大截面带内筋方箱辊拔成形数值模拟和实验研究
2022-08-10李国俊闫钊鸣张治民
郑 杰,陈 喆,李国俊,闫钊鸣,张治民,薛 勇
(中北大学 材料科学与工程学院, 太原 030051)
1 引言
大截面方箱是应用于航空航天、国防军事等领域的一类重要零部件,常应用于贮存、运输以及吊装等方面。随着科学技术以及国防实力的提高,对此类零件的轻量化、气密性提出了更高的要求。
与旋压成形工艺制备等壁厚筒形件不同,大截面带内筋方箱形状复杂,其传统的加工制造主要采用焊接成形工艺。该工艺首先按长度方向将箱体蒙皮分成若干段,采用金属板材折弯后焊接成等壁厚方形蒙皮分段,通过整形并进行应力消除;再将蒙皮分段与箱体加强筋等部件采用焊接分段组合而成。这一工艺不仅技术难度大、成形过程繁琐以及制造成本高;同时,由于存在焊缝,导致方箱气密性差、成形应力差以及寿命低。因此,亟需提出一种新的制造工艺来实现大截面带内筋方箱的高性能、高精度、低成本、整体成形。
基于以上研究背景和实际需求,本文提出了一种以金属材料拉拔成形技术为基础,结合型材的辊压/轧制等成形技术的特点的新型大截面带内筋方箱的辊拔整体成形方法。基于该成形方法,本文主要对辊拔成形道次以及内筋充填效果进行了初步研究,并且成功制备出了6061铝合金大截面带内筋方箱零件。辊拔整体成形方法的提出,大大降低了大截面带内筋方箱制造过程的工艺复杂程度,希望能够替代现有的焊接成形工艺,为装备先进制造技术进行有益探索。
