3D打印聚醚醚酮复合材料人工骨的成型参数优化
2022-08-18张继坤乌日开西艾依提阿依古丽喀斯木贾儒阿里木江阿不来提
由外伤、肿瘤切除等引起的骨缺损需要通过手术在患者体内植入人工骨植入物来进行治疗,全球每年进行超过220万例的骨植入手术以重建各类骨缺损
。钛合金植入物因力学性能优异得到广泛应用,但因其弹性模量与骨骼相差较大而造成的应力遮挡会导致骨质疏松,此外还存在生物惰性、表面生物活性不佳等不足
。以羟基磷灰石(HA)为代表的生物陶瓷材料植入物的生物活性和骨整合能力好,但脆性较大
。聚乙烯、聚乳酸等高分子材料植入物加工成型方便,但机械性能较低
。
聚醚醚酮(PEEK)是一种半结晶高分子材料,具有机械性能优异、生物相容性好、X线可透过性等特点,尤其是PEEK的弹性模量与正常人体骨组织更为接近,可以减弱或消除应力遮挡效应
。自上世纪90年代开始PEEK逐渐成为骨科内植入物研究的热点材料之一,是脊柱、关节和创伤等领域中非常有前景的内植入物材料。纯PEEK是生物惰性材料,不利于成骨细胞的黏附增殖,骨整合性欠佳,在一定程度上抑制了其在骨植入物方面的应用
。HA是人体骨骼和牙齿的主要无机成分
,具有良好的生物活性和骨传导性,能与人体骨组织形成牢固的骨整合。将PEEK与HA混合制备复合材料,可以在保持骨植入物良好机械性能的同时提高其生物活性,有利于与人体组织结合,增加远期骨整合性能。
3D打印骨植入物具有更高的设计自由度和更少的原材料浪费,结合CT、MRI获取患者的个体数据,利用CAD技术在术前为患者准确设计定制化的骨植入物,再利用3D打印实现多种材料、多层次结构的宏微一体化制造,能够实现对骨植入物形状和性能的精确控制
。
PEEK及其复合材料材料的3D打印逐渐被关注,目前主要采用激光选区烧结(SLS)和熔融沉积成型(FDM)进行打印
。SLS精度较高、能够制备具有内部连通微孔的点阵结构,但大多数SLS设备在成形过程中不能使用多种材料打印,对有增强相的PEEK复合材料的3D打印不易实现。大部分FDM设备使用丝材,可以使用预先加入HA、碳纤维等增强相预制的复合材料丝材进行打印
,是一种非常适宜制备复杂形状的复合材料骨植入物的3D打印方法。
与传统注塑模具成型不同
,3D打印过程是材料逐渐累积的过程,打印件的性能受到打印过程中的多种参数因素影响,打印件的性能与原始材料的性能存在差别
。本文采用FDM法打印了HA质量分数为10%的PEEK/HA复合材料试样,对填充方向、打印速度、分层厚度和打印温度等4个重要因素对试样性能的影响规律进行了研究。
对于美国固瑞克(Graco)公司来说,数据的收集及利用是其展出的PulseTM流体处理系统最主要的优势之一,这不仅与当下最热门的智能制造概念契合,也可以让用户全面、清晰地了解到在汽车维护保养业务链上所发生的一切与数据有关的趋势,为用户带来高效便捷体验的同时,PulseTM流体处理系统已获得了众多业内客户的认可。所以,固瑞克公司希望通过Automechanika Shanghai将顶尖的产品、技术及品牌展示给汽车后市场及维修制造群体。
