一起伸缩桨透水事故处理分析
2022-08-03吴明哲王海乾
吴明哲 刘 斌 王海乾
(1.交通运输部上海打捞局,上海 200090;2.天津港轮驳有限公司,天津 300450)
0 引 言
伸缩桨,顾名思义就是可以伸缩的螺旋桨,航行或非DP 作业时收在船体结构筒体内,当到达作业区域需要伸缩桨参与工作时,由机旁人工或驾驶台遥控下放到工作位置,启动运行参与定位工作。伸缩桨一般由以下3 部分组成:上半部分、中间部分和下半部分。其中上半部分包括驱动电机、可连接脱卸的中间轴(也可叫离合器)、回转本体、液压泵站、冷却器、导向杆、升降油缸、重力油柜、电控柜、动力驱动单元、机旁操作站等;中间部分主要是伸缩桨中空缸体;下半部分主要是全回转螺旋桨。伸缩桨结构如图1 所示。
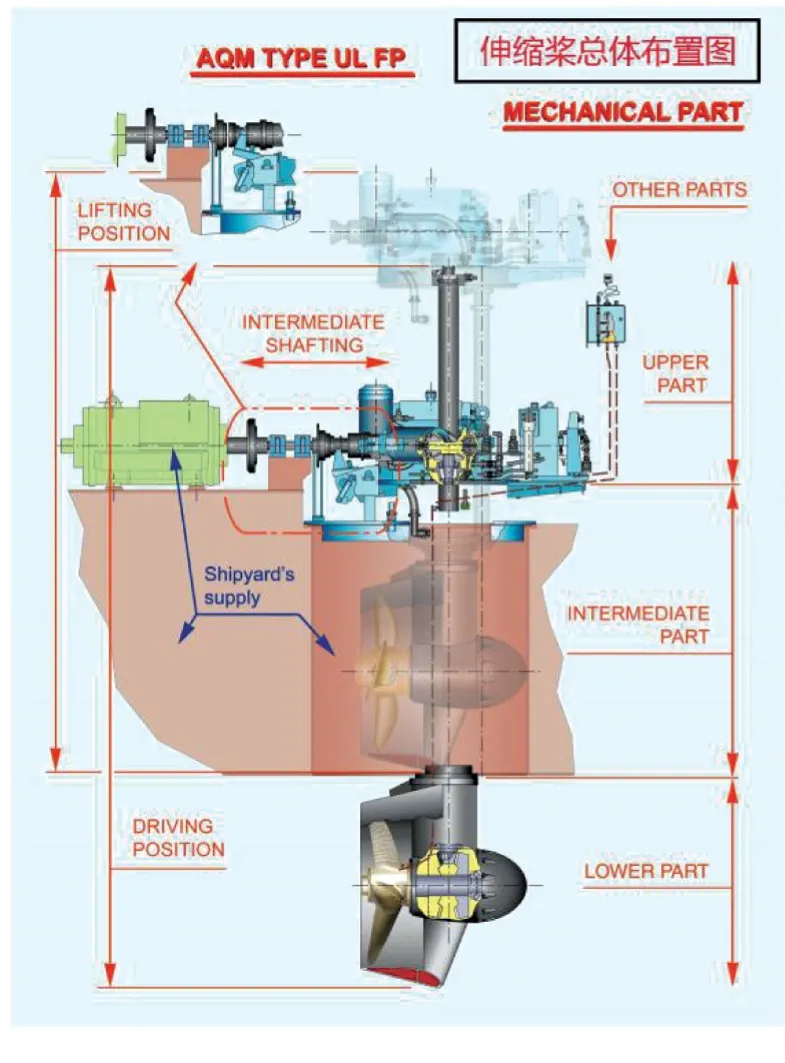
图1 伸缩桨总体布置图
1 故障简介
2017 年9 月某天,“XX”轮在沙特阿美某油田区作业时,在伸缩桨下放过程中,有液压油从升降油缸防尘环处漏出,当下放到一定位置后停止泄漏,机器运行期间也无泄漏。同时在运行中发现伸缩桨在负荷变化时,本体抖动幅度较大,伴有海水从升降油缸压板与基座结合处冒出,水量约1~2 l/h。漏油、冒水位置如图2 所示。
于是,马上通知驾驶台,将船移位到平台外500 m 待命区,将伸缩桨退出DP 模式,停机后将伸缩桨回收至船体进行进一步详细检查。首先,对漏油及漏水处紧固螺栓进行检查,并未出现松动现象,证明不是因为螺栓松动导致的漏油、漏水。再通过图纸仔细核对,初步怀疑图2 上所示第65、71 项两处密封损坏。将情况向公司机务部门反映,并寻求劳斯莱斯(RR)原厂帮助,得到答复也是怀疑这两处密封损坏。但是鉴于当时船上没有密封备件,无法进行修复,在征求厂家及公司机务部门同意,在保证设备安全和施工安全的前提下,加强运行检查,准备维持使用,待接下来的18 a 坞修特检时再做修理。如状况持续恶化,则停止使用。