半纤维素/壳聚糖复合凝胶的制备及性能研究
2022-08-13徐佳伟郭泽江王振宇程合丽谢益民
徐佳伟 郭泽江 王振宇 范 珍 程合丽,2,3,* 谢益民,2
(1.湖北工业大学绿色轻工材料湖北省重点实验室,湖北武汉,430068;2.华南理工大学制浆造纸工程国家重点实验室,广东广州,510640;3.绿色轻质材料与加工湖北工业大学协同创新中心,湖北武汉,430068)
随着化石能源短缺问题的日益突出以及石油基产品使用所带来的环境污染问题的加剧,利用可再生资源制备聚合物材料的研究受到广泛关注。半纤维素作为植物细胞壁中一类碱溶性杂多糖,在细胞壁中含量约为15%~35%,是自然界中含量仅次于纤维素的第二大类多糖,具有储量丰富、成本低廉、生物相容性好、绿色可再生等优势[1-2]。此外,由于半纤维素本身是一种无定形物质,聚合度较低,且分子链中含有大量羟基、乙酰基等活性基团,可通过改性被赋予多种性能,在纸张增强、组织工程、药物缓释及柔性传感等领域有较好的应用前景[3-6]。
水凝胶是一类具有三维网络结构的高度亲水性聚合物,能在水中溶胀并保持大量水分而不溶解,兼具固体和液体双重性能,是第一个被设计用于人体的生物材料[7],在人体组织再生、可穿戴电子设备、软体机器人以及人工智能等领域展现出广阔的应用前景[8-10]。以半纤维素为基材制备水凝胶是木质生物质资源高值化利用的重要途径之一,近年来得到快速发展。Wen 等人[11]以环氧氯丙烷为交联剂,利用羧基封端的苯胺五聚体(CTAP)与木糖基半纤维素一锅法制备了半纤维素导电凝胶,当CTAP 含量从0 增加至50%时,半纤维素凝胶的电导率从8.92×10-5S/m 上升到2.11×10-3S/m。Zhang 等人[6]采用冻融技术制备了可用于柔性传感器的半纤维素/聚吡咯导电复合水凝胶,该凝胶体系包含半纤维素、聚乙烯醇、硼砂、甘油、聚吡咯等多种组分,利用各组分之间的多重氢键作用,构建了具有抗冻、保水、应变敏感及拉伸性能的多功能复合水凝胶,由该凝胶组装的应变传感器能够准确监测人体运动信号。
凝胶的机械强度是影响其应用的重要因素之一。半纤维素大分子结构分枝多,且化学组成复杂,通常包含木糖、葡萄糖、阿拉伯糖、甘露糖等多种单糖,支链上往往还含有糖醛酸基团。此外,在从原料中分离的过程中,半纤维素还会发生一定程度的降解,纯度也很难得到保证[12-13]。这些因素使得基于半纤维素的凝胶材料通常机械强度较差,限制了其实际应用。为此,本研究通过向半纤维素凝胶前驱液中添加壳聚糖来提高半纤维素凝胶的机械强度。通常,半纤维素易溶于稀碱液,而壳聚糖溶于1%~2%的乙酸溶液,两种多糖在常用溶剂中无法互溶。Duan 等人[14]研究发现,低温碱/尿素/水体系可以破坏壳聚糖分子链间氢键,同时溶剂分子与壳聚糖之间能够形成新的氢键,从而促进壳聚糖溶解。另一方面,碱/尿素/水体系属于强碱性溶剂,能够溶解半纤维素。因此,本研究首先将半纤维素和适量壳聚糖经冻融循环共溶于碱/尿素/水体系,然后以环氧氯丙烷为交联剂,经自由基聚合制备半纤维素/壳聚糖复合凝胶,探讨了壳聚糖用量对凝胶的压缩强度、溶胀行为的影响,并考察了复合凝胶的表面形貌、结构、热稳定性等性质。
1 实 验
1.1 实验原料与试剂
玉米芯半纤维素(CHC)为实验室碱法抽提得到,离子色谱结果显示其中主要糖类含量分别为:木糖75.1%、阿拉伯糖15.4%、葡萄糖3.8%、半乳糖1.6%。壳聚糖(CS)购自如吉生物科技有限公司(脱乙酰度≥90%),环氧氯丙烷、氢氧化钾、脲(尿素)、水合氢氧化锂等试剂购自国药集团化学试剂有限公司,所用药品均为分析纯,使用前未进一步纯化。
1.2 实验方法
1.2.1 半纤维素/壳聚糖复合凝胶的制备
分别称取一定质量的半纤维素和壳聚糖,加入到盛有新配制的碱/尿素/水(LiOH·H2O、KOH、尿素、H2O 配制而成,质量比为8∶7∶8∶77)溶液的玻璃瓶中,搅拌后置于-80℃冰箱(中科美菱低温科技有限责任公司)冷冻6 h 以上,取出后室温解冻,搅拌后再次放入超低温冰箱,重复冷冻解冻过程3次,然后加入环氧氯丙烷(ECH),搅拌均匀,离心脱除气泡后,室温得到半纤维素/壳聚糖(HC/CS)复合凝胶。HC/CS复合凝胶的制备工艺参数详见表1。
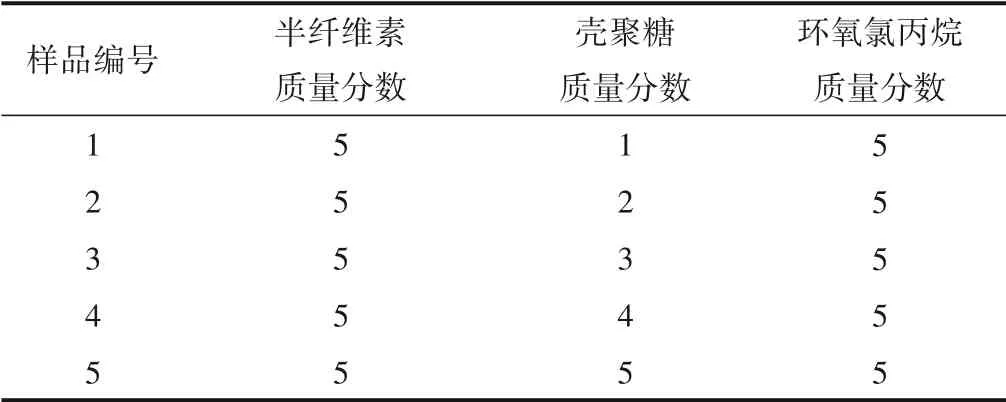
表1 HC/CS复合凝胶制备工艺参数Table 1 Technological parameter for preparation of HC/CS composite hydrogel %
1.2.2 复合凝胶的表面形貌
对凝胶表面形貌进行观察前,先将其浸泡在去离子水中除去碱和未反应物质,然后利用液氮淬断,经冷冻干燥后,将断面进行喷金处理赋予样品导电性,采用扫描电子显微镜(SEM,SU8010,日本日立)在4 kV加速电压下对复合凝胶的表面形貌进行观察。
1.2.3 复合凝胶红外光谱
采用1%溴化钾压片法在Nicolet 6700型傅里叶变换红外光谱仪(FT-IR,Thermal Fisher,美国)上对复合凝胶的红外光谱进行测定。
1.2.4 复合凝胶的溶胀性能测定
复合凝胶的溶胀性能按质量法进行测定。首先,将凝胶置于去离子水中以除去碱及未反应物质,经真空干燥后,称取干凝胶质量W0,然后室温下再将其置于过量去离子水中,每隔一定时间取出,用滤纸拭干表面水分后,称取质量Wt。溶胀比(SR)按式(1)计算。

