数控转塔冲床及其编程技术研究
2022-08-01汪维维方琦
汪维维 方琦
甘肃建投新能源科技股份有限公司 甘肃武威 733000
装备制造业一直是我们国家工业生产的基础,随着时代发展和科技进步,产品零件精度越来越高、种类越来越多、形状越来越复杂,为适应当下的生产需求,CAD/CAM集成技术已是当下制造业必不可少的一项技术,而数控转塔冲床具备自动化程度和精加工能力强的特点,是当下钣金加工制造中佼佼者。[1]
数控冲床在当下制造业中的使用广泛,研究其在生产和加工过程中省工省料、节约成本等对企业生产成本控制有着重要意义。
1 数控转塔冲床工作原理
以本公司VT-500型数控转塔冲床为例,数控转塔冲床是由微型计算机进行控制的板材加工设备,使金属板材加工易于数控化、网络化、柔性化,广泛应用于多种板材加工行业,如高低压电力开关成套设备、通信电子、电气控制箱、机械外罩加工等行业。[2-3]
操作人员将待加工的板料放置在工作台面上,踩动脚踏开关,夹钳上、下钳口张开,按动原点销开关,原点销伸出,操作人员将板料送入夹钳上、下钳口闭合,夹紧板料,原点销撤回,完成板料的原点定位。运行加工程序,板料在X、Y轴的伺服系统及其传动机构下,液压冲头沿Z方向运动到设定模位上方,通过冲压模具,完成冲孔、步冲、成型等动作。[4]