2 成形工艺方案分析
图1为大截面带内筋方箱零件示意图,从图1(a)中的横截面示意图和图1(b)中的纵截面示意图可以看出该零件的宽度超过500 mm,长度1 000 mm;并且横截面上壁厚差较大,零件壁厚最薄处仅为8 mm,而内筋处壁厚达到了30 mm。该零件的大规格尺寸以及大壁厚差等结构使得零件很难整体成形、筋部很难充填饱满。
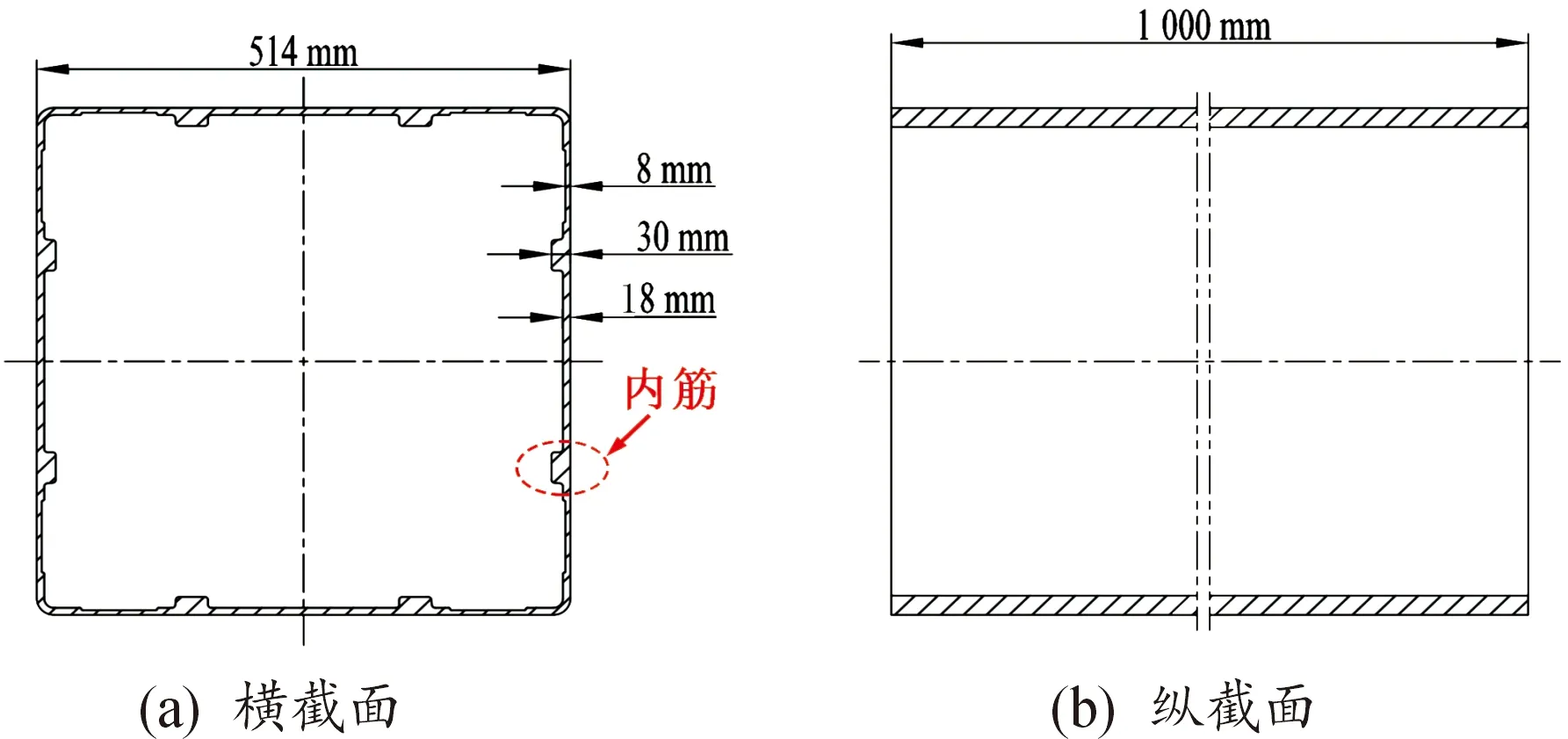
图1 大截面带内筋方箱零件示意图示意图
本文提出的大截面带内筋方箱辊拔整体成形方法的模具结构示意图如图2(a)所示,成形过程中凸模带动坯料向下运动,辊轮在摩擦力带动下发生转动,并对坯料施加径向挤压力,从而实现壁厚减薄以及长度伸长。此外,由于内筋处壁厚较厚,若初始坯料为等壁厚形状,则会造成内筋充填不满,故根据体积不变原则对初始坯料对应位置进行补偿。最终初始坯料形状如图2(b)所示,最薄处壁厚为25 mm。初始坯料的尺寸如图2(d)和(e)所示,初始坯料的尺寸内侧距离为488.4 mm,外侧距离为548.4 mm,内筋高度为18 mm,外筋高度为27 mm。
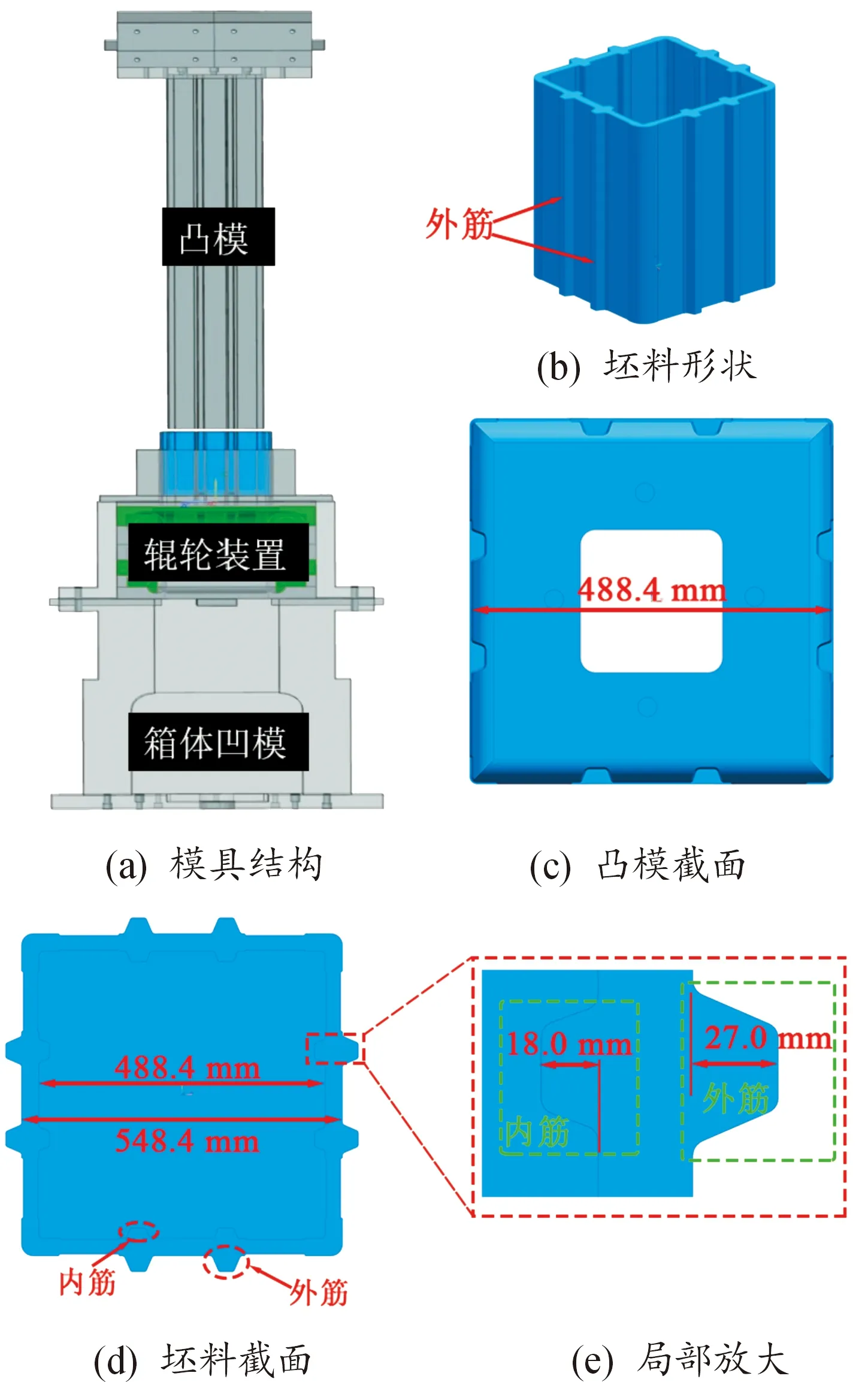
图2 模具结构与初始坯料形状
3 有限元模型建立
4 模拟结果分析