式中,W0表示真空干燥后凝胶的质量,g;Wt表示t时刻凝胶的质量,g;SR(Swelling Ratio)表示凝胶溶胀比。
1.2.5 复合凝胶的压缩强度测试
利用电子万能试验机(CMT4204,美特斯工业系统(中国)有限公司)对凝胶的压缩强度进行测试,凝胶试样为圆柱状,直径19.4 mm,高度14.7 mm,位移速度1 mm/min。
1.2.6 热重(TG)分析
复合凝胶的热分解性质利用Q600 热重分析仪(美国TA)进行测定。采用氮气作为保护气,升温速率10℃/min,最高温度800℃。
2 结果与讨论
2.1 自由基聚合制备HC/CS复合凝胶
冷冻前,两种多糖在碱/尿素/水体系中呈现出完全不同的状态,半纤维素呈黏稠的糊状物,壳聚糖则不溶,以颗粒形式分散在体系中。经3 次冷冻-解冻循环后,两种多糖变为均一、黏稠的淡黄色半透明溶液。碱性环境下,半纤维素分子链中的—OH、壳聚糖分子链中的—OH 及—NH2分别与环氧氯丙烷作用,发生交联反应,形成三维网络结构,如图1(a)所示。此外,壳聚糖分子链之间、半纤维素分子链之间也可以通过环氧氯丙烷发生交联。图1(b)是制备的不同壳聚糖含量的HC/CS复合凝胶图片,因半纤维素在提取过程中不可避免地会带有少量木素,故凝胶呈淡黄色。此外,在半纤维素用量5%、但不添加壳聚糖时,相同实验条件下无法得到凝胶。

