改善微剂油比的预提升技术及其应用效果
2022-08-04杨文慧郝希仁
杨文慧 郝希仁 张 靖 闫 可
(1 中石油华东设计院有限公司,山东 青岛 266000;2 中国石油天然气股份有限公司大连石化分公司,辽宁 大连 116031)
催化裂化装置反应系统和油浆系统的结焦,三旋、烟机的结垢都严重影响装置的长周期运行,研究认为未气化油是造成管线结焦的重要原因。未气化油在装置运行中无法通过采样或分离得到,用肉眼也无法观察到,文章通过计算和推理证明其存在。微剂油比(每个进料喷嘴的剂油比)是产生未气化油的重要因素,因此改善微剂油比的意义重大。
1 未气化油产生的原因
对于油气管线的结焦,其原因主要有:一是气态反应油气中部分重组分在管线内冷凝、缩合形成[1-3];二是油气中催化剂沉降生焦;三是提升管中少量原料未完全气化,粘着油滴的催化剂在管壁后缩合形成[4-5]。
1.1 油气管线冷凝条件的探讨
为确定油气管线内结焦的原因,首先判断是否存在油气冷凝的条件,即比较油气管线内混合油气的露点以及管壁温度的相对高低,若管壁温度低于露点温度,则存在油气冷凝的条件;反之,则不存在。
应用SIMSCI公司的PRO/II流程模拟软件,模拟多套重油催化裂化装置反应油气在油气管线压力下的露点。计算结果显示,油气露点温度为390~440 ℃,根据产品分布、产品性质、油气管线压力的不同而稍有差异。
冷壁油气管线内的壁温由3个过程决定:①油气在圆管内的强制对流;②衬里和金属管壁的热传导;③圆管外强制对流、自然对流和热辐射[6]。油气管线壁温计算输入条件及结果见表1所示,由表1可知:衬里层热传导速率是3个传热过程的控速步骤,计算得到油气管线管内、管外壁温分别为506 ℃、119 ℃。为验证计算的可靠性,委托某催化装置测试带衬里的冷壁油气管线外壁温度,为100~140 ℃,与计算结果高度吻合。
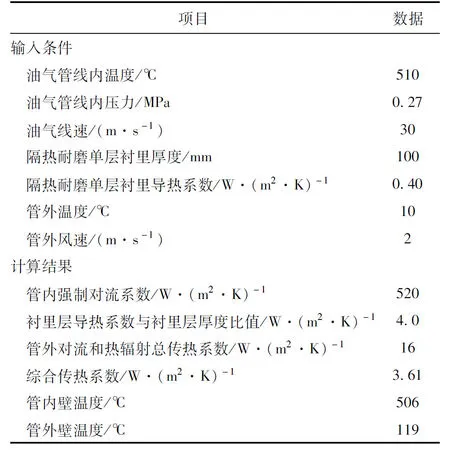
表1 油气管线壁温计算输入及结果
根据计算结果,对比油气管线内露点温度(390~440 ℃)和管内壁温度506 ℃,可知油气管线内油气本体及靠衬里壁部位的温度均显著高于油气露点温度,说明油气管线内不存在油气冷凝的条件。
1.2 催化剂沉积结焦
沉积由重力导致,水平管底部结焦更为严重,而在立管中管壁则不会因沉积结焦,但是在低速油气管线中各部位的结焦均无差别,由此可以否定因催化剂沉积结焦的可能性。
1.3 提升管中少量原料未完全气化
提升管中少量原料未完全气化而附着在催化剂上,并粘附在管壁后缩合形成未气化油。需对反应器内原料的气化情况、未气化油和催化剂在反应系统内的传质传热情况进行研究并判断。关于未气化油在反应再生系统内的定性定量分析已在文献[7]进行了较全面的说明,分析结果显示油气管线结焦是反应体系内未气化油的浓集和长时间积累形成,且重油催化裂化装置出现未气化油是很难避免的,其对大多数装置的运行影响不大,但在特定情况下会产生反应系统结焦、烟机结垢等危害,因此应尽量减少未气化油的生成。