4.1 辊拔道次优化
由于最终成形的零件壁厚较薄,容易在辊拔成形过程中造成断裂缺陷,使成形失败。由此,设计了3种不同的辊拔方案。这3种方案总体减薄量一致,只是后2种将减薄量分散到多道次的轧辊上,使单个轧辊的减薄量变小。不同辊拔方案的模具结构和内外筋与凸模和辊轮的接触配合如图3所示。通过有限元模拟软件,对不同方案进行模拟,并选择合理的辊拔方案。
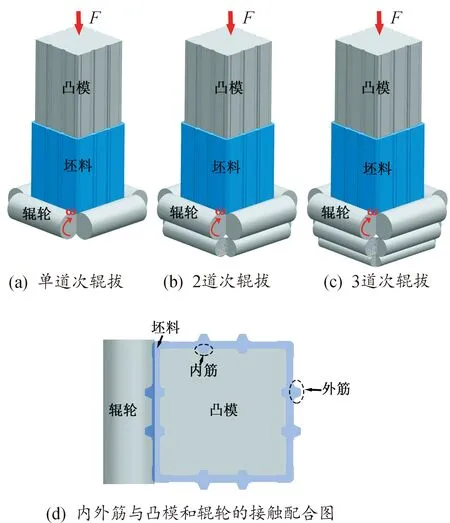
图3 不同辊拔方案示意图
图4为不同辊拔方案的有限元模拟结果,其不同辊拔方案的损伤值以及折叠角统计在图4右侧。图4(a)可以看出单次辊拔过程中坯料发生了断裂,其最大损伤值分布在断裂处,高达1.18。这表明单次辊拔过程中变形量太大导致坯料发生了断裂。图4(b)和(c)的有限元模拟结果表明2次辊拔成形和3次辊拔成形都能比较好的实现大截面带内筋方箱的整体成形,但是经过两次辊拔成形的坯料的损伤值相对较高,最大损伤值为0.509;而经过3次辊拔成形的坯料的最大损伤值最低,仅有0.278。此外,除了最大损伤值外,经过3次辊拔成形的坯料的折叠缺陷几乎不存在,最大折叠角仅为254°;经过单次辊拔成形的坯料的最大折叠角为354°(主要集中在坯料外壁处),将会导致成形后的坯料存在较为明显的折叠缺陷,这将会降低坯料的整体性能以及成形精度。因此通过对不同辊拔道次的有限元模拟结果进行分析,3次辊拔成形的损伤值最低并且不存在折叠缺陷,具有最优异的成形效果。
