国产ER 5356与ER 5087铝合金焊丝焊接接头在盐雾环境下的腐蚀行为研究
2022-08-10于钧宇丛意明许鸿吉
于钧宇,丛意明,许鸿吉
大连交通大学 材料科学与工程学院,辽宁 大连 116028
0 前言
铝合金材料普遍具有密度较低的特点,其强度接近甚至超过了部分优质合金钢。随着人们对轨道交通车体的轻量化、防腐蚀性等要求的不断提高,铝合金车身逐渐得到了大力推广和使用。6XXX系铝合金是以镁和硅为主要合金元素并以Mg2Si相为强化相的铝合金,属于热处理可强化铝合金[1-3],其具有中等强度、耐蚀性高、无应力腐蚀破裂倾向、焊接性能良好,焊接区腐蚀性能不变、成形性和工艺性能良好等优点,但耐蚀性较2XXX系铝合金变差。在大部分有机酸、无机酸以及中性介质溶液中,镁铝合金的耐腐蚀性表现较差,而在去除镁铝合金表面氧化膜的情况下,即使是蒸馏水也会导致镁铝合金的腐蚀速度加快。但是当镁铝合金处于铬酸溶液中时,其表面会形成一定钝化膜,使其具有较好的稳定性和耐腐蚀性能。如果溶液中含有Cl-以及SO42-时,镁铝合金表面的腐蚀会加快,而如果是在含有SiO32-、CrO42-、Cr2O72-等离子的溶液中,镁铝合金表面会与各种离子中的氧原子发生化学反应在其表面形成一层氧化膜,从而具有较高的耐腐蚀性能[4]。
由于铝合金多应用于大气环境及盐雾气氛下的船体之中,并且焊接接头更易腐蚀,所以文中选用国产ER 5356和ER 5087铝合金焊丝焊接接头,进行0~1 000 h的盐雾腐蚀试验,观察其表面腐蚀形貌并利用标准数法和质量法进行评定,并用扫描电镜观察微观形貌,从而确定其盐雾状态下的腐蚀行为。
1 试验材料及方法
1.1 试验材料
试验材料为国产ER 5356和ER 5087铝合金焊丝,其母材材质为6005A-T6铝合金,这三种材料的化学成分和力学性能分别如表1、表2所示。利用熔化极气体保护焊进行焊接,并且将氩气作为保护气体。

表1 ER 5356、ER 5087铝合金焊丝及6005A-T6铝合金的化学成分(质量分数,%)Table 1 Chemical compositions of ER 5356 and ER 5087 aluminum alloy welding wires and 6005A-T6 aluminum alloy(wt.%)

表2 ER 5356、ER 5087铝合金焊丝及6005A-T6铝合金的力学性能Table 2 Mechanical properties of ER 5356 and ER 5087 aluminum alloy welding wires and 6005A-T6 aluminum alloy
1.2 试验方法
根据GB/T10125-2012《人造气氛腐蚀试验—盐雾试验》的规定,选用中性盐雾试验(NSS),按照该标准和JIS Z 2371-2015规定的中性盐水喷雾试验(NSS)标准进行。试验过程中所用仪器设备主要有:KLT-2008型智能型盐雾腐蚀试验箱、氯化钠(NaCl)晶体、氢氧化钠、电子天平(精确度0.0001)、游标卡尺等。
将国产ER 5356和ER 5087铝合金焊丝焊接接头加工成图1所示的中性盐雾腐蚀试件,然后分别进行100 h、250 h 、500 h、750 h 、1 000 h盐雾腐蚀试验。鉴于腐蚀时间长,非腐蚀面室温硫化硅橡胶涂封保护层容易脱落,因此,非腐蚀面没有进行保护。
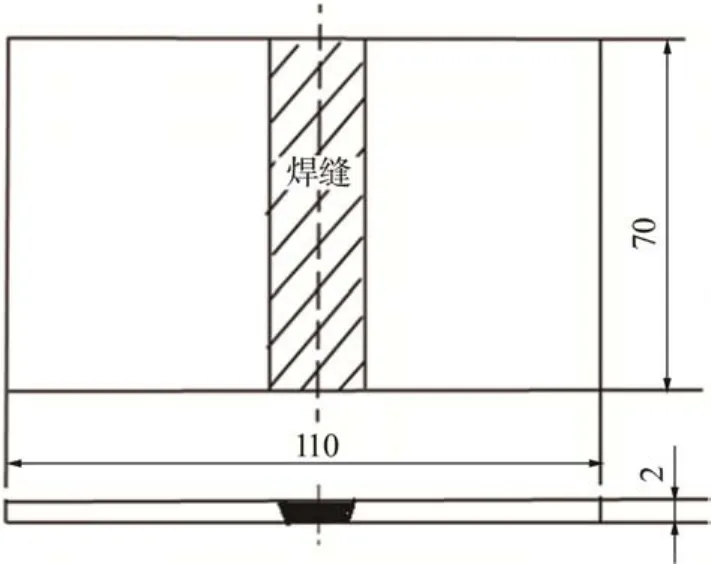
图1 中性盐雾腐蚀试验试件Fig.1 Neutral salt spray corrosion test specimen
将氯化钠(NaC1)结晶颗粒溶于蒸馏水或去离子水中,使其溶液浓度为(50±5)g/L(即浓度为5%);加入氢氧化钠至用经酸度计校对过的精密pH试纸测量溶液的pH值,试验箱内盐雾收集液的pH值为3.2~6.5。试样放在试验箱内的试样支架上,让盐雾自由沉降于试样表面上。平板试样的被腐蚀面要求与垂直方向成15°~30°,并尽可能成20°。
试验结束后,按JIS Z 2371-2015规定的中性盐水喷雾试验(NSS)标准中的面积法和质量法对试样进行判定。首先,用温度不高于40℃的蒸馏水清洗试样,除去其表面残留的盐雾溶液,再用吹风机吹干,并第一次称重和拍照;然后,在90℃的磷酸氧化铬(50 mL磷酸+20 g氧化铬(Ⅵ)(CrO3)加蒸馏水至1 000 mL)溶液中浸泡6 min,取出,清水冲洗后在密度1.42 g/mL的浓硝酸中浸泡5 min,去除腐蚀产物后称重和拍照。并用扫描电子显微镜SEM观察两种焊丝焊接接头焊缝、焊接热影响区及母材中性盐雾腐蚀试验后的微观形貌。
2 试验结果与分析讨论
2.1 质量法评定
对国产ER 5356和ER 5087铝合金焊丝焊接接头进行了周期分别为100 h、250 h、500 h、750 h和1 000 h的人造气氛腐蚀试验中性盐雾试验(NSS),通过质量法评定腐蚀速度和耐蚀性。通过测定试样初始面积和试验过程中的质量变化即可得到腐蚀速度,计算公式如下:
式中K为腐蚀速率(单位:g/m2·h);W0为试件腐蚀前质量(单位:g);W1为试件腐蚀后质量(单位:g);A为试样初始面积(单位:m2);T为试验周期(单位:h)。
国产ER 5356、ER 5087铝合金焊丝焊接接头中性盐雾腐蚀试验(NSS)失重及腐蚀速率计算结果分别如表3、表4所示。