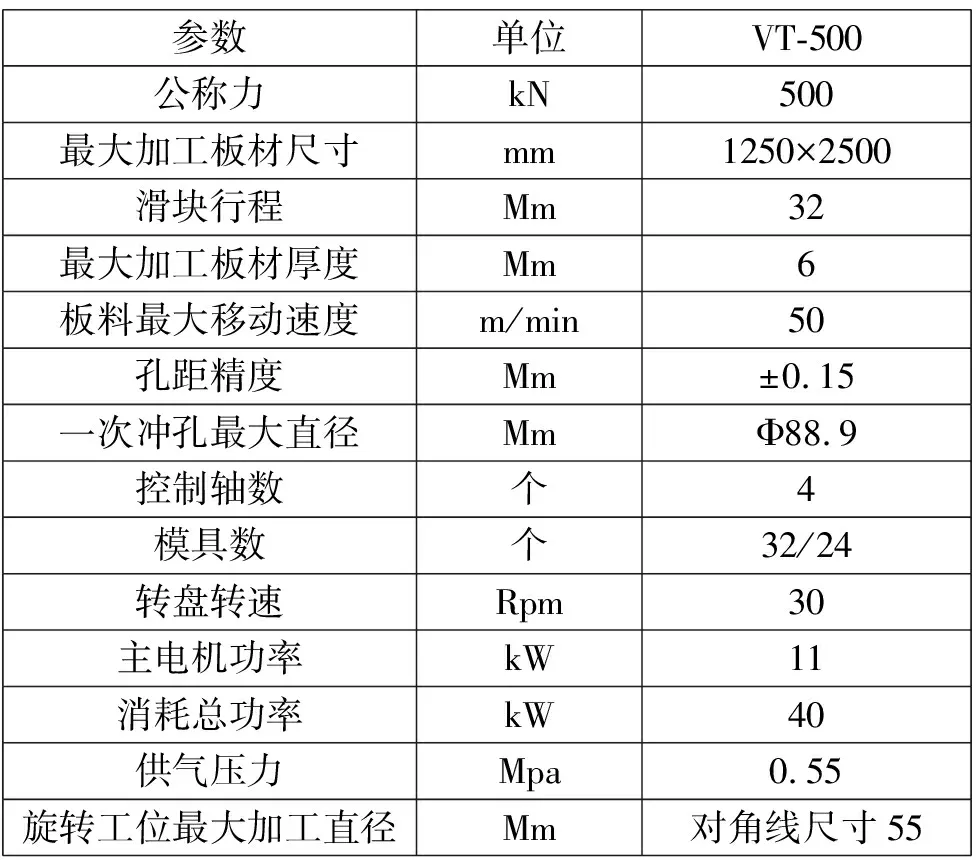
机床主要技术参数表
2 数控编程系统
数控转塔冲床有5个系统模块,各个模块之间通过内部程序接口相互联系,下图1为功能结构图。
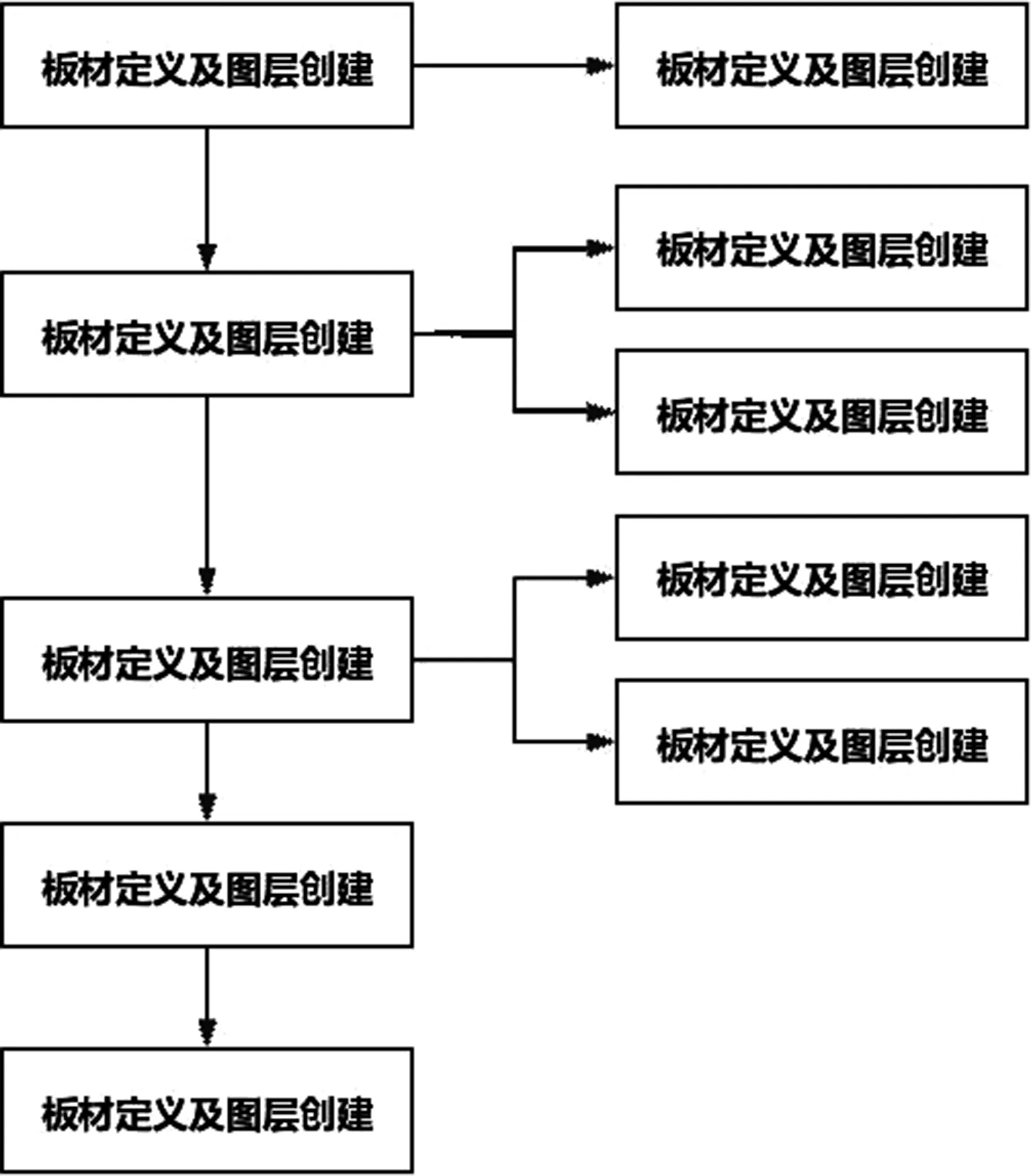
图1 功能结构图
2.1 板材定义和图层创建模块
板材定义即在CNCKAD软件中根据实际板材原材料,创建加工区域即图层,设定加工区域的尺寸和定位夹等位置信息。
2.2 模具库管理模块
模具库作用为在程序中新增保存模具,对已有模具参数修改、删除,以及在转塔盘上模具布局方式、旋转角度等此类信息的输入和输出,将在程序中使用模具加工后的参数生成NC代码。
2.3 加工定义模块
数控转塔冲床有全自动模式、半自动模式、手动模式等功能。全自动功能可根据.dxf格式图纸,根据图纸自动选择模具及加工路径;半自动模式在程序编程时需要人工选配合适模具,调整优化路径;手动模式需要手动操作整个工作流程。
2.4 加工路径规划及仿真模块