在接下来的使用过程中,船员在伸缩桨首尾方向、左右方向各架设一个百分表,通过指针的摆动情况,简单测量伸缩桨的震动情况。同时,不断检测漏水状况,及时处理舱底所集海水。通过一段时间观察,漏油现象在收放过程中均会出现,并且当伸缩桨在下放到一定位置后会出现明显的有节奏感的卡顿现象。漏水状况每随着伸缩桨收放一次,漏水量都会有所增加,但总量可控。伸缩桨在运行过程中一直存在抖动现象,抖动情况没有恶化,但是后来发现在舵角变化时,出现了升降油缸外缸体有周向转动的情况发生,随着运行时间的延长,漏水量有增加趋势。
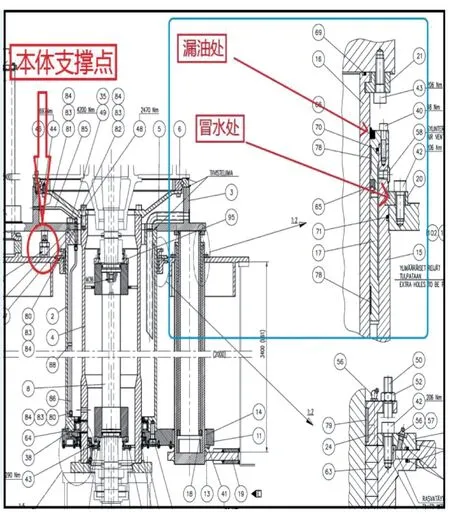
图2 漏油、冒水处示意图
2 原因分析
(1)第65、71 项密封老化或杂质进入密封腔,导致密封失效;
(2)4 个伸缩桨齿轮箱本体支撑不平衡,产生本体倾斜,导致油缸本体变形挤压密封件破裂;
(3)以前在墨西哥施工期间,为提高船舶抗风浪能力,曾经在大风浪天使用伸缩桨。该伸缩桨直径达3.8 m,承受了风浪来自不同方向弯矩,如果弯矩过大可能导致油缸本体弯曲变形。
以上第1 条、第3 条现场无法验证,只能待船进坞后拆检才能确定,针对第2 条,船上轮机员在伸缩桨下放到位后、未运行之前,专门测量了4 个支撑点间隙,测量数据见表1。

表1 4 个支撑点间隙测量数据
根据说明书要求,4 个支撑点间隙应该同步,最大不超过0.02 mm。根据实际测量数值分析,怀疑油缸本体存在弯曲变形现象。
3 修理过程
2018 年1 月,工程结束后,“XX”轮到中东迪拜Drydocks World 船厂进行特检坞修。在坞内拆检过程发现伸缩桨伸缩油缸第71号O-RING断裂,如图3所示。此O-RING是密封伸缩油缸外缸体和船体部分,它一旦损坏必定导致海水泄漏到船舱。进一步将第17号油缸密封组合件整体拆出后,发现第65 号油封已出现脆化现象且断裂成多段。图2 的第14号零部件为承磨导向环,是用于伸缩桨上升/下降过程中桨体水下部分导向板顺着升降油缸外缸体上下运动时防止导向板与缸体直接刮磨的零部件,并且也承受着来自螺旋桨运行过程中的推力进而传递推力至船体。在坞修检查中发现该承磨导向环承受了超大挤压力导致承磨导向环被挤压裂开,如图4 所示。此环的损坏或过大磨损也会造成伸缩桨在使用过程中桨体跳动。