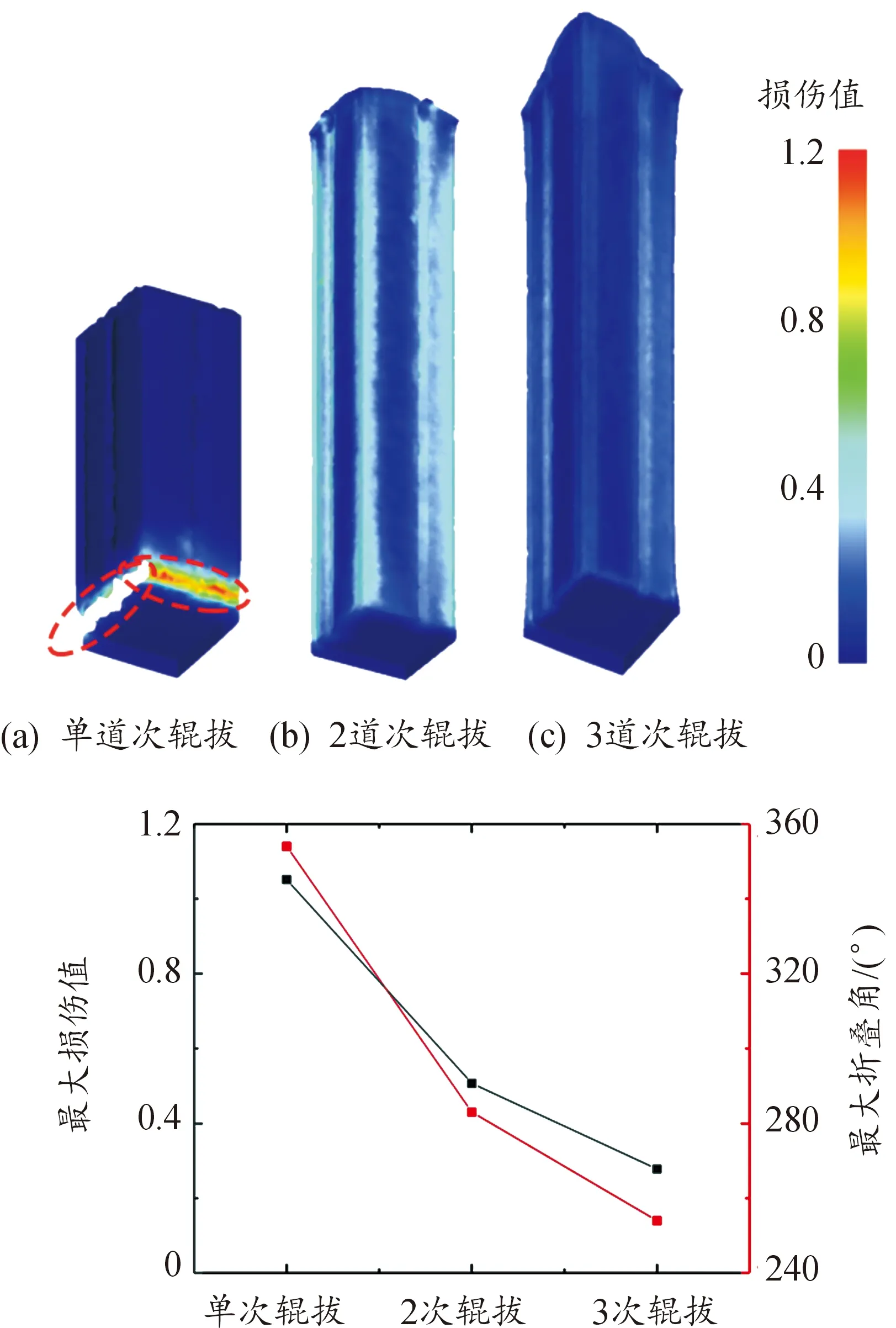
图4 不同辊拔方案的损伤值以及折叠角曲线
4.2 辊轮形状优化
根据体积不变原则,初始坯料外壁处存在外筋以补偿内筋在变形前后的体积差,如图2(b)所示。外筋在经过不同辊轮道次变形时,每道次外筋的压下量对内径的成形精度存在影响。因此为了分析外筋在不同辊拔道次的压下量对内筋的影响,下文将对辊轮形状进行优化,来探讨不同辊轮形状对内筋充填饱满程度的影响。
..辊轮形状对内筋充填饱满程度的影响
为了保证成形后零件内筋充填饱满,除了对坯料进行针对性的优化补偿,还需要对各道次辊轮进行优化,使辊拔过程中筋部材料逐步流动变形,将外侧突起材料补充至内部加强筋处,实现内筋饱满成形。下文将辊轮形状分成3种类型:单次压下变形:即外筋在经过第一个辊轮后被完全压入内侧;三等分压下变形:即将外筋按照体积均分为三等分,每经过一个辊轮被下压1/3;对应减薄系数压下变形:即外筋每道次变形程度与箱体壁厚变薄系数相同(变薄系数依次为0.65,0.73和0.84)。
图5为不同辊轮形状对内筋充填饱满程度的影响云图,其有限元模拟结果显示了坯料与凸模之间的距离,即距离越小充填越饱满。通过优化辊轮形状来改善外筋对内筋充填饱满程度的补偿。