1 正交试验设计
对于有承重需求的人工骨植入物,力学性能是保证其承载能力的关键,而不同因素的参数组合对3D打印样件力学性能的影响也不相同,以拉伸强度和弯曲强度为评价标准,采用
(3
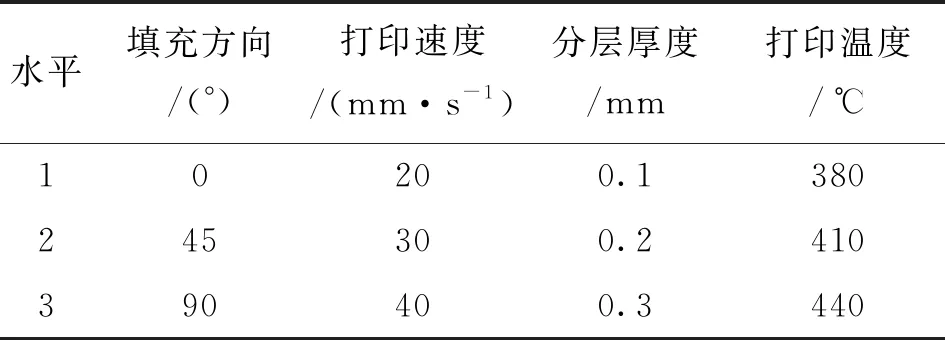
)为表头设计四因素三水平的正交试验来确定最优打印参数。表1列出了9次试验的4个因素在3个水平的组合形式,其中因素A、B、C、D分别代表填充方向
、打印速度
、分层厚度
和打印温度
,各因素水平取值范围根据前期单因素研究的结果确定,试验因素水平表如表1所示。
2 力学试验
2.1 试样制备
采用ENGINEER Q300打印机制备拉伸、弯曲试样,PEEK/HA丝直径为1.75 mm的打印机自带丝材。HA含量越高,PEEK/HA复合材料的生物活性越好,但HA含量的增加会降低复合材料的力学性能。本研究采用了常用HA质量分数为10%的PEEK/HA复合丝材,打印前将丝材在80 ℃的烘箱中干燥。根据GB/T 1040—2018制备拉伸试样,拉伸试样的填充方向、试样尺寸如图1所示。根据GB/T 9341—2008制备弯曲试样,弯曲试样尺寸为80 mm×10 mm×4 mm,每组均打印3个试样。
2.2.2 极差分析

填充方向为90°时,拉伸载荷方向与填充方向垂直,如图10(c),与拉伸载荷方向垂直的长条状孔隙导致力线不连续,力由沉积线间连接的狭窄结合部传递。由图4(c)可以看出,试样9在
点对应的时刻,中部有很窄的红色应力集中区域,应力集中程度比填充方向为45°时大,在短时间内断裂。

2.2 拉伸试验
2.2.1 拉伸试验与动态应变测量
维持结晶岩孔壁岩层应力平衡需要的钻井液液柱压力为坍塌压力,应力平衡关系同式(3)。由于结晶岩强度高,抗剪切强度高、塑性变形小,其坍塌压力低,在中深井条件下,结晶岩一般都能满足该要求。
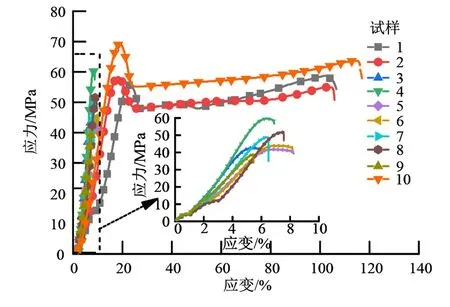
正交试验的拉伸强度结果如表2所示,拉伸试样应力应变曲线如图3所示。采用全场应变测量分析系统得到了试样在拉伸过程中的应变分布云图,图4所示为与试样应力应变曲线上的
、
、
、
这4个时刻相对应的应变云图。


坝体填筑标准合理,坝体填筑方式、碾压参数、质量控制措施合适。检测的坝体填筑压实密度等满足设计要求。坝体填筑质量合格。
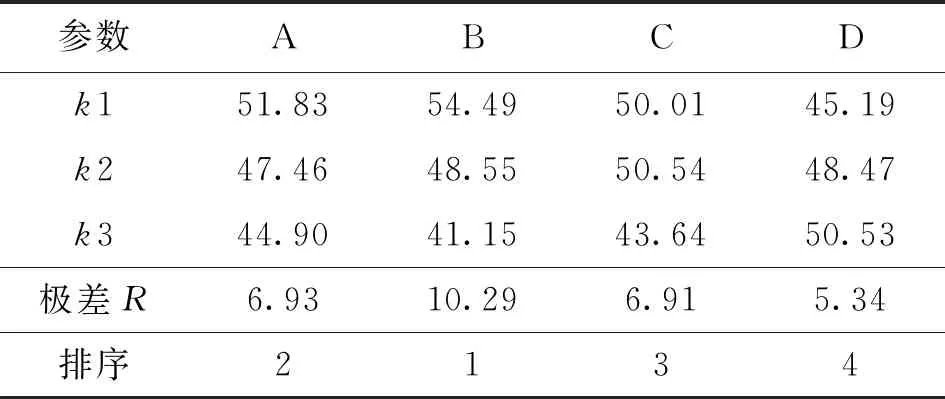
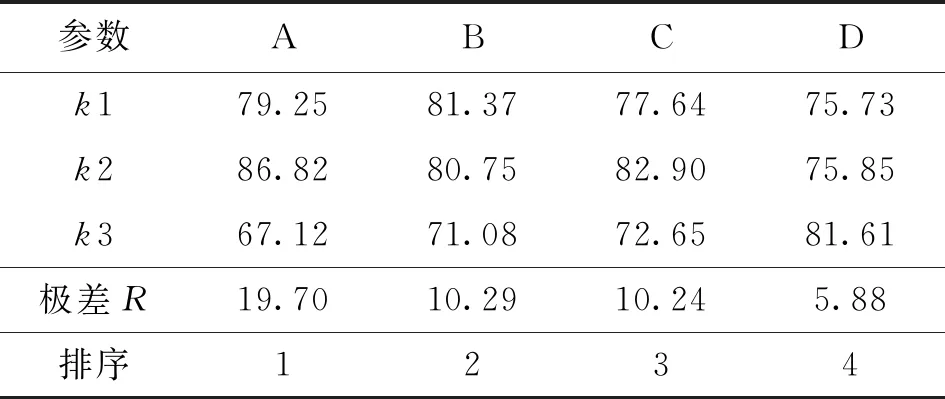
表3为拉伸强度极差分析结果,
表示某水平各因素所对应的综合分之和除以水平总数;极差为