图3 O-ring 损坏照片

图4 承磨套损坏照片
他们的损坏说明伸缩桨承受了较大的侧向力或单向力,经RR 现场服务工程、机务人员、轮机长以及船厂主修人员综合判定,一致认为伸缩桨中空本体存在弯曲变形现象。至此,伸缩桨在使用过程中漏油、冒水原因彻底明确。
接下来的维修方案主要包括伸缩桨本体重新调对中,更换损坏的密封件,推进电机与伸缩桨之间的轴线对中。其中更换损坏密封件工作相对容易不在此赘述,重点介绍一下伸缩桨本体。
伸缩桨本体主要有3 个支撑:2个导向杆支撑和1 个伸缩油缸船底支撑板,如图5 和图6 所示。上导向杆支撑呈90°布置,分别位于船首尾方向和左右舷方向,支撑由2 块30 mm 厚的矩形板和2 套呈90°布置的花篮调节螺栓组成,和位于船底结构上的伸缩油缸支撑板一起,用于调节伸缩桨本体位置。

图5 导向杆支撑结构图
图6 下支撑结构图
对伸缩桨本体进行对中,首先要在三个支撑位置加装临时调节工装,取代3 个固定支撑。临时工装由高强度吊耳、花篮螺丝(或手拉葫芦)、半圆形卡箍等组成,位置成90°布置,模拟实际支撑受力情况。由于伸缩油缸下支撑承受螺旋桨运行时所有的力,是主要受力点,因此伸缩桨本体的调平基点在下支撑。考虑到伸缩桨已经装船运行了8 a,已经无法严格按照说明书要求进行对中,经RR 现场服务工程师与机务、轮机长商议后,准备按照简易版调整方案来进行,大致分为如下几个步骤:一、找准伸缩桨基座水平点;二、伸缩油缸下支撑三角板定位;三、导向杆上部支撑定位;四、下支撑三角板加固焊接;五、导向支撑焊接固定;六、电机与伸缩桨水平轴对中;七、下水复测。具体内容如下:
(1)伸缩桨对中的水平基准点至关重要,必须在其他动作执行前进行。一般来讲,船舶进干坞,如果坞墩是严格按照坞墩图来摆放的,水平是有保证的,但也要用水平仪测量一下。可在伸缩桨安装基座上找3 个点(船艏方向分别为0°,90°、270°),打出水平组成一个面来检测水平基准面。考虑到操作的便捷性,现场寻找到一根长4 m 左右的铝合金槽钢作为水平仪的测量基座,分别测量3 个对应方位的水平度。经测量伸缩桨对中所需的基准面符合要求。
(2)伸缩桨伸缩油缸下支撑三角板调整固定。下支撑三角板作为伸缩桨运行时受力的主要支撑传导点,一面作为升降油缸的基座,一面作为伸缩桨本体推力的支撑点,其作用至关重要,具体结构如图6 所示。伸缩桨对中首先要对下支撑进行定位固定,前提是伸缩桨本体密封盘根全部取出,盘根压板拿掉;同时上支撑2 个点,单向同侧受力,前后方向或左右方向选一个方向受力,另外一个方向处于自由状态。注意2 个上部支撑点一定要同步同向受力!在确保下支撑的临时固定受力的情况下,割除三角板与船体的连接。在船舱内伸缩桨本体前后方向和左右方向分别安装两个百分表,这两个百分表要求安装在一个水平面上,0 位调整在小表盘指针5 的位置,确保指针无论在+和-的方向都有足够的伸缩空间。同时在两个百分表对面180°方向对应伸缩桨本体与基座对应位置做好标记,作为后续测量点,如图7 所示。根据伸缩桨型号推荐测量位置,先将伸缩桨下放到距离基座20 cm 的位置,作为下部测量点,调整百分表0°指针到0,同时用塞尺测量相对应的另外2 个点间隙数字并记录,记录表格如表2 所示。再慢慢将伸缩桨升到距离基座2 m 位置,记录4 个点的间隙数值;最后再将伸缩桨上升到距离基座4 m 位置(或升到顶),记录4 个点的间隙数值,具体对中调整步骤可参考图8。根据说明书要求,如果在A、B、C 三个位置相同点的间隙值变化均在0.5 mm之内,说明满足对中要求;如果大于0.5 mm,则需要下部支撑要通过临时工装的花篮螺丝进行微调,并重复以上对中动作,伸缩桨上上下下运行3 个周期,以确保间隙变化在规定范围之内。特别要注意观察收放过程中,伸缩桨运行是否顺畅,有无卡顿现象;要注意观察驱动油压,表压力的波动在收放过程中要小于5 bar,一般收起时的油压要比下放油压高10~20 bar。