在编程中对加工零件完成模具、微连接设定后,根据模具先后顺序排列、模具旋转角度等可设定加工路径,并模拟加工路径,当模拟路径不符合预期期望,可自动优化路径或手动优化达到预期效果。
2.5 代码生成模块
CNCKAD编程软件在路径模拟完成后,根据编程参数自动生成.txt程序文件。
3 成本控制方法
3.1 省工省料方面
3.1.1 节省加工时间
编程时合理的模具排列和刀具先后开始顺序可以减少转塔空运时间。VT-500型数控转塔冲床模具旋转工位图如下图2所示:
3.1.2 合理排列刀具
批量零件生产加工时,要根据转塔模具排列、模具随转塔旋转,结合加工图纸的实际情况合理安排模具排列,避免转塔模具空转时间。
3.1.3 减少冲刀次数
转塔冲床加工冲孔形状较大的零件时,需要采用小模具逐步冲裁方法,也可用模具逼近冲孔落料的方法,当对孔边精度要求不高时,也可以采用大模具以此减少打击次数。
3.1.4 综合考虑前后工序
为保证加工质量和提高材料利用率以及提高生产效率,首先,要保证板材在一次装夹后,数控转塔冲床可以一次加工完所有工序,避免二次装夹定位,出现重复定位误差。其次,在排版编程时,尽可能让一个模具只选用一次,规划好最短路径的情况下完成整张板材的全部加工,避免模具二次旋转选用。综合考虑先后工序排列,利用好微连接功能,可以减少后续工序时间。