的最大值与最小值之差。各因素的影响程度由大到小依次为打印速度、填充方向、分层厚度、打印温度。
奶牛春秋两季配种受胎率最高,而夏季最低,这是由于热应激影响精子的成熟和精液成分,造成公牛性欲低下。另外,影响母牛卵细胞的分化、发育、着床,发情频率明显下降。
2.2.3 方差分析

图5所示为各因素不同水平对拉伸强度的影响关系,最优参数组合为A1B1C2D3,即填充方向为0°、打印速度为20 mm/s、分层厚度为0.2 mm、打印温度为440 ℃。因该参数组合不在正交表的9组参数内,所以采用此最优参数补充打印了试样(标记为第10组参数)进行验证,试样10的拉伸强度为69.63 MPa,高于其他9组,与人的皮质骨拉伸强度相当
。
许沁的抛光部在凌源,一个五层楼民房的底层。抛光部不大,就一个大车间,有几排水泥大理石砌成的台面,安放着十来台抛光机。十来个男员工戴着单薄的头罩和灰不溜秋的口罩,举着小五金,对着抛光机上的砂轮打磨。
对试验数据进行方差分析,拉伸性能显著性分析如表4所示,可知填充方向、打印速度和分层厚度的Sig值均小于0.01,表明这几个因素对结果影响高度显著,打印温度的Sig值在0.01~0.05之间,表明影响显著,对拉伸强度影响的显著程度由大到小依次为打印速度、填充方向、分层厚度、填充方向。

2.3 三点弯曲试验
各因素对拉伸强度的影响程度由大到小依次为打印速度、填充方向、分层厚度、打印温度。试样受力分析如图10所示。由图10(a)可知,填充方向为0°时,拉伸载荷方向与填充方向平行,沉积线像一束平行纤维承受拉伸载荷。长条状孔隙降低了试样的截面积,但对载荷“力线”的阻断作用小,试样10表现出了良好的塑性。
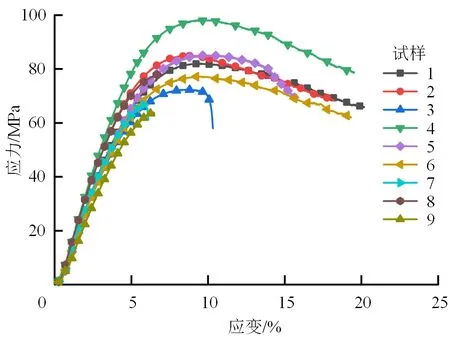
应力应变曲线如图6所示,正交试验弯曲强度如表5所示。与试样应力应变曲线上的
、
、
、
这4个时刻相对应的应变云图如图7所示。
由图6可知:当仿真条件改变后传统的自抗扰控制有抖动且大于基于arsh函数的自抗扰控制,基于arsh函数的自抗扰控制和基于fal函数的自抗扰控制相比响应时间更小,鲁棒性更好。


2.3.2 极差分析
表6为弯曲强度极差分析结果,对弯曲强度的影响程度由大到小依次为填充方向、打印速度、分层厚度、打印温度。图8为各因素对弯曲强度的影响关系,最优参数组合为试样4:A2B1C2D3,即填充方向为45°、打印速度为20 mm/s、分层厚度为0.2 mm、打印温度为440 ℃。填充方向对弯曲强度的影响最大,且在填充方向45°时为最优水平。

2.3.3 方差分析
影响高速列车平稳运行的因素一大部分上为脱轨问题。而随着速度的不断提高。脱轨问题也变得越来越重要。而影响脱轨问题的主要因素则为横风气动的影响。而高速列车的侧向力系数随着倾斜的角度的变大而变打大,当处于相同的倾斜角时,列车的头尾的侧向力系数明显大于中间非动力车的倾向力系数,这就是为什么一辆列车的头尾的形状不同于中间车厢的形状,且列车头尾的流动性更高,最大纵剖面轮廓线曲率较大,而更平缓的流线型使得头部纵向长细比系数越小,这就是为什么越高速的列车,其头部越类似于子弹的形状。