图5(a)表明了辊轮单次下压变形后,坯料的内筋部分充填并未饱满,其平均距离3.67 mm。此外,可以发现,随着辊轮形状的优化,当坯料外筋经过辊轮三等分下压变形后,其平均距离为2.18 mm,尽管坯料的内筋充填饱满程度得到改善,但是仍不能满足使用要求。图5(c)为外筋压下变形量与整体变薄系数对应:即每次辊拔变形后外筋消耗部分的体积与内筋增加的部分体积相等。可以发现,坯料经过辊拔变形后,内筋的整体充填饱满程度得到了明显改善,其平均距离仅仅只有0.55 mm。
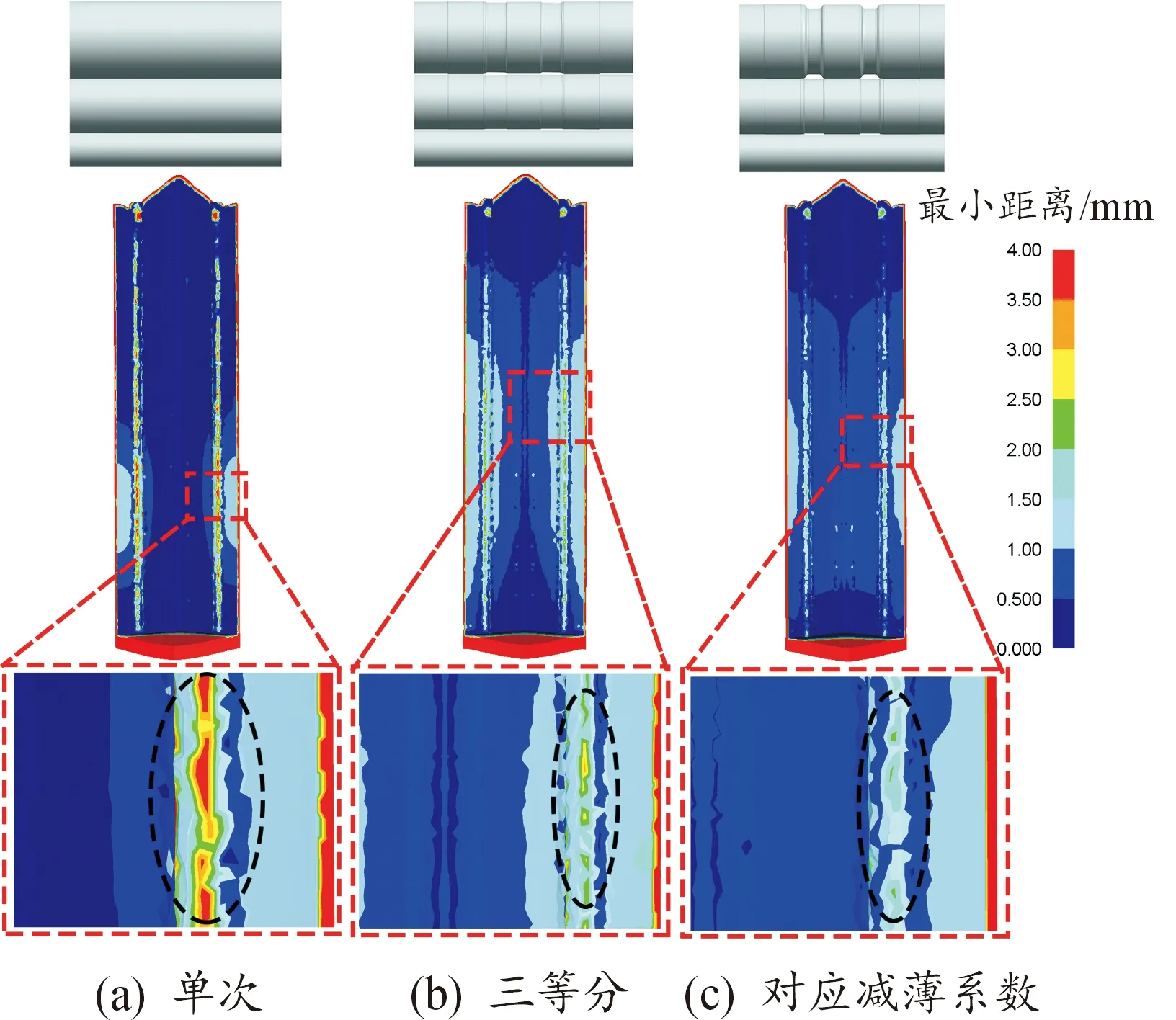
图5 不同辊轮形状对内筋充填饱满程度的影响云图
..辊轮形状对等效应变分布的影响
图6为不同辊轮形状对等效应变分布的影响云图。从图6(a)和(b)可以看出,单次压下变形和三等分压下变形后的坯料都不同程度的存在等效应变分布不均匀的情况,特别是单次压下变形。如图6(a)中的黑色箭头所示,单次压下变形后,不均匀的等效应变区域主要分布在坯料的直角区域以及内筋表面和两侧区域;而图6(b)中表明坯料直角区域的大部分等效应变逐渐均匀,在直角区域的少部分区域和内筋表面存在些许等效应变分布不均匀的区域(如图6(b)中黑色箭头所示)。与单次变形和三等分变形不同,图6(c)表明经过对应减薄系数变形以后,坯料内壁整体呈现较为均匀的等效应变分布(如图6(c)中黑色箭头所示),使成形后零件具有较好的整体性能及较小的残余应力。这对于坯料整体性能以及局部加工硬化或者软化等有显著改善。
