浅谈发动机生产质量管理的数字智能应用
2022-07-31黄春笋庹鹏
黄春笋 庹鹏
上汽通用五菱汽车股份有限公司 重庆 401135
引言
某企业发动机工厂由缸体、缸盖、曲轴机加工车间及装配车间组成,设计年产能35万台/年,兼容12,15系列机型柔性共线生产。生产线采用信息化手段如质量过程监控配备了数据采集分析系统QDAS,并利用零件二维码,对关键产品采用Flexnet的管理追溯系统,并为质量问题管理单独配备了系统。但工厂在生产运行过程中,仍发现不少典型问题:数据实时性问题;视觉防错误判问题;生产工位防错功能执行依赖员工责任心;关键质量加工后才能发现零件异常等。在质量为先的指引下,团队自主探索利用数字、智能化手段持续提升质量表现。
1 利用即时通信工具实现数据异常的自动通知
当前主流邮箱或即时通信工具如微信都提供了数据API接口,通过自主编程将监控项目及时通知到多功能团队组员,确保质量问题快速发现及解决。如图1所示,利用SPC的相关判异准则,通过自主编程将与测量数据库连通并做数据的推送,实现监控对象的数据自动判定;因生产过程测量特征较多,有在线100%测量特征类型,也有定期抽检数据。为降低工厂数据服务器负荷及网络带宽压力,IT系统采用了数据打包后再上传策略导致了数据库延时的问题。在测量工控机上安装自主编制的脚本程序,可实时提醒团队组员确认监控特征加工过程是否发生了异常,避免质量损失。
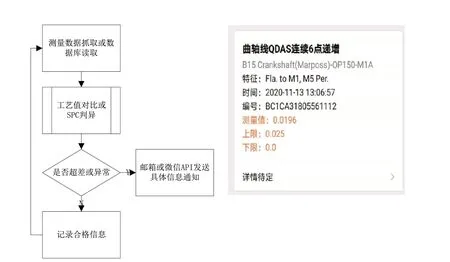
图1 实时数据采集及异常判定的自动通知
2 自主开发深度学习的视觉防错应用
发动机采用各机型柔性混线生产,因此大量视觉防错的应用。在运行过程中,绝大多数工序视觉识别合格率达到95%,但视觉探测受环境及零件状态变换的影响导致失效。基于机器深度学习,团队自主开发智能防错应用并大幅降低视觉成本。
2.1 传统视觉防错
传统视觉应用在获得对象图片后,对图像特征进行灰度、腐蚀、膨胀二值化等处理后,计算像素点数目如图2所示:轴瓦是否安装的探测,通过合理设定一个像素的阀值即可判别。像素点极易受到光照,异物,遮挡等因素的影响,进而导致误判。

图2 轴瓦安装前后视觉检测(中间图片未安装)
2.2 自主开发的智能防错系统
人工智能相机开发,技术团队根据现场需要,采集各类生产环境下照片,通过特征标注后,在tensor flow环境下训练生成适合生产现场专有的识别模型。为提高运行速度,选用具备并行运算的GPU板卡及Linux开源系统为部署平台。人工智能相机的高识别率和低成本,在迁移算法应用下可以快速向其他场景扩展。如图3,在特征防错过程中通过合理逻辑设计,允许在人机交互过程中被操作遮挡间歇中的目标特征识别[1],在获取要求的照片前提下,无须增加传统智能相机配备特种光源,进而在人机交互防错环境对人眼无任何影响。当前工厂已在发动机活塞类型识别、机型识别、小零件配对安装等场合成功应用。