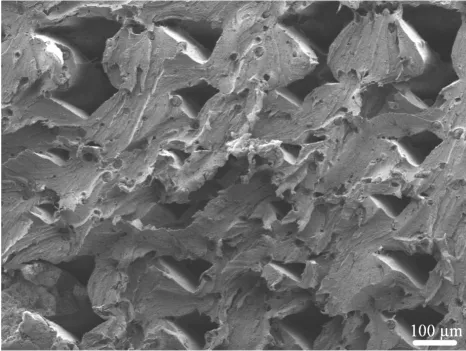
拉伸试样断面扫描电镜图如图11所示,图11(a)显示试样的断口相对平整。填充方向为45°时,拉伸载荷方向与填充方向呈45°,拉伸载荷的力线不连续。图4(b)的应力应变曲线上
、
点对应的时刻,试样中部出现了45°分布红色的应力集中区域,应力集中程度比0°时大,如图4(a),表明填充方向为45°时对力线有切断作用,图11(b)所示的试样断口有参差不齐的断层。

2.4 内部缺陷分析
打印件内部的微观缺陷,是3D打印存在的共性问题,内部微观缺陷会影响打印件的力学性能。采用微米X射线三维成像系统(y.catotah,YXLON,德国)对试样内部孔隙缺陷进行了分析,选取位置及内部缺陷分布情况如图9所示。
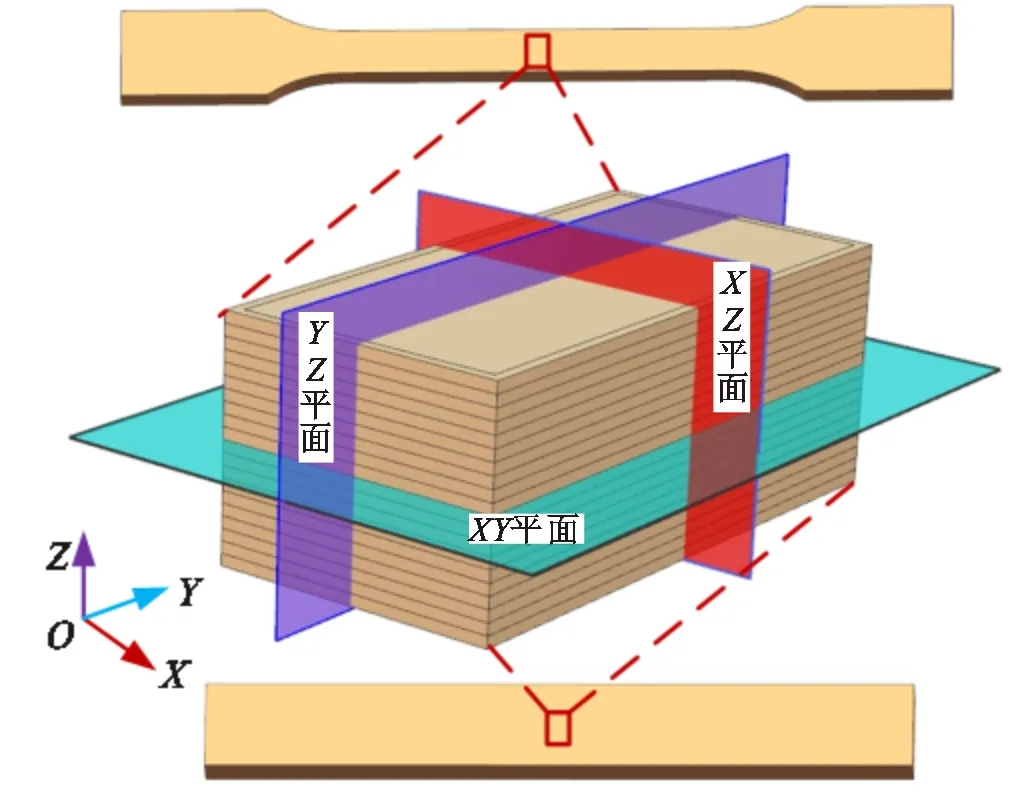
缺陷形式为平行于扫描方向的长条状孔隙,处于沉积线的交接处,破坏了试样内部结构的连续性,使结合界面成为连接最薄弱的部位,在受力过程中容易失效。
3 力学试验结果分析
3.1 拉伸试验结果分析
2.3.1 三点弯曲试验与动态应变测量

弯曲试验的方差分析结果如表7所示。填充方向、打印速度的Sig值均小于0.01,说明对结果影响高度显著,分层厚度、打印温度的Sig值在0.01~0.05之间,影响显著。对弯曲强度影响的显著程度由大到小依次为填充方向、打印速度、分层厚度、填充方向。
利用万能力学试验机(瑞格尔3005T)分别进行单轴拉伸和三点弯曲试验,加载速度为2 mm/min。在进行拉伸和弯曲试验的同时,使用三维全场应变测量系统(新拓三维XTDIC)对被测试样进行动态应变采集,此系统有两组摄像机进行动态数据采集,每组各有一对摄像头,试验前对试样喷漆形成斑点,试验装置如图2所示。
3.2 弯曲试验结果分析
各因素对弯曲强度的影响程度大小依次为填充方向、打印速度、分层厚度、打印温度。弯曲试样断面扫描电镜图如图12所示,填充方向为0°时,由图12(a)可知,试样断口上半部因受压相对紧密,下半部受拉使沉积线截面变细,孔隙扩大。试样1的应变云图可知其底面有矩形的应力集中区域。
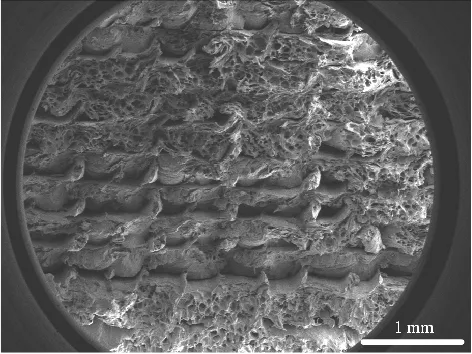
填充方向45°时,应变云图显示试样4底面有较窄的红色应力集中区域,侧边有倾角,试样底面沉积线间有45°的裂纹。图12(b)所示的断口表面形貌参差不齐。图12(c)所示的试样断口可见明显的分层,沉积线间的连接部分撕裂形成刀刃状。