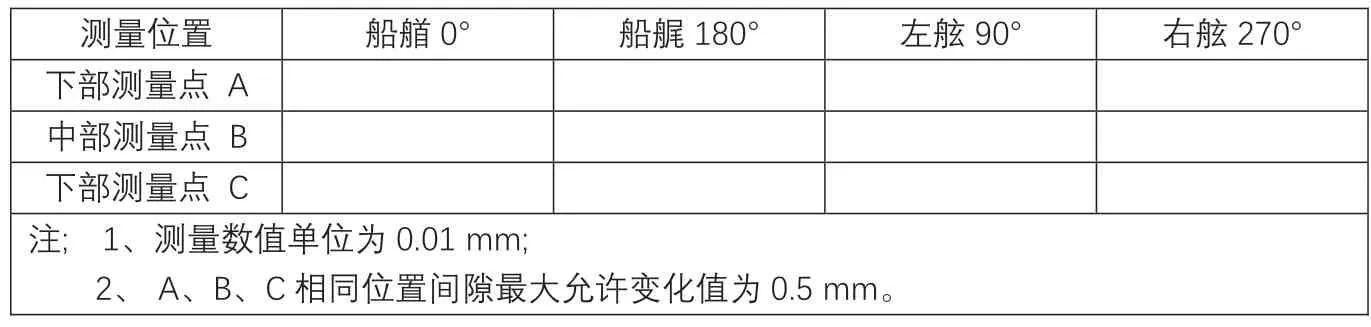
表2 伸缩桨本体对中间隙测量表
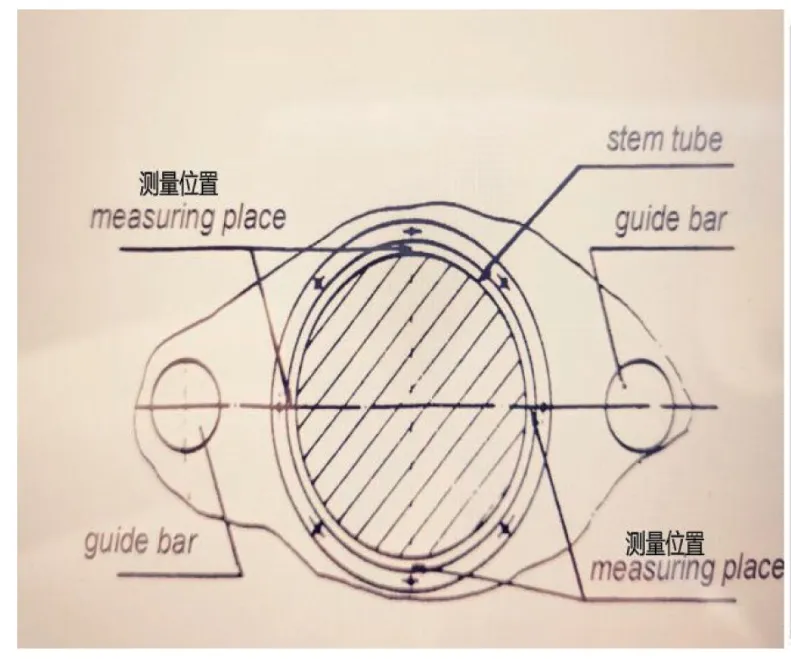
图7 测量位置示意图
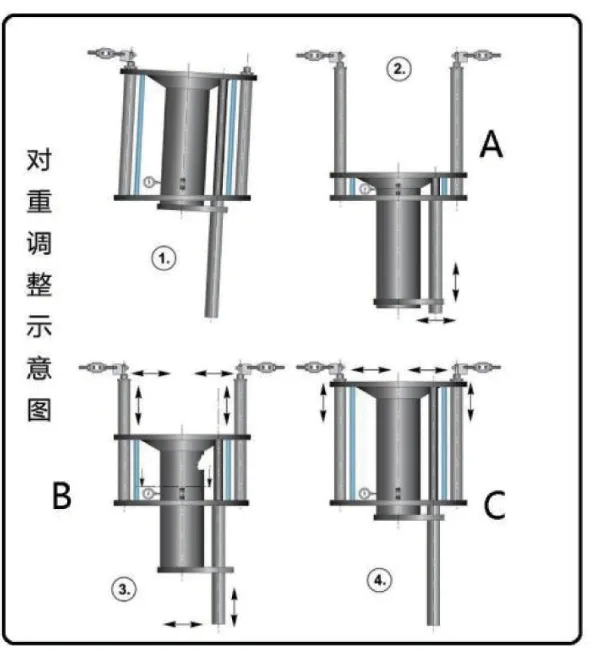
图8 对中调整示意图
(1)检查上部导向杆受力方向是否在同步(即同向)受力,避免导向杆内八字或外八字,要保证运行过程中伸缩桨平稳顺滑,避免上导向与青铜衬套产生单向摩擦力过大,损坏青铜衬套。在确保上部导向杆同步同侧受力的情况下,用临时工装将上部导向杆2 个方向全部锁紧锁死。
(2)烧焊下支撑三角板。由于原三角板已先期从船体上切割分离,重新对中后必定不能按原位烧焊,需要进行类似“三明治方式”处理,如图9 所示。即在原三角板与船体连接的上下位置各增加一块弧形板材,板材一端和船体烧焊连接,一端与原三角板烧焊连接。为保证强度要求,2 块弧形板材的厚度要求必须达到原三角板厚度的一半或略厚;焊接要求深熔焊,磁粉探伤。焊接完成后,临时工装取下,焊接处打磨平整并油漆。

图9 三角板结构整改前后对比图
(3)导向杆上支撑由于原有花篮螺丝结构较弱,在长期运行中由于震动等原因,容易造成结构变形或螺纹松动,从而使伸缩桨位置发生变化。为改善这一状况,船厂和RR现场服务工程师重新设计了箱式结构,无论是选材上还是结构设计上,都大大增强了上支撑的结构强度,具体形式详见附图10。箱式结构烧焊完成后,临时工装拆除。
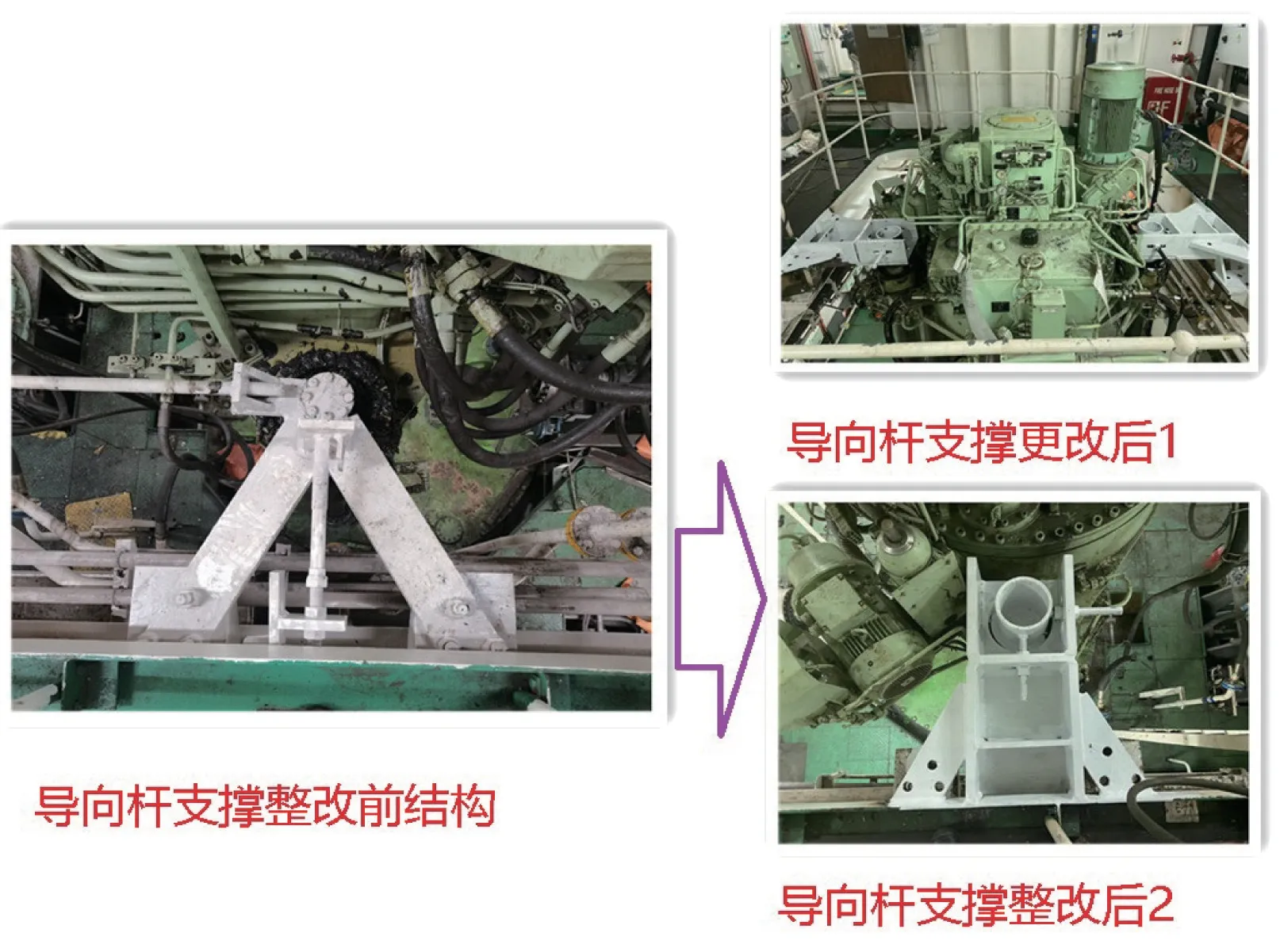
图10 导向杆支撑结构整改前后对比图
(1)驱动电机与伸缩桨输入端的对中必须在伸缩桨可脱卸轴脱开的状态下进行,且伸缩桨完全下放落座在4 个止动块上。按照说明书逐步进行对中,数据偏差不超过1 mm;同时要保证可脱卸轴上安全钩和钩爪的间隙在0.5~1 mm 之间,且安全钩能自由动作。对中调整好后对驱动电机进行浇筑环氧处理。