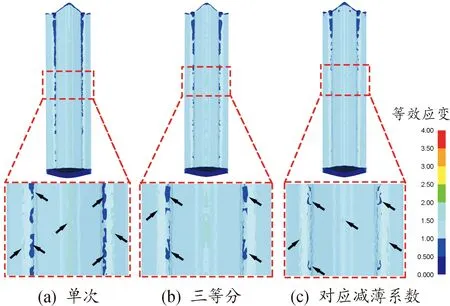
图6 不同辊轮形状对等效应变分布的影响云图
..辊轮形状对成形载荷的影响
除了考虑坯料内筋的充填饱满程度以及等效应变分布情况外,由于受液压机成形吨位的限制,有必要研究不同辊轮形状对成形载荷的影响。
图7为不同辊轮形状对成形载荷的影响曲线。总的来说,3种不同辊轮形状的成形载荷都是随着坯料咬入辊轮的过程中逐渐升高,稳定轧制后成形力会稳定于一定值,随着材料逐步压入3个辊轮,成形载荷逐渐累积至最大值,成形后期随着坯料逐渐脱离辊轮,成形载荷又开始逐渐降低。但是从图中可以明显看出,单次压下变形方式的成形载荷显著高于其他2种压下变形方式,其最大载荷达到了132 t而三等分压下成形方式和对应减薄系数压下方式的成形载荷有些许偏差,但整体差别不大,其最大成形载荷分别为70.1 t和67.3 t。以上表明,后2种成形方式对液压机要求更低,这也便于节省成本。
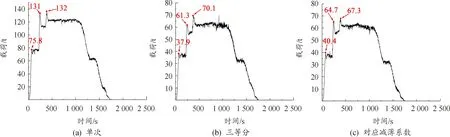
图7 不同辊轮形状对成形载荷的影响曲线
5 试验