图1 HC/CS复合凝胶的制备原理及光学照片Fig.1 Preparation principle and optical photos of HC/CS composite hydrogels
2.2 复合凝胶微观形貌分析
利用SEM 对HC/CS 复合凝胶断面的微观形貌进行了观察,结果如图2 所示。从图2 中可以看出,在半纤维素用量为5%,壳聚糖用量由1%增加到5%时,各复合凝胶表面均呈现孔径大小相对均一的蜂窝状结构,各孔之间相互贯通,孔径为200 μm 左右。随前驱液浓度变化,各凝胶形貌并未表现出显著差异。

图2 HC/CS复合凝胶的SEM图Fig.2 SEM images of HC/CS composite hydrogels
2.3 复合凝胶红外光谱分析
半纤维素、壳聚糖及HC/CS 复合凝胶的FT-IR 图如图3 所示。由图3 可知,半纤维素在3419 cm-1处的强吸收峰归属于其结构单元中大量缔合—OH 的伸缩振动,893 cm-1处为β糖苷键的特征吸收峰[15-16]。

图3 半纤维素、壳聚糖及HC/CS复合凝胶的FT-IR图Fig.3 FT-IR spectra of hemicellulose,chitosan,and HC/CS composite hydrogels
壳聚糖分子结构中不仅含有大量—OH,且存在—NH2基团,—OH的伸缩振动吸收峰和—NH2基团中—N—H的伸缩振动吸收峰发生重叠,在3442 cm-1处出现较宽的吸收峰。2927、2877 cm-1处分别归属于壳聚糖—CH2的反对称和对称伸缩振动。1657 cm-1处的吸收峰源自壳聚糖酰胺Ⅰ带(—C=O 的伸缩振动吸收)特征峰,1600 cm-1处为酰胺Ⅱ带(—N—H变形振动和—C—N 伸缩振动)特征峰[17],1379 cm-1和1425 cm-1处为—CH2的弯曲振动吸收峰,1323 cm-1处为酰胺Ⅲ带(—C—N伸缩振动、—N—H面内弯曲振动)特征峰,1155 cm-1处为吡喃糖环C—O—C吸收峰[18],1085 cm-1处是醇羟基的变角振动吸收峰,在893 cm-1处出现β糖苷键的特征峰[16]。
凝胶化过程伴随着半纤维素—OH和壳聚糖—NH2基团的消耗,因此,HC/CS复合凝胶除在3400 cm-1处的吸收峰变弱外,最为显著的特征是在1600 cm-1处及1323 cm-1处—N—H的面内弯曲振动吸收峰消失,说明—NH2基团基本被消耗。在2933、2879 cm-1处出现凝胶—CH2的反对称和对称伸缩振动吸收峰,但与半纤维素和壳聚糖相比,发生了一定程度的蓝移,且2933 cm-1处—CH2的反对称伸缩振动吸收峰相对变强,这是由于成胶后,交联剂环氧氯丙烷开环后出现在凝胶骨架中,凝胶中—CH2基团增多,且原本—CH2基团化学环境发生了变化所致。
2.4 复合凝胶的溶胀性能
HC/CS 复合凝胶在去离子水中的溶胀性能如图4所示。从溶胀动力学曲线(图4(a))可以看出,随着复合凝胶在去离子水中浸泡时间的增加,溶胀比先快速增大,至600 min 左右时,溶胀比增速变缓。此外,在相同溶胀时间下,复合凝胶中壳聚糖含量越高,溶胀比越小,这主要是由于半纤维素含量相同,壳聚糖含量越高,凝胶的交联密度越大,水分子进入凝胶越困难,从而导致溶胀比降低。
当吸附时间为48 h时,溶胀比不再增加,基本达到溶胀平衡,得到平衡溶胀比,如图4(b)所示。随着壳聚糖含量由1%增加到5%,平衡溶胀比由22.59降至6.62。