3.2 节省加工材料
在编程时,利用模具对板材上加工零件合理的排版可有效减少废料产生,达到物以致用。
3.2.1 人工排版
人工排版方法是利用CAXA制图软件将加工零件运用平移、旋转等方法在规定规格的板材上排列。例如,对于加工零件圆的人工排版如图3所示。单排排版如图(a)所示,对称双排如图(c)所示。以单排6个圆为例这种排列方式的材料利用率为78.5%。通过对单排平移复制重新排版变为错位双排如图(b)所示和错位三排如图(d)所示的排版方式板材利用率变为80%和83.4%(排数越多,利用率越高)减少了废料达到了节约材料的目的。

(a)单排
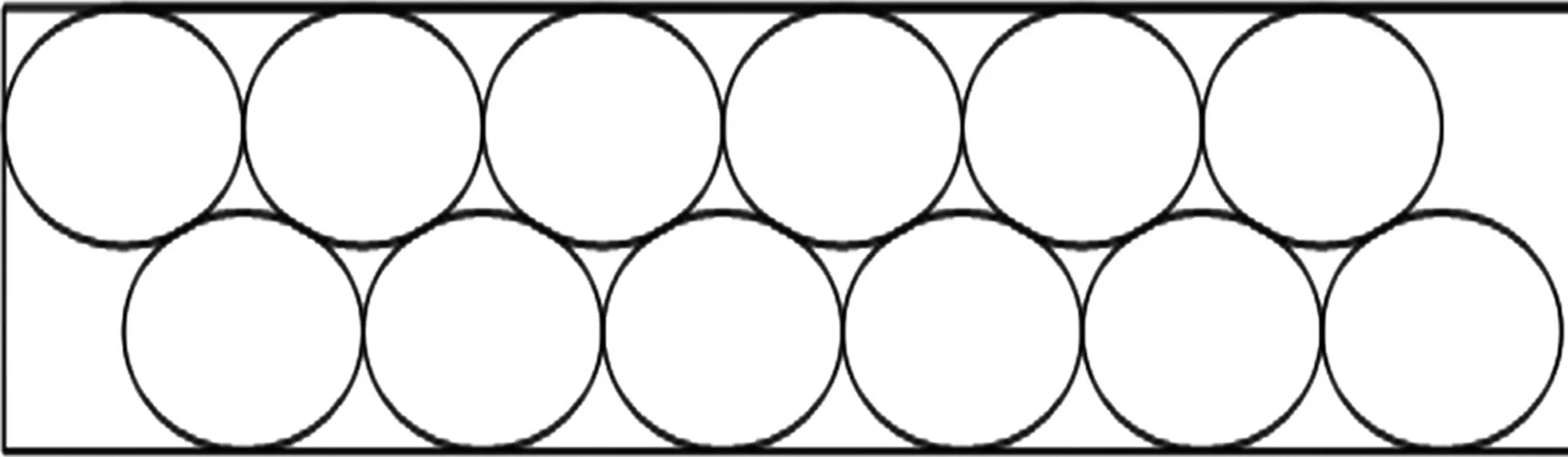
(b)双排错位
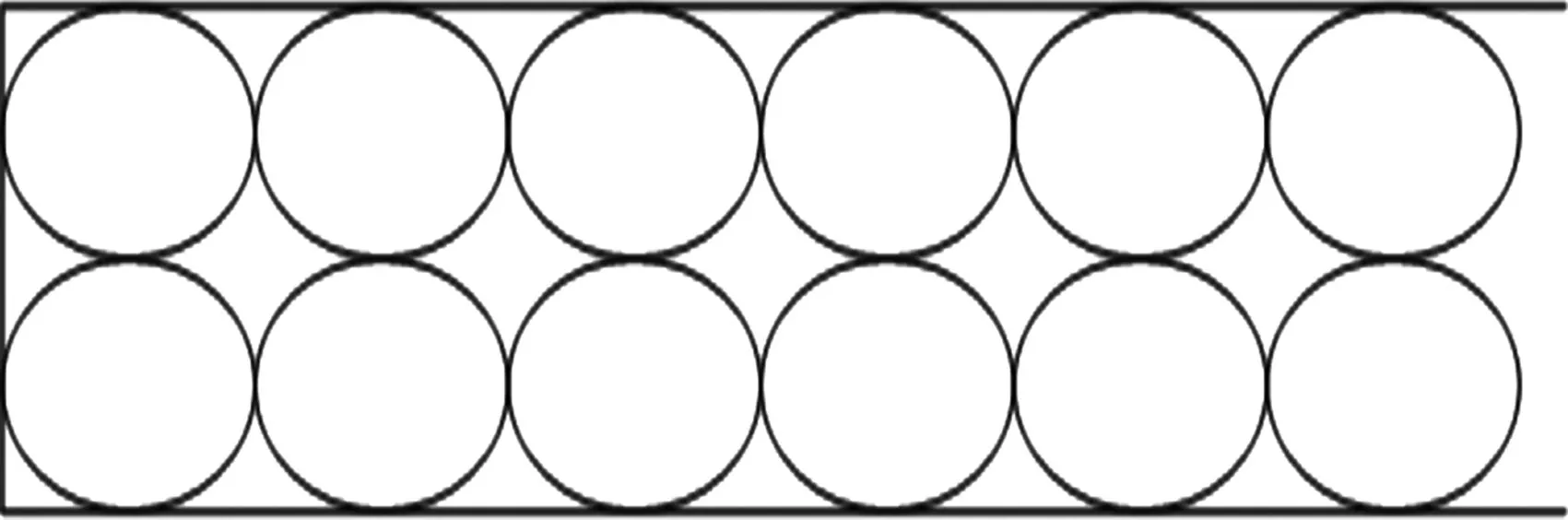
(c)双排
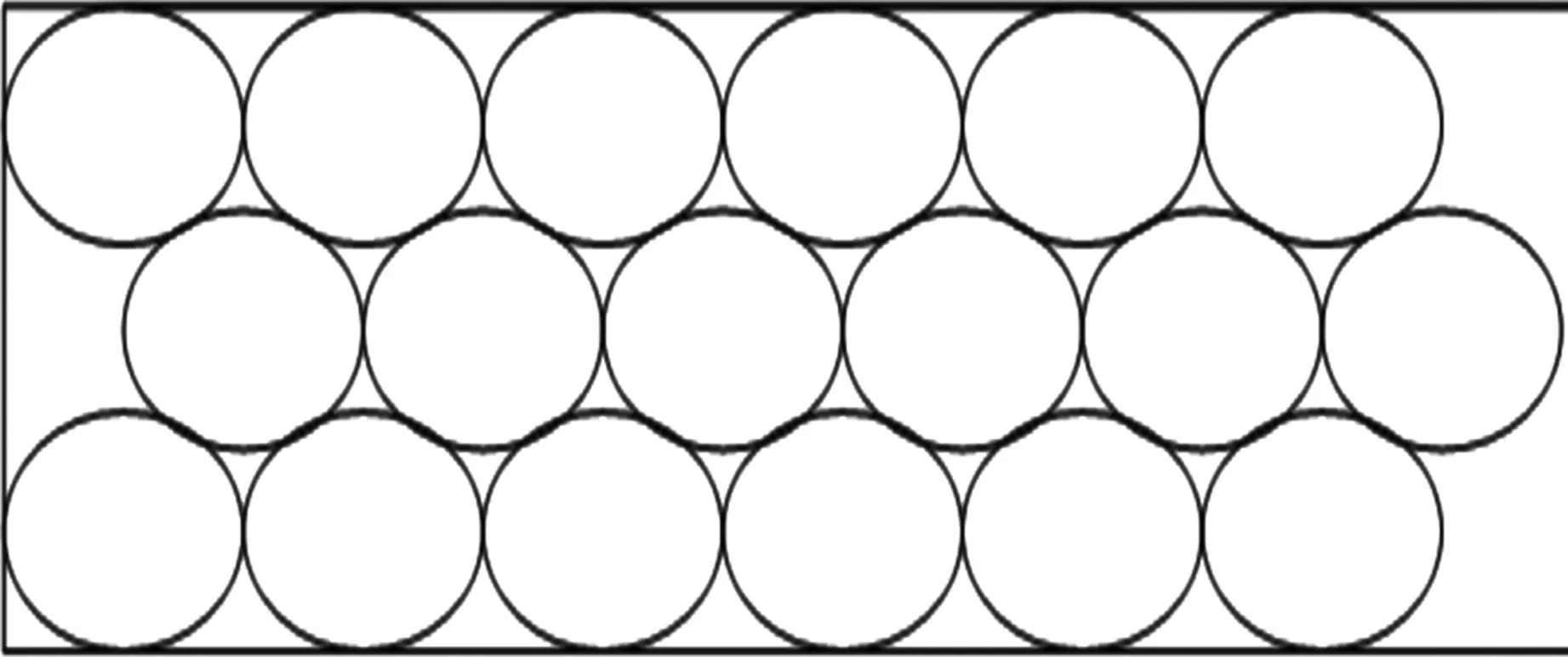
(d)三排错位图3 零件圆排版图
3.2.2 自动排版