重油催化装置内的未气化油产生于反应器的气化段,当经原料喷嘴雾化后的原料液滴不能从来自预提升段的高温催化剂得到足够多的热量时,原料不能充分气化而形成未气化油。反应段内,未气化油的数量随反应的进行逐渐减少,但经过提升管出口的气固分离系统(包括快分、旋分等设备)浓集后易粘附在设备或管道表面,造成反应系统的结焦。
减少未气化油的有效措施包括优化原料油雾化质量、控制平衡剂中合适的细粉含量以及调整反应器气化段适宜的剂油比。其中,通过调整反应温度、再生催化剂的温度(可通过冷热催化剂混合技术调节)和原料预热温度,使反应器内催化剂循环量与进料量的比值在宏观上处于适宜的范围。此外,催化装置的提升管均设置多个进料喷嘴,对于大型催化装置,进料喷嘴数量达到10个以上,追求每个进料喷嘴处微观剂油比的均匀是最近几年提出的目标,据此开发了相关技术。
2 改善微剂油比的预提升技术
在提升直管中,催化剂呈现中心密度低、边壁密度高的环状分布,这一现象称为提升管的边壁效应。使催化剂环状分布均匀是实现每个进料喷嘴位置剂油比一致的方法,这就需要更优化的预提升段技术。
目前装置广泛使用传统的“Y”型预提升结构,催化剂颗粒从侧面以一定角度进入预提升段,再生剂下料口与预提升段的夹角一般为17°~90°。具有水平方向初速度的催化剂颗粒在预提升介质的作用下向上运动。这种从侧面进入的预提升型式有以下缺点:①从催化剂与烟气的流动形态可知,催化剂进入预提升段后,再生剂携带的大部分烟气由“Y”型下料口侧进入气化段,下料口对侧面气体相对较少,使进料气化段催化剂偏流,且边壁环状分布不均匀(见图1(a));②“Y”型下料口处有部分提升气体分流到斜管中,对下料口产生阻碍作用,造成下料不稳。最终的结果是每个进料喷嘴位置处催化剂和油气分布差别较大,而且不稳定,造成每个喷嘴处剂油比的偏差。
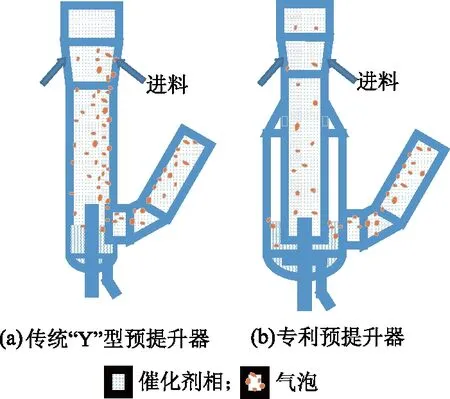
图1 传统“Y”型和专利预升器内气泡分布示意
再生剂入口侧催化剂密度小,此处剂油比较低;对侧面催化剂密度大,剂油比较高,形成了微剂油比不均。再生催化斜管的密度越小,两侧微剂油比差别越大。这一规律在装置干气产生和再生斜管密度中体现。
针对传统“Y”型预提升结构的不足,开发了专利预提升器[8],该结构的优点主要体现在:①预提升筒体的设置为再生剂及其携带的气体提供了脱气空间,使进入预提升段的流体在入口侧及出口侧相对均匀(见图1(b));②预提升气体不直接作用于细粉下料口,提高下料稳定性;③设置细粉入口整流器和分配器,使细粉更均匀地分布于预提升直管下部,减少提升直管内细粉环状分布偏流;④预提升介质入口结构及入口位置的优选可弱化直管段的边壁效应,并减少偏流。
基于该预提升器型式的预提升结构,开发了具有冷、热催化剂混合功能的预提升混合器,使再生剂温度在一定范围内可调,有利于反应剂油比的提高。预提升器和冷热再生催化剂混合技术已在中国石油天然气集团有限公司旗下的呼和浩特石化、长庆石化、大连石化、辽阳石化、大庆石化以及山东海科化工集团有限公司的多套催化裂化装置应用。
