY-20-DR3.5 fabric was the highest, while that of FDY-15-DR3 was close to that of pure PET fabric. The water flow along the fabric is induced by the capillary action in the gap between filaments. What′s more, according to the theory of Wash-Burn[20], while the size of capillary space between fibers is in a certain range, the capillary effect of fabrics will be highly improved. The capillary space formed by the plain weave fabric can promote the wicking effect of fabric most when the average groove width of PET/PA 6 blend fibers was 0.11 μm. In a word, several long and continuous grooves can be formed on the surface of the blend fibers when the content of PA 6 dispersed phase and draw ratio is sufficient, which will promote the wicking effect of the fabric. Under the same conditions, the wicking effect of the blended fiber can be adjusted by adjusting the content of the dispersed phase and draw ratio to meet different demands.
3 Conclusion
a.PET/PA 6 blend fibers were prepared by melt blend spinning with PA 6 as the dispersed phase. The micro/nano-scale groove structures were constructed on the surface of PET/PA 6 blend fibers. The number and width of surface grooves on PET/PA 6 blend fiber were increased with the increase of the content of PA 6 and draw ratio.
b.Compared with pure PET fiber, the addition of PA 6 reduced the breaking strength of PET/PA 6 blend fiber. However, the breaking strength of PET/PA 6 blend fiber can reach that of PET fiber by adjusting the PA 6 content and draw ratio. The dynamic friction coefficient of the blend fibers increased with the increase of the content of PA 6 dispersed phase and decreased with the increase of draw ratio.
c.The wicking height of FDY-15-DR3 and FDY-20-DR3.5 blend fiber fabrics was slightly higher than that of pure PET fabric and the others were all below that. The wicking effect of the fabric was highly promoted when the content of PA 6 dispersed phase and the draw ratio was sufficient.