自动排样是利用相关排版软件根据加工零件的设计参数,在板材上计算得出最佳排版方式,实现废料最少方法。此类软件一般用于单品加工数额大、种类多、货单量稳定的大型企业中,对于种类多、单件产品生产量小的中小企业不适用。通过排版软件会自动将所要加工的零件以最节省材料的方式排列在一起,非常快捷好用。
3.2.3 综合排版
在编程排版优化时,可采用共边排版。将具有一定规格的零件边与边相连,利用微连接进行一次冲裁即可完成公共边冲裁的目的。如图4所示,为公共冲裁实例,图(a)和图(b)的零件可将其斜边为公用边冲裁。
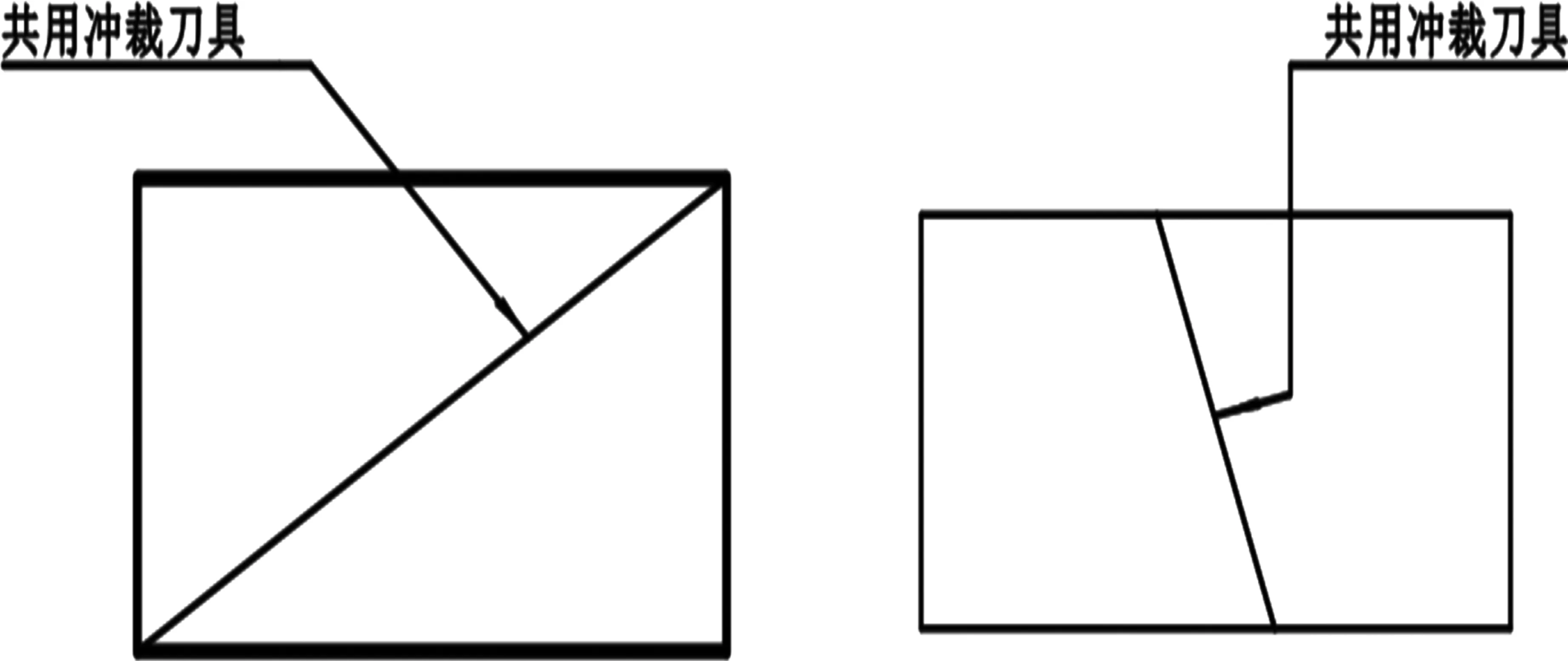
(a) (b)图4 公共裁边
4 编程方式方面
数控转塔冲床的编程,模具和微连接的使用尤其重要,即选用合适的模具和准确的加工路线。编程方式有手动、自动、半自动三种方式。
4.1 手动编程
手动编程方式为工作人员自己选择合适的模具,手动添加模具与微连接按照图纸零件轮廓尺寸进行冲裁路径。在数控冲床的手工编程中,根据经验一般换模次序遵循:先冲圆孔再冲方孔,先冲小孔再冲大孔,先冲中间工序后冲边缘工序,这样有利于板材不会在操作中掉落。除了选择合理的换模次序,在手工编程时,还要考虑最优路径,在安全可靠的运行中减少空走行程,提高生产效率。
4.2 自动编程