3 预提升技术的应用
2017年,针对大连石化800 kt/a和3.5 Mt/a重油催化裂化装置存在的安全隐患和影响装置满负荷长周期稳定运行的问题进行治理改造,两装置的预提升段分别改造为预提升器和预提升混合器。由于同时实施了其他改造,新型预提升结构的效果无法单独呈现,现对两个改造项目的实施内容及改造后整体效果介绍如下。
3.1 大连石化800 kt/a重油催化裂化装置反再系统改造项目
3.1.1 项目背景
大连石化800 kt/a重油催化裂化装置于1988年建成投产,反应器和再生器为同高布置型式,再生部分采用预混合管+烧焦罐结构。随着原料硫含量逐年提高以及设备使用年限的增长,反应再生系统的应力腐蚀开裂表现的日趋严重,造成很大的安全隐患,亟需对再生器、汽提段进行整体更换。
此外,装置运行还有如下问题:
(1)再生器采用预混合管+烧焦罐结构,催化剂藏量低,烧焦能力不足,表现在再生温度偏高,再生烟气稀相频繁尾燃;
(2)产品分布有优化空间,可进一步提高装置经济效益。
3.1.2 改造内容
改造以更换存在安全隐患的设备为重点,并在实现装置安全平稳运行的基础上进行工艺技术改造,提升装置的经济效益。
(1)再生系统采用强化再生的烧焦罐专利技术,在利旧再生器原架构和基础的前提下,增大再生器内催化剂藏量,延长烧焦停留时间,实现较低温度下的完全再生,以减少催化剂的水热失活及金属的危害,降低剂耗,并解决再生烟气尾燃的问题,增加装置操作的稳定性。
(2)反应部分采用大剂油比、短停留时间的设计思路;更换汽提段筒体及内件,优化汽提效果,减少汽提蒸汽耗量;采用专利预提升器,改善反应微剂油比;减少干气生成,提高轻油收率,多保留液化气及汽油中的烯烃及异构烯烃,有助于提高丙烯产品收率,为醚化装置提供更多原料。
3.1.3 改造后运行情况
(1)烧焦能力增加,重油加工能力增强
中低温强化烧焦技术效果比较明显。在原料性质与改造前基本一致(残炭质量分数为5.5%)的情况下,烧焦罐的温度为680 ℃,较改造前降低14 K。改造前装置残炭质量分数最高达到6.3%时,装置日加工量也仅为2.37 kt,负荷为98.7%;改造后残炭质量分数最高达到6.62%,而装置日加工量为2.452 kt,负荷达到102.2%。
(2)反应条件优化,产品分布和收率明显改善
改造后,加工原料残炭增加0.3个单位,其他反应条件与改造前基本一致,装置加工量提高4%,焦炭产率相应增加,但干气产率由改造前的3.5%降低至2.6%,且保持稳定,总液收由81.3%提高到82.3%。
(3)集气室和油气管线结焦大幅缓解
由于采用了专利的预提升器,未气化油大幅下降,结焦情况大幅改善。装置提升管出口为三叶快分+单级旋分的油剂分离型式。改造前的历次停工中,集气室及油气管线结焦均十分严重,清焦任务繁重。2017年实施改造,经过3年的运行,2020年停工后发现反应集气室和油气管线几乎无结焦情况,基本不用清焦。改造前后集气室结焦情况分别见图2所示。