填充方向90°时,试样9在应力应变曲线的d点时刻,试样底面有较窄的红色应力集中区域。试样正面中线处有一条沿试样长度方向分布的红色应力集中区域,与试样中性层相对应,试样在底面应力集中区域断裂,在正面红色应力集中区域产生了层间剥离。图12(d)可知,断面下半部有刀刃状特征,上半部被挤压,没有出现刀刃状形貌。
菌株充分活化后,以1%接种量接种于LB培养基中,37 ℃,180 r·min-1振荡培养,取100 μL致病菌(调整菌液浓度为1×107 CFU·mL-1)涂布于LB平板上,待平板表面干燥后,平稳放置3个牛津杯,向牛津杯内分别加入200 μL的荷叶发酵上清液,37 ℃培养20 h后,测量抑菌圈大小。
4 细胞黏附与增殖试验
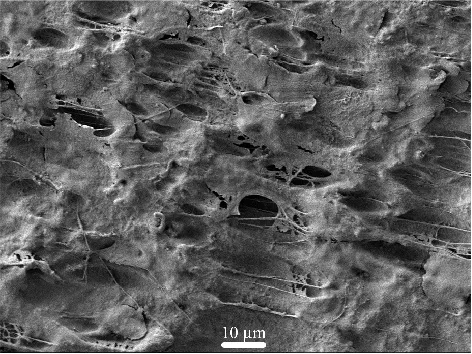
打印10 mm×10 mm×1 mm的PEEK/HA试样进行细胞黏附试验和细胞增殖试验,细胞黏附及增殖试验结果如图13所示。分别在1、3、5、7天对细胞试验的试样进行处理后用扫描电镜观察,发现随着试样表面MC3T3-E1细胞培养时间的延长,材料表面的细胞数量增多,分泌的基质和钙化颗粒增多。第7天时,1 000倍扫描电镜下可观察到MC3T3-E1细胞在材料表面黏附生长,细胞铺展良好,细胞分泌出大量基质,如图13(a)所示。2 000倍电镜下可观察到细胞伸出伪足和表面分泌的钙化颗粒,细胞生长增殖良好,且已有细胞在材料表面出现细胞重叠生长,说明PEEK/HA材料的生物相容性良好,如图13(b)所示。
5 结 论
对PEEK/HA复合材料3D打印参数进行了优化,研究了4个关键因素对试样力学性能的影响规律,得出如下结论。
(1)各因素对拉伸强度的影响程度由大到小依次为打印速度、填充方向、分层厚度、打印温度。优化的结果是:填充方向0°、打印速度为20 mm/s、分层厚度为0.2 mm、打印温度为440 ℃时拉伸强度最高为69.63 MPa。
这道练习题的精妙之处在于将周长置于图形的背景之中,利用形状、面积对周长产生干扰后准确找出周长并进行比较,以考查学生对周长意义的真正理解。在实际教学中,当学生第一眼看到这幅图时,从心理学角度来看,面积大小、形状是属于强刺激,而周长则属于弱刺激,所以最先反应在学生头脑中的是甲、乙两个图形的形状和面积的差异,而周长在学生头脑中的反应是滞后的。本题在设计时就是借助这个原理,使学生对周长辨别造成干扰甚至误导,如果学生对周长内涵的理解不透彻就很容易填错,因此从习题设计意图以及长期受教师青睐这个角度来讲,这堪称是一道经典好题!如果作为一道检测题,同样也是一道可以有效检测学生对周长概念理解程度的好题。
(2)各因素对弯曲强度的影响程度由大到小为填充方向、打印速度、分层厚度、打印温度。优化的结果是:填充方向45°、打印速度为20 mm/s、分层厚度为0.2 mm、打印温度为440 ℃时制备的试样弯曲强度为99.5 MPa。