自动编程指的是绘制成品展开图、添加模具、微连接、设计优化路径、生成NC代码等整个编程过程都由软件自动完成。这些软件可以实现自动添加模具、优化路径、夹钳避让、自动生成加工代码等功能,能大幅提高工作效率且设计路径和换模次序更合理可靠。运用自动编程时,设计蓝纸可以直接使用,减少分解图纸过程。
自动编程也有缺点,生成的程序可阅读性和可编辑性较差,如果加工过程中出现板材卷料、机床报警以及其他情况下机器急停时,板材难以二次加工。
4.3 半自动编程
半自动编程具有全自动和手动两者优点,编程后的程序可读性强,可以二次修改。对于生产规模小的中小型企业特别适用,跟手工编程相比较可以提高编程速度,跟自动编程相比较更容易在生产过程中操控,且节约投资成本。
结语
通过对VT-500数控转塔冲床的基本原理、加工工艺、程序编辑研究,主要通过程序编辑改良,提升了数控转塔冲床的工作效率。程序编辑不仅仅是将图纸转换为机器所能识别代码的过程,工作人员更要了解整个机器的各项参数,在实践的过程中充分掌握每个模具,通过加工流程能考虑到最优的行驶路径。程序设计时,才能根据数控冲床的特点考虑得当,选择哪种编程形式,选择哪种排版模式,选择哪种最优路径,让数控冲床充分发挥其优越性能,达到最优的运行方式。