(a)改造前 (b)改造后
(4)烟气中氮氧化物质量浓度显著降低
实施中温强化烧焦技术后,再生器内主风与催化剂的分配更加均匀,消除了局部的高温热点,从源头上减少了氮氧化物的产生。在操作中,由于装置烧焦稳定性更强,烟气过剩氧体积分数可以控制在1%左右的较低水平,因此在烧焦过程中抑制了氮氧化物的生成[9]。装置烟气排放中的环保指标得到了进一步降低,从改造前的180 mg/m3下降到80 mg/m3左右,已经停止使用脱硝剂,也为今后执行更严格的环保指标提供基础。
3.2 大连石化3.5 Mt/a重油催化裂化装置反再系统改造项目[10]
3.2.1 项目背景
大连石化3.5 Mt/a重油催化裂化装置于2002年建成投产,是国内采用自主技术的第一套大型重油催化裂化装置。反应器和再生器为同高布置型式,再生部分采用快速床+湍流床技术。随着装置进料的日益重质化,装置在处理重油能力的不足突显出来。改造前装置具有如下问题:
(1)再生烧焦能力不足,再生器二密相床层流化不稳定,再生温度偏高,再生烟气稀相频繁尾燃;
(2)再生部分取热负荷受限;
(3)产品分布有改善空间,降低柴汽比需求迫切。
3.2.2 改造内容
改造的首要任务是解决再生器再生和取热能力不足、床层流化不稳定等影响装置长周期稳定运行和制约装置加工量的问题。在此基础上,达到更适宜的再生条件,进一步降低烟气中氮氧化物含量,适当提高反应剂油比,改善反应条件。
(1)增加再生器取热能力,新增一台外取热器,提高再生器取热能力;重新设计再生器内取热器。
(2)采用中温强化烧焦技术对再生器进行改造,优化催化剂与主风分布,在利旧再生器壳体的前提下,降低再生温度并同时提高烧焦能力。通过再生器改造,使再生温度降低到680 ℃,为提高反应剂油比提供基础。
(3)在提升管底部设置具有冷热催化剂混合功能的预提升器,使催化剂在各喷嘴处的分布更加均匀,改善微剂油比,冷热催化剂混合功能作为原料较重、再生温度高于设计值时提高剂油比的补充手段。
3.2.3 改造后运行情况
(1)加工负荷明显提升
由于全厂重油平衡,改造后加工原料比改造前明显加重,残炭较改造前增加0.95个单位。在原料变重的不利条件下,装置总液收与改造前基本持平,且处理量增加1 147 t/d,装置加工重油能力显著提升,典型数据对比列于表2。
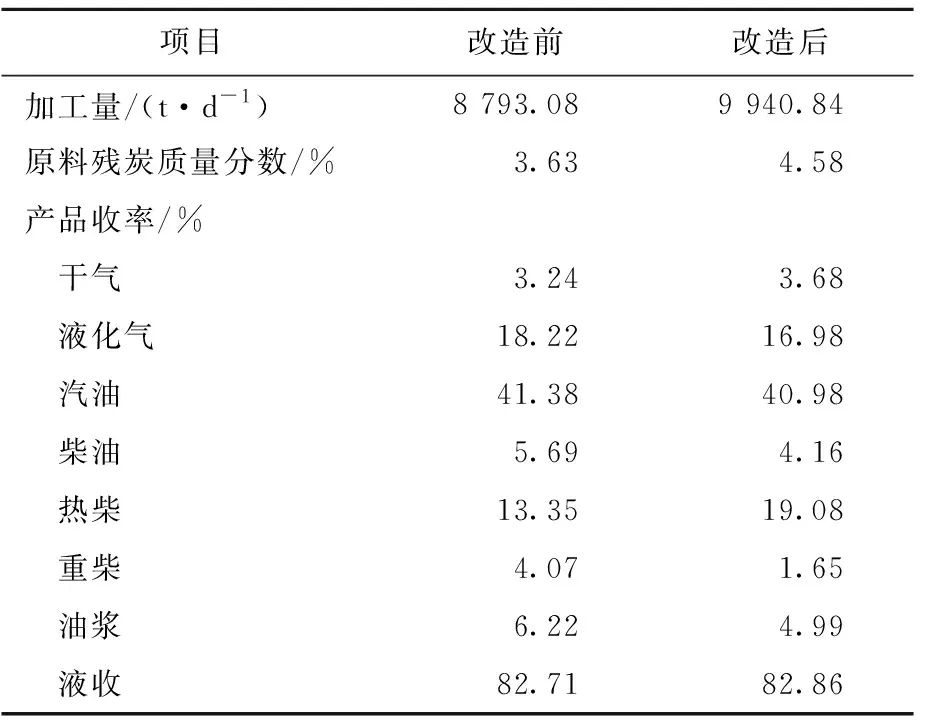
表2 同等总液收情况下典型数据对比
(2)装置能耗明显下降
收集改造前3个自然年份的6—10月装置累计能耗数据,2014年累计能耗47.26 kg/t(以标油计,下同),2015年累计能耗45.55 kg/t,2016年累计能耗49.65 kg/t,改造后装置2017年累计能耗43.19 kg/t(见表3)。
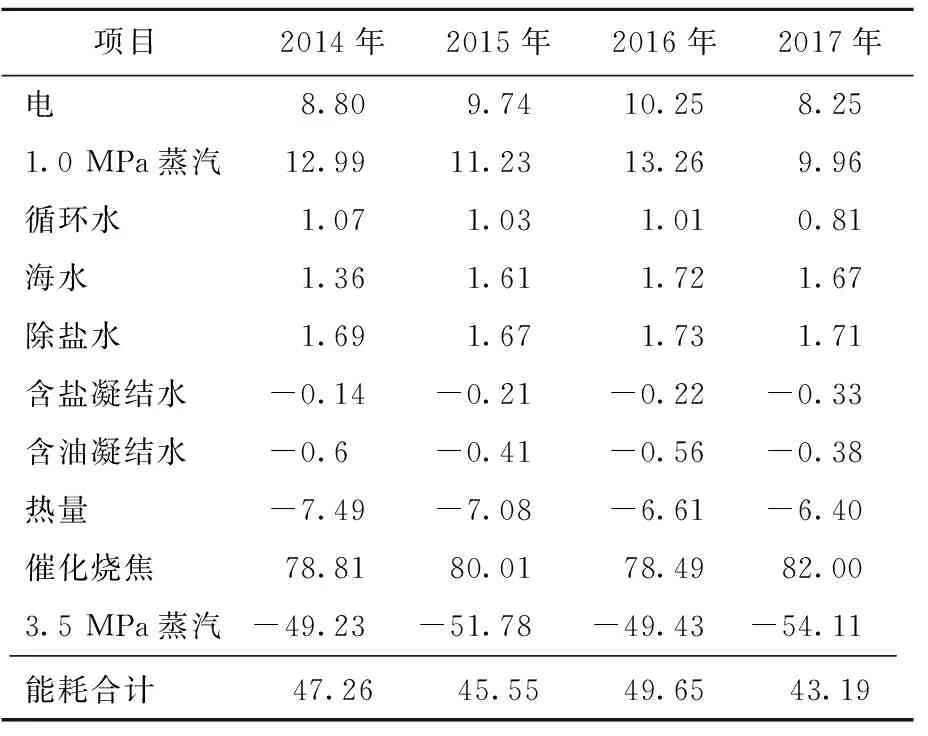
表3 改造前后各年份6—10月装置能耗对比 kg/t
