双向延伸胶圈超大牵伸装置机理分析
2022-08-18张玉泽
张玉泽 张 静 倪 远 江 慧 汪 军
[1.东华大学,上海,201620;2.纺之远(上海)纺织工作室,上海,200063]
随着纺纱技术的发展以及人们对纺纱效率要求的日益提高,对细纱工艺提出了更高的要求,“重定量,大牵伸”成为高效纺纱工艺的热点[1]。细纱大牵伸的发展经历了两类工艺的选择,一类是保持后区预备牵伸作用而挖掘前区胶圈牵伸的潜力;另一类是保持前区主牵伸能力不变挖掘后区牵伸潜力[2]3。由于进一步提升前区胶圈牵伸倍数的空间不大,实现超大牵伸能力主要通过增强对后区纤维的控制来实现。加强后区纤维运动控制主要有两种方法,一种是改变后罗拉、胶辊的安装位置,把直线牵伸变为曲线牵伸,如V 型牵伸[3]、VC 型牵伸[4];另一种是在细纱后区加装附加摩擦力界装置,如四胶圈牵伸[5-6]、压力棒牵伸[7]。这两种方法都可以提高后区牵伸能力且相比于简单罗拉直线牵伸在一定程度上改善了成纱条干不匀率。目前,行业内已有的四罗拉和五罗拉超大牵伸装置都是采用正向延伸的胶圈同向串联组合配置,存在各牵伸区产生的牵伸波同向相互叠加[2]3以及前区罗拉钳口处打滑现象加重的问题[8]。本研究探讨双向延伸胶圈超大牵伸装置机理并分析其纺纱质量。
1 双向延伸胶圈超大牵伸装置
1.1 牵伸装置设计
传统牵伸装置见图1,本研究所设计的环锭纺双向延伸胶圈超大牵伸装置(以下简称超大牵伸装置)见图2[9],是在传统的双胶圈三罗拉双区环锭纺细纱机(以下简称普通牵伸装置)基础上,经过延长罗拉底座,增加一列罗拉等一系列机械加工改进而成的四罗拉四胶圈三区牵伸装置。其中,前牵伸区设置了向前(须条运动方向)延伸的双胶圈钳口,发挥主牵伸能力;中牵伸区简单的罗拉牵伸对须条进行集聚;后区内设置了向后延伸的双胶圈钳口,增大后区牵伸倍数,最终可提升总牵伸能力,进而实现超大牵伸。
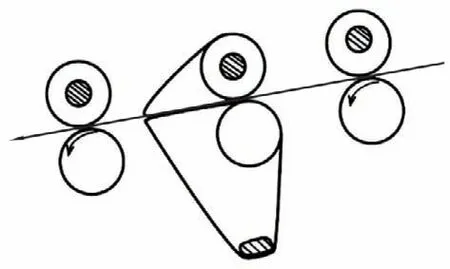
图1 传统环锭纺细纱牵伸装置图

图2 双向延伸胶圈超大牵伸装置图
1.2 牵伸装置配置及机理
1.2.1 牵伸装置配置选择
超大牵伸装置采用四列罗拉牵伸,实现超大牵伸的同时减小装置复杂程度。胶圈形式采用长短胶圈,其中主牵伸前区分担的牵伸倍数较大,为了稳定纤维运动状态而采用正向延伸胶圈,后区为反向延伸胶圈以加强对后区浮游纤维的控制。
1.2.2 超大牵伸装置的机理分析
(1)超大牵伸装置在后区采用胶圈反向延伸设置,纤维在离开后罗拉钳口不远的距离就受到上、下胶圈的握持和摩擦控制,反向延伸胶圈加强了后牵伸区中前部的摩擦力界,同时控制面大,摩擦力界分布较为均匀。纤维受到反向延伸胶圈钳口的提前控制,加强了快速纤维的引导力,使得纤维尾端脱离后钳口就有变速的可能。牵伸装置前区采用正向延伸胶圈设置,纤维变速点集中分布在前钳口。这种纤维变速点集中后移和集中前移的两种不同纤维变速点控制方法,避免了纤维变速点单一控制方法导致牵伸波叠加恶化的现象。
(2)当细纱工艺采用重定量大牵伸时,后区纤维数量增多,配置正向延伸胶圈时,上下胶圈间夹持的须条较厚,由下罗拉通过胶圈传递速度给须条时,纤维层之间容易摩擦打滑而产生分层现象影响纱线质量。但是,当胶圈反向延伸控制时,上下胶圈夹持的快速纤维数量少,须条薄,可以避免分层现象。
