余热锅炉再热蒸汽疏水管焊缝失效原因分析及优化
2022-08-16浙江浙能金华燃机发电有限责任公司何飞德卢宏建
浙江浙能金华燃机发电有限责任公司 何飞德 卢宏建 应 飞
常山燃机#1余热锅炉为NG-M701F4-R型,三压、再热、卧式、无补燃、自身除氧、自然循环燃机余热锅炉,锅炉整体向下膨胀胀。#1机组2014年投产至今累计运行约5500h,启停330次,中压再热主汽温度约为568℃,压力约为4.05MPa。2020年初#1炉启动过程中再热主汽疏水管泄漏,现场检查发现隔离阀前直管段与弯头的焊接接头处断裂。疏水直管段材质为SA335P91,规格为φ60.3mm×5.54mm;弯头材质为SA234WP91,规格为90°LR弯头2”-Sch80。为明确焊口失效原因,对失效部件断口形貌的宏观检查,部件进行光谱、金相、硬度检验分析。
1 宏观检查及成分分析
中再热主汽疏水管泄漏部位位于疏水直管段与第二个90°弯头出口对接焊缝处开裂(图2),裂纹在焊缝与弯头热影响区之间的区域扩展,裂穿整根管,外观形貌见图3所示。直管道与弯头母材内外壁有轻微的氧化皮层,管壁无明显减薄、内部无裂纹,断口形貌显示靠近弯头内侧下方位置有陈旧的锈蚀痕迹,而断口其余部分较为新鲜仍有金属光泽。初步判断,开裂起始于弯头内侧下方位置,扩展至整个焊口,最后撕裂断开。
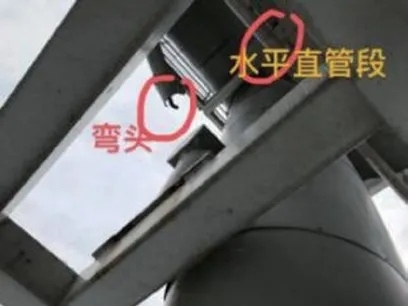
图1 现场照片

图2 管道布置示意图

图3 外观形貌
#1炉中压再热器2出口蒸汽集箱疏水管断口下游约0.5米位置有1处金属抱箍,且锁紧(图4),形成一个相对死点,在余热锅炉启停过程中,主管道带动疏水管产生膨胀位移时,该位置疏水管水平、垂直方向自由膨胀移动受限。冷热态对中压再热器2出口蒸汽集箱水平、垂直方向位移量检测,水平沿介质流向最大位移量约5cm。

图4 抱箍支架型式
对失效位置部件-直管道、弯头、焊缝进行材质及成分分析,其合金元素成分的检测结果符合国标10Cr9Mo1VNbN的要求,焊接材料和母材属于同种材质焊接。直管段、弯头、焊缝中各元素成分分别为:C 0.08/0.1/0.11、Mn 0.5/0.4/0.55、Si 0.3/0.35/0.23、Cr 9.15/8.82/8.67、Mo 0.86/0.91/0.88、V 0.22/0.18/0.2、Nb 0.09/0.08/0.08、P 0.006/0.01/0.005、N 0.04/0.05/0.05、Ni 0.1/0.3/0.2。
2 金相、硬度分析
对断口的起始处、撕裂处及弯头分别取样做金相分析。断口起始处的金相组织不佳,马氏体晶粒十分粗大,在基体中发现有大块的铁素体(图5a),会导致焊缝韧性下降。在断口附近存在横向的微裂纹(图5b),穿晶开裂,说明管材受到拉应力。断口撕裂处的金相组织不佳,马氏体晶粒十分粗大,在基体中也发现有大块的铁素体,以及一些凝固晶界(图6),上述特征都会导致焊缝韧性下降。

图5 断口起始处金相

图6 断口撕裂处金相
对失效部件-焊缝显微硬度检测。初始断口附近的焊缝组织硬度非常高,最高值达到440HV(约为415HBW)。DL/T 869-2012规定:T/P91钢焊缝硬度不超过母材布氏硬度值加100HBW,且不超过300HBW。检测结果显示,初始断口附近的焊缝组织硬度超标。
对失效部件-弯头显微硬度检测,从外壁到内壁逐渐升高,最高值达到261HV(约为248HBW)。根据ASME锅炉及压力容器规范第II卷A篇2007版规定:中、高温用锻制碳钢和合金钢管道配件用的SA234WP91,最高硬度为248HBW。检测结果显示,弯头硬度最高值已达到标准的上限。
3 失效分析
由上述失效部件位置管道、弯头、焊缝化学成分、理化、硬度检验结果可知,管道、弯头的化学成分、杂质物含量、颗粒度及显微组织基本满足相关标准要求,而焊缝及热影响区的硬度、晶粒度存在异常,且断裂焊缝及热影响区硬度大幅超过标准值(最高达415HBW)。经查阅该焊口原始焊接相关检验资料,射线检测报告显示合格,但未发现焊后硬度检测数据,考虑该管段的运行最高运行温度568℃,按照TP91材质特性,不可能由锅炉运行温度过高导致,且附近母材硬度正常。可推断出:基建时直管段和弯头对接焊后,未对焊缝进行消除应力、降硬度的焊后热处理,故焊缝融合线附近区域会存在较大的残余应力[1],且在距熔合线一定距离处应力将达到最大值,这与焊缝中裂纹沿平行于熔合线方向扩展吻合。
中再热主汽疏水管断裂焊缝下游安装的金属抱箍+支架结构实际上固定了管道的竖直向自由度和一个水平向自由度,仅保留了管道轴向1个水平方向的自由度。因再热蒸汽管道运行温度较高,产生的膨胀量较大,而采用上述简易导向支架将会导致管道膨胀受阻。另外#1余热锅炉是燃气-蒸汽联合循环机组配套调峰发电锅炉,每年的机组启停次数多达130次,经过长期重复性的启停,该焊缝会逐渐产生应力疲劳。
在基建期间,锅炉范围内压力管道主要由锅炉厂配套设计和提供,针对小口径管道的设计、安装、检验,容易被设计单位、施工单位、监理、业主所忽视,较多的小口径管道都没有纳入的锅炉厂或设计院的配套设计范围,导致现场布局、安装合理性存在差异。
本次#1炉中压再热主汽疏水管焊缝及热影响区硬度大幅超过标准值上限,焊缝处韧性差是造成开裂的内部原因,管道抱箍阻碍膨胀受阻在重复的启停后产生应力疲劳是造成开裂的外部原因。
4 防范措施及建议
更换受损的管件,焊接、后焊严格TP91材料焊接工艺、焊后热处理应严格按照DLT86《火力发电厂焊接技术规程》执行;将断裂焊缝下游安装的金属抱箍+支架结构改为弹簧吊架形式以满足管道的自由膨胀;严格按照DL/T438《火力发电厂金属技术监督规程》要求,做好TP91管道焊缝的硬度、射线预防性定期检测;建议将金属技术监督范围内的管道,特别是小口径管道应纳入主机厂配套设计范围,设计、安装、检验应等同于主管道进行管理。