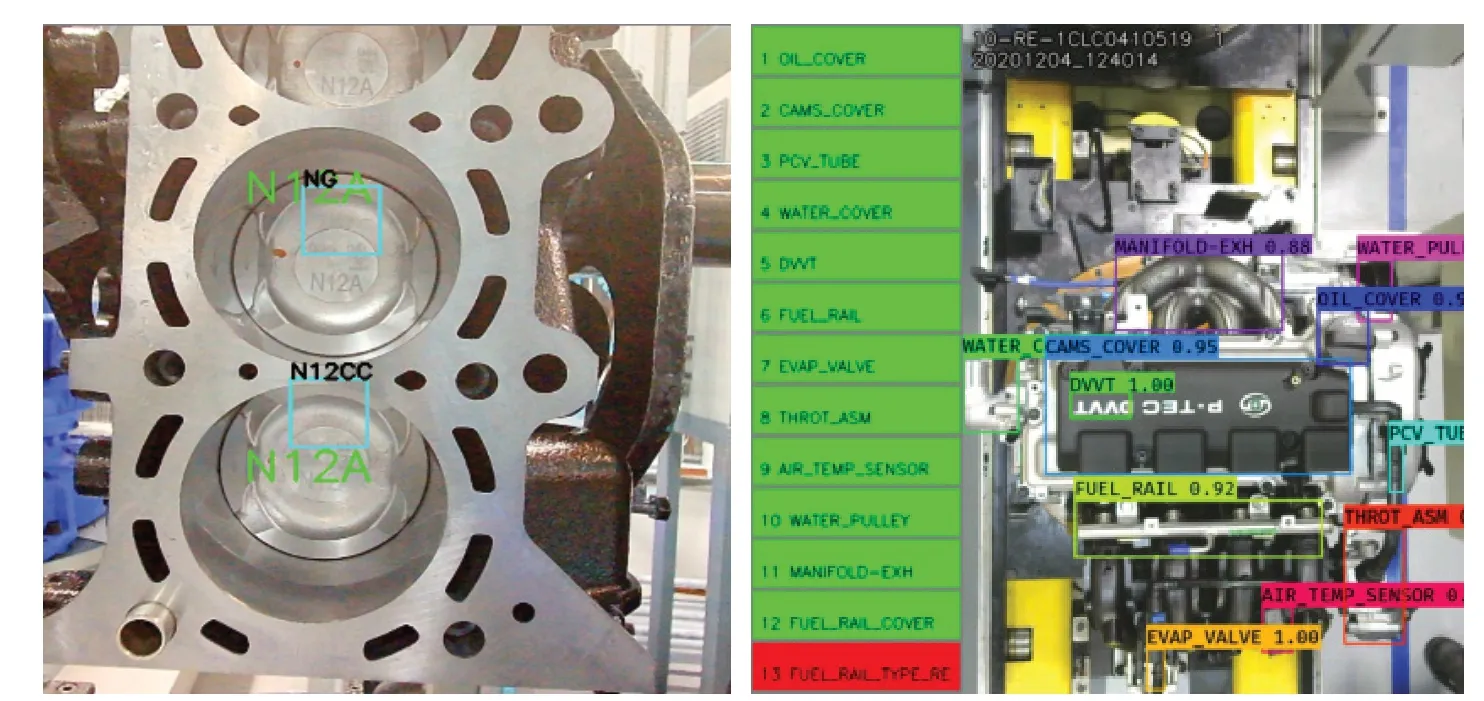
图3 单一特征及多特征的智能识别
3 防错系统化、自主开发及应用
柔性生产过程为确保大批量生产过程质量,每道工序均采用了防错设计。工艺要求从工段长、班长、班组成员对防错进行定期验证,员工执行不到位就会带来质量风险。基于Modbus通讯[2]的管理系统实时采集各防错点PLC运行数据(如图4),并将防错信号实时采集、存储,分析,通过实时推送方式实现防错过程分析预警:确认员工必须按工艺要求做验证的同时,确认防错状态,实现防错功能闭环管理。
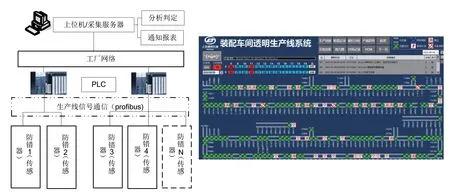
图4 防错系统化开发及管理
4 基于生产大数据优化及实时监测用
发动机关键加工设备如加工中心通过开发上位机软件,通过OPC或开放式通信协议采集机床主轴加工负载数据;或在加工主轴上布置震动传感器获取震动信号,通过与加工程序同步实现加工过程震动信号采集,为监控加工过程异常及质量提升或工艺优化提供了数据基础。
4.1 基于加工负载数据的工艺过程优化
通过对多轮刀具寿命内的相关数据采集,如跟随误差、主轴负载、电流、冷却压力等,识别加工异常,如加工刀片崩刃、光栅尺异常、毛坯余量变异等;如以缸体面加工负载监控图5为例:在刀具系统稳定前提下,通过加工段平均负载可有效发现来料余量差异,进而为加工问题解决提供精确指引。
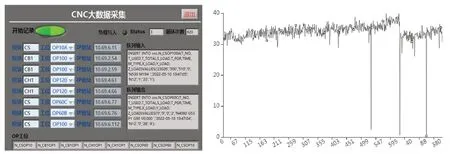
图5 加工负载数据采集及分析
4.2 基于振动数据的实施监控应用
对铝合金缸盖及部分加工特征对主轴负载不敏感的铸铁类零件,只能通过间接方法进行监控[3-4],需通过额外加装震动传感器或电流及功率传感器等方式感知加工过程异常。如图6所示,通过在接近刀盘位置的主轴外侧加装震动传感器并与加工程序同步实现加工过程异常的探测,从而避免工件或刀具的损坏。
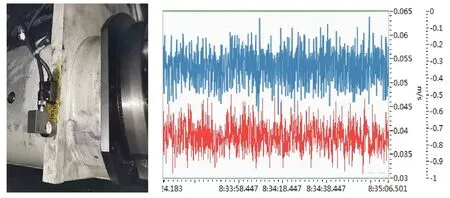
图6 振动传感器布置及数据采集
5 结束语
在质量优先的指导下,发动机工厂团队陆续利用数字化、智能化技术方案提升过程质量。自主开发测量数据自动判定及推送,开发人工智能视觉进行质量防错,并形成了闭环的防错管理系统,确保工位防错装置的可靠运行。在加工设备方面充分利用负载数据,主轴震动数据等应用对工艺过程进行监控和优化,实现了过程质量提升。实现发动机售后年度CPV,IPTV持续下降。