(3)利用优化参数打印的PEEK/HA试样的力学性能与人皮质骨相当。细胞黏附和增殖试验的结果表明,PEEK/HA复合材料具备了良好的细胞相容性,是一种良好的人工骨植入物材料。
:
[1] GAGE M J, LIPORACE F A, EGOL K A, et al. Management of bone defects in orthopedic trauma [J]. Bulletin of the Hospital for Joint Disease, 2018, 76(1): 4-8.
[2] YANG Zhengming, TAO Huimin, YE Zhaoming, et al. Bone transport for reconstruction of large bone defects after tibial tumor resection: a report of five cases [J]. Journal of International Medical Research, 2018, 46(8): 3219-3225.
[3] LV Mingming, YANG Xin, GVETADZE S R, et al. Accurate reconstruction of bone defects in orbital-maxillary-zygomatic (OMZ) complex with polyetheretherketone (PEEK) [J/OL]. Journal of Plastic, Reconstructive & Aesthetic Surgery, 2021[2021-12-12]. https:∥doi.org/10.1016/j.bjps.2021.11.101.
[4] GIANNOUDIS P V, DINOPOULOS H, TSIRIDIS E. Bone substitutes: an update [J]. Injury, 2005, 36(S3): S20-S27.
[5] DEPBOYLU F N, YASA E, POYRAZ Ö, et al. Titanium based bone implants production using laser powder bed fusion technology [J]. Journal of Materials Research and Technology, 2022, 17: 1408-1426.
[6] MAHMOUD D, ELBESTAWI M A. Lattice structures and functionally graded materials applications in additive manufacturing of orthopedic implants: a review [J]. Journal of Manufacturing and Materials Processing, 2017, 1(2): 13.