表3 ER 5356铝合金焊丝焊接接头中性盐雾腐蚀试验失重及腐蚀速率Table 3 Weight loss and corrosion rate of neutral salt spray corrosion test for welded joints of ER 5356 aluminium alloy wire

表4 ER 5087铝合金焊丝焊接接头中性盐雾腐蚀试验失重及腐蚀速率Table.4 Weight loss and corrosion rate of neutral salt spray corrosion test for welded joints of ER 5087 aluminium alloy wire
由表3、表4可知,腐蚀时间短时,失重率急剧上升。在100 h时,焊接接头的平均失重速率达到最大;随着腐蚀时间继续延长,失重率反而逐渐减少,750 h后失重率趋于稳定;1 000 h后国产ER 5356及ER 5087铝合金焊丝焊接接头的平均失重速率分别为0.005 1 g/m2h和0.005 0 g/m2h。这是因为随着腐蚀时间的继续延长,一方面腐蚀产物在试样的表面堆积越来越多,使得腐蚀介质渗入到铝合金内部的阻力越来越大,从而产生位阻效应,阻止了腐蚀的进一步进行;另一方面,刚开始试验时,经过加工处理的试件表面直接暴露在中性盐雾中,腐蚀快,失重多,同时试验气氛中的氧与试件表面的铝反应生成Al2O3而钝化,随着腐蚀时间的继续延长,钝化层逐渐增加,这不仅阻止了试件进一步的腐蚀,也在一定程度上弥补了试件失重的损失。
2.2 焊接接头表面形貌
国产ER 5356和ER 5087铝合金焊丝焊接接头100~1 000 h盐雾腐蚀试验后的表面形貌分别如图2、图3所示。
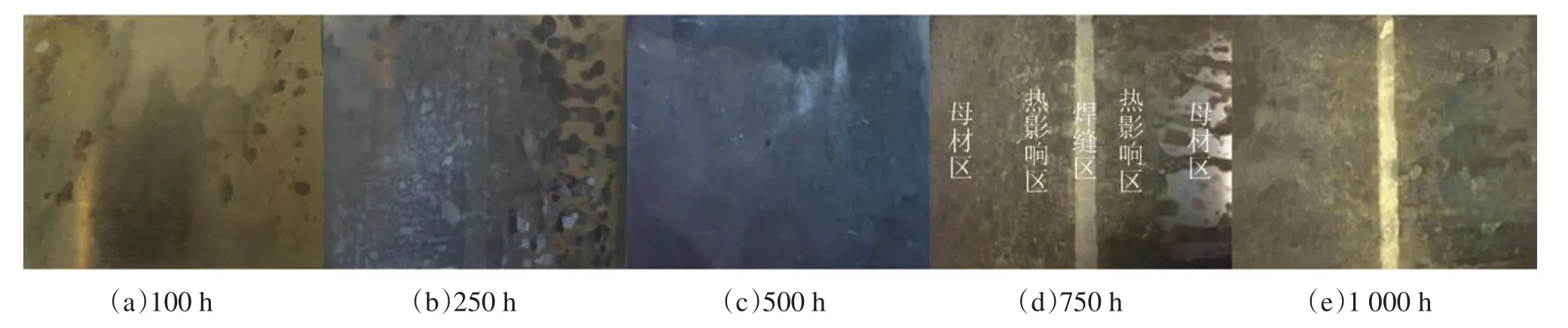
图2 国产ER 5356铝合金焊丝焊接接头100~1 000 h中性盐雾腐蚀试验腐蚀后表面形貌Fig.2 Surface appearance of welded joints of domestic ER 5356 aluminum alloy welding wire after 100~1 000 h neutral salt spray corrosion test