(3)胶圈未工作时以适当的张紧力套在上、下销和罗拉上。当胶圈开始工作时,由于胶圈和罗拉接触面上摩擦力的作用,胶圈在罗拉与上、下销的作用下,被拉紧的一边称为紧边,另一边则被放松称为松边[10]。因此,当胶圈正向放置时,如果上、下销之间的压力不够大,快速纤维对胶圈的摩擦力不足以拖动胶圈,罗拉带动胶圈向前运动,牵伸工作面胶圈是松边,必然使上胶圈向上起拱,而胶圈反向放置时,胶圈的牵伸工作面是紧边,改善了上胶圈起拱内凹现象,加强了对后区浮游纤维的控制。图3、图4 分别为胶圈正向放置和反向放置松紧边示意图。
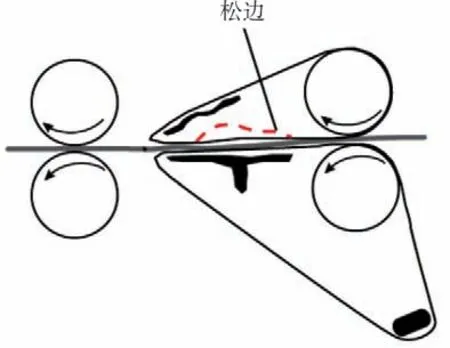
图3 正向延伸胶圈松边示意图

图4 反向延伸胶圈紧边示意图
2 牵伸区离散系统模拟
2.1 仿真过程
选用GPSS 语言对牵伸模型进行编程和仿真。在离散事件仿真中,离散纤维实体流被视为横截面模型的输入,而在该横截面中纤维的聚集特性就是模型的输出。将牵伸区中纤维的空间流动转化为模拟中按时间分布的实体流,将其作为离散模型的虚拟输入[11]。以1 根纤维(1 个活动实体)为例,模拟活动实体从产生到消亡的过程内依次经历的5 次离散随机事件、4 种状态的改变过程。牵伸模型的可行性已有文献进行验证[12]。
状态改变过程:首先,纤维按照一定的头端隔距进入后罗拉钳口,纤维先被后罗拉握持为后纤维;其次,当纤维尾端脱离后钳口后以后罗拉表面速度运动到变速点位置变为慢速浮游纤维;然后,纤维头端经过变速点后变为快速浮游纤维,按前罗拉表面速度运动到前罗拉钳口;最终变为前纤维输出牵伸区。
2.2 变速点统计
以两对罗拉组成的后牵伸区为例,模型输入参数为纤维长度33 mm,纤维细度1.7 dtex,须条线密度1.68 g/m,罗拉中心距60 mm,前罗拉速度10 m/min,牵伸2.4 倍。假设牵伸区中纤维变速点服从对数正态分布,分别统计简单罗拉牵伸和胶圈反向延伸情况的纤维变速点分布情况,见图5。
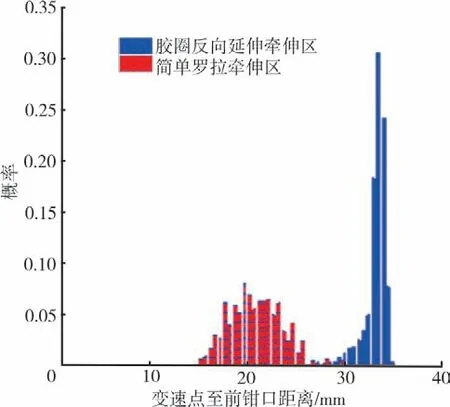
图5 胶圈反向延伸牵伸区与简单罗拉牵伸区变速点分布
由图5 的模拟结果可以看出,简单罗拉牵伸中纤维变速点分布范围比较宽,在距离前钳口15 mm~25 mm 的范围内。而在胶圈反向延伸的牵伸区内,纤维变速点集中于距前钳口32 mm附近,且分布范围狭窄。因此,可以认为胶圈反向延伸能使牵伸区内纤维变速点向后钳口处移动且分布集中,这有利于对纤维运动的有效控制。
3 试验方案
课题组已经做了相关试验,确认采用双向延伸胶圈超大牵伸装置能够提高后区牵伸倍数至原来 的2 倍~3 倍[13]。
本研究采用相同定量的粘胶粗纱分别在普通牵伸装置与超大牵伸装置上纺制16.8 tex 纱线,在保证总牵伸倍数不变的同时,增加后区牵伸倍数,比较两者成纱质量,分析后区牵伸倍数对纱线质量的影响。
3.1 工艺参数
限于条件,所述试验原料粘胶粗纱定量为6.1 g/10 m,为进行超大牵伸试验,采用两根粗纱并行同时喂入,因此粗纱定量相当于12.2 g/10 m。细纱锭速7 000 r/min,捻度800 捻/m。采用两种装置纺粘胶16.8 tex 纱的总牵伸均为72.61 倍,其他工艺参数见表1。其中方案A1~A8 采用四罗拉双向延伸胶圈超大牵伸装置,方案B1~B8 采用三罗拉双胶圈牵伸装置。

表1 不同装置纺纱试验方案
3.2 试验指标与测试方法