[7] VELU R, CALAIS T, JAYAKUMAR A, et al. A comprehensive review on bio-nanomaterials for medical implants and feasibility studies on fabrication of such implants by additive manufacturing technique [J]. Materials, 2019, 13(1): 92.
[8] MORGAN E F, UNNIKRISNAN G U, HUSSEIN A I. Bone mechanical properties in healthy and diseased states [J]. Annual Review of Biomedical Engineering, 2018, 20(1): 119-143.
[9] AIHEMAITI P, JIANG Houfeng, AIYITI W, et al. Optimization of 3D printing parameters of biodegradable polylactic acid/hydroxyapatite composite bone plates [J]. International Journal of Bioprinting, 2022, 8(1): 490.
[10] TARGONSKA S, DOBRZYNSKA-MIZERA M, WUJCZYK M, et al. New way to obtain the poly(L-lactide-co-D, L-lactide) blend filled with nanohydroxyapatite as biomaterial for 3D-printed bone-reconstruction implants [J]. European Polymer Journal, 2022, 165: 110997.
[11] 赵广宾, 秦勉, 刘雨, 等. 聚醚醚酮熔融沉积成形强度工艺参数的优化 [J]. 机械工程学报, 2020, 56(3): 216-222.
ZHAO Guangbin, QIN Mian, LIU Yu, et al. Optimizing fused deposition molding process parameters for improving forming strength of polyetheretherketone [J]. Journal of Mechanical Engineering, 2020, 56(3): 216-222.