与2015年相比,3.5 MPa蒸汽外送增加,能耗降低2.33 kg/t。由于工艺改造,反应系统用汽量减少,1.0 MPa蒸汽能耗降低1.27 kg/t。此次改造后,烟机结垢振动问题消除,烟机做功增加,装置电耗降低1.49 kg/t。
(3)再生系统催化剂流化明显改善
改造消除了原提升管及滑阀振动问题,再生器内床层分布均匀,电镜分析发现的催化剂磨损问题也得到明显改善,稀相径向温差由改造前的81 K降低至30 K,温度分布更均匀;解决了过去高负荷下再生器尾燃的问题,三旋入口与烧焦罐温差由改造前的23 K降低至6.2 K。
气控式外取热器改为下流阀控提升返回后,有效加强了装置对该外取热器发汽量的控制,改造前气控外取热器曾经在3个月时间内发现22次因流化不畅导致发汽量降低,改造后可通过滑阀灵活调节取热量大小,有效提高了外取热能力和运行的可靠性。
(4)液收基本持平,汽油辛烷值上升
改造后装置原料残炭一直明显高于改造前,影响产品收率,而总液收量与改造前基本持平。反应时间缩短,反应温度提高,低碳烯烃增加,汽油研究法辛烷值由改造前的92.3上升至改造后的93.0。
(5)三旋出口粉尘含量显著降低,烟机结垢振动问题基本消除
三旋内胆、临界喷嘴进行更新改造后,在催化剂自然跑损率0.5 kg/t原料工况下,三旋出口烟气中粉尘含量显著下降。经过烟气脱硫系统洗涤后的浆液悬浮物质量浓度由改造前的3 716 mg/m3下降至1 856 mg/m3,浆液悬浮物质量浓度下降50%。
改造前,烟机连续运行3个月左右便需切换主备风机,并对烟机进行在线清垢。改造后,由于采用了改善微剂油比技术,未气化油的产生减少,烟机结垢大大减轻[8],烟机运行状态明显好转,烟机振动值稳定,不再出现为降低烟机振动而关小入口蝶阀的情况;且烟机做功增加,机组电耗也较前两年明显下降,与2014年机组电耗最低值相比,改造后耗电功率平均下降897.21 kW,节能效果显著。经过3年运行,2020年停工后打开烟机检查,烟机结垢不明显,较改造前明显改善。
(6)外排烟气中氮氧化物质量浓度明显下降
改造前,装置烟气氮氧化物质量浓度通常为200~400 mg/m3,采用脱硝助剂后,2016年装置原料平均氮质量分数为0.153%,装置外排烟气氮氧化物质量浓度为149.88 mg/m3。改造后,装置原料平均氮质量分数为0.196%,在脱硝剂用量减少25%的情况下,外排烟气氮氧化物质量浓度为104.5 mg/m3。改造前后对比,在原料氮质量分数增加0.043%的情况下,通过再生器的改造,外排烟气中氮氧化物质量浓度下降30%。
4 结论
(1)催化裂化装置的未气化油广泛存在于反应器各处,但存在于微观,肉眼无法观察到。
(2)影响未气化油产生的原因较多且复杂,微剂油比是其中重要的一项。
(3)改善微剂油比有助于降低未气化油,可以减轻其危害。大连石化公司两套催化裂化装置经过3年的运转,产品收率略有改善,结焦情况大有好转,烟机结垢减轻,再生烟气中氮氧化物下降。
(4)预提升器及带冷热催化剂混合的预提升器是改善微剂油比、降低未气化油的有效手段。