图8为大截面带内筋方箱的物理试验实物图,该物理实验基于中北大学精密成形中心自主研发的12 500 kg 液压机上进行。模具材料为H13,坯料材料为6061铝合金。模具使用RT型台车式电阻炉(上海实研) 加热至450 ℃,保温8 h,以确保模具温度在成形过程中不会显著降低从而影响试验过程。坯料使用低温炉(江苏华烨RX3-40-6) 加热至350 ℃,保温3 h,以确保坯料加热均匀。此外,坯料与模具之间使用油基石墨润滑剂减少摩擦。图8(a)为多个大截面带内筋方箱实物图。根据图8(b)中的方箱侧面示意图实物图及其对应的放大图可以发现,方箱整体高度超过了1 020 mm,满足图1(b)所示的零件纵截面示意图尺寸要求。图8(c)为与图1(a)对应的大截面带内筋方箱横截面实物图,内筋充填饱满(多次测量计算所得内筋平均高度为17.8±0.15 mm)。

图8 大截面带内筋方箱物理试验实物图
6 结语
1) 提出一种基于金属材料拉拔成形和辊轧成形的大截面带内筋6061铝合金方箱的整体“辊拔”成形工艺。与单次辊拔成形和两次辊拔成形相比,三次辊拔成形能够显著降低坯料整体的损伤值和改善折叠缺陷。
2) 通过优化辊轮形状和减薄系数能够显著改善坯料内筋的充填饱满程度以及等效应变分布。此外,与单次压下成形方式相比,三次等分压下成形能够显著降低成形载荷,从 132 t降低至70.1 t和67.3 t。
3) 大截面带内筋6061铝合金方箱的物理试验表明在合理减薄系数压下制备出的方箱成形质量好,并且内筋充填饱满,达到了预期效果。