[13] 赵广宾, 安超, 秦勉, 等. 聚醚醚酮/羟基磷灰石复合植入物的制备及性能研究 [J]. 西安交通大学学报, 2019, 53(4): 72-78.
ZHAO Guangbin, AN Chao, QIN Mian, et al. Preparation and performance study of polyetheretherketone/hydroxyapatite composite implants [J]. Journal of Xi’an Jiaotong University, 2019, 53(4): 72-78.
[14] OLADAPO B I, ZAHEDI S A, ISMAIL S O, et al. 3D printing of PEEK and its composite to increase biointerfaces as a biomedical material: a review [J]. Colloids and Surfaces: B Biointerfaces, 2021, 203: 111726.
[15] ZHANG J, KIRKHAM J, WALLWORK M L, et al. Use of self-assembled monolayers as substrates for atomic force imaging of hydroxyapatite crystals from mammalian skeletal tissues [J]. Langmuir, 1999, 15(23): 8178-8183.
[16] SARGIN F, ERDOGAN G, KANBUR K, et al. Investigation of in vitro behavior of plasma sprayed Ti, TiO
and HA coatings on PEEK [J]. Surface and Coatings Technology, 2021, 411: 126965.
[17] DENG Xiaohu, ZENG Zhi, PENG Bei, et al. Mechanical properties optimization of poly-ether-ether-ketone via fused deposition modeling [J]. Materials, 2018, 11(2): 216.
[18] LAI Wenwen, WANG Yan, FU Hua, et al. Hydroxyapatite/polyetheretherketone nanocomposites for selective laser sintering: thermal and mechanical performances [J]. e-Polymers, 2020, 20(1): 542-549.
[19] ZHENG Jibao, KANG Jianfeng, SUN Changning, et al. Effects of printing path and material components on mechanical properties of 3D-printed polyether-ether-ketone/hydroxyapatite composites [J]. Journal of the Mechanical Behavior of Biomedical Materials, 2021, 118: 104475.
[20] JIANG Houfeng, AIHEMAITI P, AIYITI W, et al. Study of the compression behaviours of 3d-printed PEEK/CFR-PEEK sandwich composite structures [J]. Virtual and Physical Prototyping, 2022, 17(2): 138-155.
[21] KANG Jianfeng, WANG Ling, YANG Chuncheng, et al. Custom design and biomechanical analysis of 3D-printed PEEK rib prostheses [J]. Biomechanics and Modeling in Mechanobiology, 2018, 17(4): 1083-1092.
[22] ABU BAKAR M S, CHEANG P, KHOR K A. Mechanical properties of injection molded hydroxyapatite-polyetheretherketone biocomposites [J]. Composites Science and Technology, 2003, 63(3/4): 421-425.
[23] CONVERSE G L, YUE Weimin, ROEDER R K. Processing and tensile properties of hydroxyapatite-whisker-reinforced polyetheretherketone [J]. Biomaterials, 2007, 28(6): 927-935.
[24] 刘绘龙, 孙文森, 刘亚雄, 等. 3D打印树脂模具注塑聚醚醚酮成形精度研究 [J]. 西安交通大学学报, 2021, 55(12): 64-69.
LIU Huilong, SUN Wensen, LIU Yaxiong, et al. Forming precision of PEEK injection molding with 3D printing resin mold [J]. Journal of Xi’an Jiaotong University, 2021, 55(12): 64-69.
[25] WANG Peng, ZOU Bin, XIAO Hongchuan, et al. Effects of printing parameters of fused deposition modeling on mechanical properties, surface quality, and microstructure of PEEK [J]. Journal of Materials Processing Technology, 2019, 271: 62-74.
[26] YASZEMSKI M J, PAYNE R G, HAYES W C, et al. Evolution of bone transplantation: molecular, cellular and tissue strategies to engineer human bone [J]. Biomaterials, 1996, 17(2): 175-185.