图3 国产ER 5087铝合金焊丝焊接接头100~1 000 h中性盐雾腐蚀试验腐蚀后表面形貌Fig.3 Surface appearance of welded joints of domestic ER 5087 aluminum alloy welding wire after 100~1 000 h neutral salt spray corrosion test
由腐蚀后的表面形貌可以看出,100 h时并未发生腐蚀,仅有少许污渍残留;而在250 h时,热影响区和母材区最先发生腐蚀,但仅有腐蚀痕迹,未见明显腐蚀坑;500 h后表面均发生腐蚀,且热影响区、母材区、焊缝区腐蚀程度相当,在图中已看不出明显分界;750~1 000 h时,焊缝区腐蚀较为平稳,而母材区发生较为严重的腐蚀,其次为热影响区。总体来说,1 000 h盐雾腐蚀试验后,试件表面(宏观状态)大多仅有腐蚀痕迹,没有腐蚀坑,其中前500 h时焊缝区、热影响区和母材区腐蚀程度差别不大,而500~1 000 h时母材区发生腐蚀最为明显,有许多红棕色的腐蚀物暴露在表面由浅入深地发展,条状走向十分明显,符合第二相[5]分布情况。这种红棕色产物为氧化铜,产生方式是镁铝合金中的第二相s相(Au2CuMg)和θ相(CuAl2)发生了电化学反应,导致阳极发生溶解[6],即低电位的铜加速了高电位的镁和铝溶解,从而聚集了相当规模的铜,之后中间产物把铜氧化形成氧化铜。国产ER 5356和ER 5087铝合金焊丝焊接接头经过100 h、250 h、500 h、750 h和1 000 h中性盐雾腐蚀后,其腐蚀面均达到9.5级以上。
2.3 焊接接头微观形貌
使用扫描电子显微镜SEM对ER 5356铝合金焊丝焊接接头100~1 000 h盐雾腐蚀试验后的焊缝、热影响区及母材进行扫描,结果如图4所示。

图4 100~1 000 h中性盐雾腐蚀试验腐蚀后微观形貌Fig.4 Microstructures after 100~1 000 h neutral salt spray corrosion test
由图4可知,100 h时,焊缝区、热影响区、母材区均发生了较为严重的腐蚀,其中以点状腐蚀居多,三者差别不大,这是因为100 h时发生腐蚀较为迅速,氧化膜开始脱落,导致基体金属暴露。而100 h之后母材区逐步腐蚀,较为严重,其次为热影响区,焊缝区最轻。500 h之后,母材区基本已被点状腐蚀所覆盖,而焊缝区仍未见明显腐蚀,750~1 000 h时可以明显看出,母材区、焊缝区及热影响区腐蚀程度已变弱,整体腐蚀呈现快—慢—快—慢的现象,除热影响区中线处和母材区以外,其余的腐蚀行为均良好,未出现大型的腐蚀脱落及腐蚀坑。
3 结论
(1)国产ER 5356和ER 5087铝合金焊丝焊接接头失重率随腐蚀时间的变化趋势为:腐蚀时间短时,失重率急剧上升,在100 h时失重率达到最大;随着腐蚀时间的继续延长,失重率反而逐渐减少,750 h后失重率趋于稳定。1 000 h中性盐雾试验后国产ER 5356和ER 5087铝合金焊丝焊接接头平均失重速率分别为0.005 1 g/m2h和0.005 0 g/m2·h。
(2)国产ER 5356和ER 5087铝合金焊丝焊接接头100 h、250 h、500 h、750 h和1 000 h中性盐雾腐蚀后,腐蚀面均平整光滑,仅有腐蚀痕迹,没有腐蚀坑,其腐蚀面均达到9.5级以上。
(3)在扫描电子显微镜SEM下观察焊缝、热影响区和母材,均发生点状腐蚀,并无大型腐蚀脱落及腐蚀坑。其中,0~100 h时三个区域腐蚀程度相当;100~500 h时,焊缝区和热影响区腐蚀程度有所减缓,母材区虽然腐蚀效率变慢,但仍然是三者中腐蚀程度最大的;1 000 h之后,焊缝区、热影响区和母材区三个区域的点状腐蚀趋于稳定,微观形貌变化均不大。