图4 HC/CS复合凝胶在去离子水中的溶胀性能Fig.4 Swelling properties of HC/CS composite hydrogels in deionized water
2.5 复合凝胶的压缩强度
对不同壳聚糖含量的HC/CS复合凝胶的压缩强度(压缩80%)进行了测试,结果如图5所示。从HC/CS复合凝胶的压缩应力-应变(σ-ε)曲线可以看出,所有凝胶样品均呈现典型的“J”型曲线,表明其良好的压缩性能[19]。随壳聚糖用量的增加,复合凝胶的杨氏模量逐渐增大,如表2所示。当壳聚糖用量增加时,体系中—OH和—NH2数量增加,与环氧氯丙烷发生反应的基团增多,交联点增多,使形成的网络结构更为坚固。此外,在壳聚糖用量由1%增加至4%时,HC/CS复合凝胶的压缩强度由0.104 MPa增加至0.325 MPa,继续升高壳聚糖用量至5%,压缩强度反而发生下降,可能是由于交联点过于密集,复合凝胶韧性变差,在受到外力作用时,裂纹易于在交联点处产生并扩散,进而导致凝胶整体破裂[20]。

图5 HC/CS复合凝胶压缩应力-应变(σ-ε)曲线Fig.5 Compressive strain-stress(σ-ε)curves of HC/CS composite hydrogels

表2 HC/CS复合凝胶机械强度Table 2 Mechanical Strength of HC/CS composite hydrogels
2.6 热重分析
HC/CS(HC、CS 质量分数均为5%)复合凝胶、壳聚糖及半纤维素在40~800℃的质量损失(TG)及质量损失速率(DTG)曲线如图6 所示。从图6 中可以看出,壳聚糖、半纤维素及复合凝胶的热分解曲线均可分为3个阶段。其中,半纤维素在40~190℃之间的质量损失主要是样品中的水分蒸发所致,属于物理变化;190~350℃是半纤维素热分解的第二阶段,也是主要质量损失阶段,这一阶段半纤维素支链断裂并发生脱水、脱羧以及脱羰反应[21],其质量分数由91.8%降至36.4%;第三阶段(350~800℃)热分解速率减慢,前两个阶段产生的焦炭中的C—H、C—O进一步断裂,且挥发性产物从焦炭中脱除,导致质量进一步下降[22],温度升至800℃时,仍有13.5%的半纤维素残留,推测是由于半纤维素中含有的少量木素所致。DTG 曲线显示在299℃时质量损失速率达到最大(1.31%/℃)。

图6 半纤维素、壳聚糖及HC/CS复合凝胶的TG、DTG曲线Fig.6 TG and DTG curves of hemicellulose,chitosan and HC/CS composite hydrogels
壳聚糖热分解的第一阶段发生在40~150℃,这一阶段质量损失约6.4%,主要是壳聚糖表面水分子的物理解吸;在150~250℃之间,壳聚糖质量基本保持恒定;250~450℃是壳聚糖的主要质量损失阶段,在305℃时质量损失速率达到最大值0.98%/℃,在这一温度范围,壳聚糖进一步脱水,分子链解聚并发生脱乙酰化及吡喃糖环降解等反应,质量损失达51.6%[23]。450~800℃之间,壳聚糖继续分解。从图6中还可以看出,壳聚糖质量损失速率最大值比半纤维素小,且壳聚糖在800℃时质量剩余21.3%,主要原因在于半纤维素是无定形物质,而壳聚糖内部含有结晶区。
复合凝胶(HC、CS 质量分数均为5%)的主要成分为半纤维素和壳聚糖,从图6中可以看出,其质量损失曲线与半纤维素和壳聚糖极为相似,且处于半纤维素和壳聚糖之间,当温度由250℃升至450℃,其质量损失由91.4%降至29.9%;在温度达800℃时,质量仅剩15.9%。
3 结 论
本研究使用玉米芯半纤维素(CHC)和壳聚糖(CS)通过冷冻-解冻法在碱/尿素/水体系中制备半纤维素基复合凝胶,并对凝胶的微观形貌、结构及性能进行了初步探讨。
3.1 通过3 次冷冻-解冻循环在碱/尿素/水体系中成功制备了HC/CS复合凝胶。扫描电子显微镜结果证实了凝胶内部的三维网络结构,红外光谱结果表明凝胶的三维网络结构是由于半纤维素、壳聚糖与环氧氯丙烷之间发生了化学交联。
3.2 随壳聚糖用量增加,复合凝胶的溶胀比逐渐减小,在半纤维素用量为5%、壳聚糖用量为1%时,凝胶在去离子水中的平衡溶胀比最大达22.59。
3.3 所得复合凝胶具有良好的力学性能。压缩测试结果表明,随壳聚糖用量增加,凝胶的压缩性能逐渐增强,当半纤维素用量5%、壳聚糖用量为4%时,复合凝胶的压缩强度达到325 kPa。
3.4 复合凝胶的主要热分解温度范围为250~450℃,此时,复合凝胶(HC 和CS 质量分数均为5%)的质量损失达61.5%。