(2)船舶下水后,对数据复测,发现对中数据偏差最大到0.7 mm,虽然比说明书要求数值略大,但考虑到伸缩桨前期存在的永久性变形,这个数值还算可以接受。并且伸缩桨整个收放过程很平稳,没有卡顿现象。经过坞修整改后,伸缩桨使用至今没有出现过抖动、漏水、漏油等现象,说明18 a 坞修的对中方案是可行有效的。
4 使用和维保建议
(1)就使用条件而言,伸缩桨只是适用于DP 定位作业,而不能用于航行。当船舶与水流相对速度在4 kn 及以上,严禁对伸缩桨进行下放操作。另外在大风浪天,也严禁将伸缩桨下放运行,作为抗风浪螺旋桨使用。以上两种情形容易使伸缩桨本体受过大弯矩造成本体和伸缩油缸产生结构变形,从而引起其他密封件或弱结构损坏。
(2)伸缩桨每次收放操作,最好由机舱轮机员现场操作,以便观察可脱卸轴离合器运行情况,以及伸缩桨收放速度是否平顺,有无卡顿现象。
(3)按说明书要求,定时更换液压油滤器,油样取样检查。
(4)每次收放结束后,要对可脱卸离合器、伸缩桨本体、压紧盘根等重要部件加油脂润滑;检查盘根压紧环一圈螺丝是否松动,如松动要上紧,但要注意确保一圈螺栓均匀上紧,避免局部过紧,造成伸缩桨收放阻力过大和漏水现象发生。
(5)每次进坞定期更换升降油缸各密封件,特别是伸缩桨本体盘根、回转密封、轴封等关键性密封。如10 a 特检,还要更换主要受力点轴承。
(6)运行中不定时测量伸缩桨对中变化量,一旦发现对中超标,要尽快处理,以免对设备造成更大损坏。
(7)如果伸缩桨上支撑结构偏弱,建议进坞及早将其改为箱式结构,以延长伸缩桨使用寿命。
5 结 语
随着我国海洋强国战略的持续推进,各项海洋装备必将越来越强,深海开发势在必行,船舶自动化水平和定力定位需求必将越来越迫切,伸缩桨作为动力定位船舶的重要组成部分,起着至关重要的作用,这就要求船舶管理人员要加强对这个设备的了解和管理,细化使用举措,在创造经济价值的同时,也要降低其故障率,延长使用寿命。