所纺纱线在温度(23±2)℃、相对湿度(65±3)%、纱线平衡24 h 条件下测试条干CV、毛羽数、断裂强度3 项指标。采用YG061 型电子单纱强力仪测试强伸性能,预加张力0.5 cN/tex,拉伸速度500 mm/min,测试长度50 mm;采用YG135G 型条干均匀度仪测试条干均匀度指标,测试速度200 m/min,测试时间1 min;采用YG172A 型纱线毛羽测试仪测试毛羽指标,测试速度30 m/min。
4 试验结果及分析
按照设计方案在超大牵伸装置与普通牵伸装置上纺制粘胶16.8 tex 纱,纱线性能指标测试数据见表2。

表2 不同牵伸装置纱线性能指标测试结果
由表2 中方案A 和方案B 试验数据分析可得出以下结论。
(1)采用相同原料纺制16.8 tex 纱,超大牵伸装置与普通牵伸装置相比,随着后区牵伸倍数的增加,3 项质量指标中成纱条干不匀率较优、3 mm毛羽数略差、断裂强度差异较小。超大牵伸装置在总牵伸72.61 倍条件下的成纱质量较普通牵伸有明显优势。这说明四罗拉双向延伸胶圈超大牵伸装置对牵伸区内纤维的控制优于普通牵伸装置,对超大牵伸有较好的适应性。
(2)随着后区牵伸从1.20 倍增加到3.60 倍,两种牵伸装置所纺纱线条干不匀率都呈先减小后增加的趋势。超大牵伸装置的成纱条干不匀率值明显低于普通牵伸,且在2.4 倍时成纱条干不匀率最小。分析原因主要是普通牵伸装置受牵伸能力限制,后区的简单罗拉牵伸所承受的牵伸倍数有限,根据牵伸理论,牵伸倍数增加时,纤维之间的移距增加,罗拉对纤维的控制力有限,特别在浮游区中部时对纤维的控制大大减小,造成纤维间不匀增加使成纱质量下降。而在超大牵伸装置中,由于后区设置了向后延伸的双胶圈且胶圈钳口靠近后罗拉钳口,纤维在靠近后罗拉钳口处即受到上、下胶圈的握持和摩擦控制,纤维在后区的变速点集中后移至后罗拉钳口附近,整个后区的摩擦力界作用长度增加,纤维能够受到反向延伸胶圈钳口的提前控制,且在后区的变速点也相对集中,从而减小了纤维后端的移距偏差,减少了纤维运动控制不良造成的纱线不匀的现象,并有利于后区牵伸倍数的提高。
(3)随着后区牵伸倍数的增加,成纱3 mm 毛羽数先减小后增加,超大牵伸装置的成纱毛羽数大于普通牵伸装置。究其原因,在超大牵伸装置中,牵伸区内须条存在多个扩散区域,由于捻回重分布和罗拉回转气流的作用,须条沿着运动方向逐步扩散,最终导致须条以较松散的状态进入前钳口,边缘纤维在加捻三角区未能捻入纱线主体而呈现毛羽状,使成纱毛羽增加。
(4)随着后区牵伸倍数的增加,两种牵伸装置下的断裂强度都先增加后减小,两者成纱强力差异并不明显,说明增加后区牵伸倍数对纱线强力的影响不显著。
5 结论
在超大牵伸装置与普通牵伸装置上纺制粘胶16.8 tex 纱,对比分析了两种装置的成纱质量。超大牵伸装置所纺成纱质量指标随着后区牵伸倍数的增加,条干不匀率呈先减小后增大的趋势,在2.4 倍时达到最好;3 mm 毛羽数呈现先减小后增加趋势;纱线断裂强度呈现先增加后减小趋势。相比于普通牵伸装置,超大牵伸装置的成纱条干不匀率得到明显改善,纱线强力浮动较小,3 mm毛羽数增加。
试验表明,双向延伸胶圈超大牵伸装置的纺纱性能明显优于普通牵伸装置,对于细纱超大牵伸有较好的适应性,同时可以实现重定量纺纱,质量稳定,可提高生产效益。后区牵伸倍数可以扩展到2 倍~4 倍,总牵伸能力可达到100 倍~250倍。超大牵伸装置存在边部纤维分散现象影响毛羽的问题,可以通过集聚纺等技术控制加捻三角区以弥补不足,从而进一步改善超大牵伸装置的成纱质量。
