电解装置副产稀硫酸的转化利用
2022-07-29马斌申文强杨洋庞智强
马斌,申文强,杨洋,庞智强
(新疆华泰重化工有限责任公司,新疆 乌鲁木齐 830019)
新疆华泰重化工有限责任公司(以下简称“华泰重化工”)现有12万t/a聚氯乙烯专用树脂配套10万t/a离子膜烧碱项目、12 万t/a聚氯乙烯专用树脂配套10 万t/a离子膜烧碱第1期技改项目、36万t/a聚氯乙烯树脂配套 30万t/a离子膜烧碱项目。
当前国内氯碱行业的氯气干燥装置均采用硫酸干燥法,1 t烧碱消耗98%硫酸16~20 kg。氯碱企业对此氯气干燥废硫酸的处理方式主要是出售给化肥生产企业用于生产化肥。由于此废酸中最高时溶解有0.5%左右的氯气,比成品硫酸具有更强的腐蚀性,对钢铁及大部分金属有强烈的腐蚀作用,生产及输送极不方便,且在运输使用过程中挥发的氯气严重污染环境。若这些废酸中和处理后排放,会减少企业经济效益,所以将废酸脱氯后循环利用是最有效的解决办法。
1 稀硫酸中溶解氯气的原因及危害
华泰重化工烧碱生产装置均采用了先进的离子膜法生产工艺。氯碱生产中, 从电解槽阳极室出来的氯气夹带着大量水雾,温度为80 ℃左右,称为湿氯气。烧碱氯气干燥工艺过程中(氯气干燥塔的任务是用浓硫酸脱除氯气中的水子,达到工艺要求的氯中含水体积分数于0.01%),产生含氯废硫酸(质量分数69%~71%,游离氯0.13%左右)。其具体的干燥及产污过程可见图1(红色处为即将整改处)。

图1 烧碱装置氯气干燥工艺流程图Fig.1 Process flow of drying chlorine formed in caustic soda plant
目前氯碱企业通常将该废硫酸交给下游其他企业处置利用,但下游企业的消化能力不足或不稳定时,会影响自身企业生产。此外,废硫酸在危险废物名录(2016)中 “基础化学原料制造——卤素和卤素化学品生产过程中产生的废酸”属于HW34类废酸(代码261-058-34),危险特性为C(腐蚀性,Corrosivity),必须按照危险废物管理的规定实施产生、贮存、运输、委托处置等的全过程管理。
氯碱化工企业氯气干燥工段利用98%浓硫酸的脱水特性对离子膜电解槽产生的湿氯气进行脱水干燥,以保证聚氯乙烯生产所需HCl 气体所用氯气原料足够低的含水率,避免湿氯气生成盐酸造成对输送设备和工艺管线的腐蚀。98%硫酸吸收氯气中的水分后,酸质量分数降至73%以下,由泡沫干燥塔排至储槽待处理。由于这部分废硫酸中溶解了一定浓度的氯气、少量氯离子、悬浮物与机械杂质,在常压存储和运输过程中会挥发有毒氯气,给周围环境造成很大影响,成为生产废液。国内氯碱企业出于满足自身环保需要通常只是将这部分废酸廉价出售,将环保风险传递给了下游企业,同时损失了大部分废酸的可利用价值。
作为危险废弃物,含氯废硫酸属于国家环保部门重点监管物品,必须由具有专业资质的企业回收处置。目前新疆仅有3家企业具备脱氯废硫酸的处置资质,且生产不稳定,成为长期困扰氯碱生产的难点问题。
目前,国内大部分氯碱厂产生的稀硫酸以外销的形式进行处理,由于氯碱企业产生的稀硫酸中含有大量的游离氯,腐蚀性强,对设备材质的要求较高,且其强烈的刺激性气味使下游客户“敬而远之”。如果去除了稀硫酸中的氯气,稀硫酸的质量就得到了提升,这样稀硫酸变废为宝,可以回收利用,或作为除锈用途,或制造下游钾肥、磷肥产品。稀硫酸储槽容量有限,为了释放储槽容量,贴钱销售稀硫酸也时有发生。如何去除稀硫酸中游离氯,是转亏为盈的的首要问题。
2 稀硫酸中溶解氯气脱除工艺原理
华泰重化工根据真空条件下破解氯气在稀硫酸中的溶解,使氯气从液态逸出。电解产生的稀硫酸经过空气吹脱、密闭真空等一系列工艺过程,将转变为含氯量0.07%~0.08%(根据《氯碱工业理化常数手册(修订版)》,见表1)、质量分数69%以上的硫酸产品,满足下游生产要求。
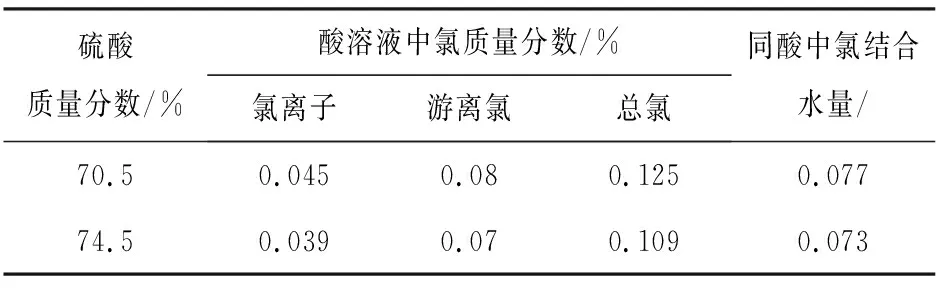
表1 氯在硫酸中的溶解度及水化物(30 ℃)Table 1 Solubility of chlorine in sulfuric acid at 30 ℃ and its hydrate
工艺流程:电解生产过程中产生用于干燥氯气后的稀硫酸质量分数69%~72%,游离氯最高达到0.5%,打入稀硫酸原料储槽,通过进料泵进入脱氯塔。脱氯塔为填料塔,稀硫酸由塔顶的液体分布装置,均匀下落至脱氯塔中的填料处,使塔保持一定的液位后,进入稀硫酸的循环槽,再通过酸液循环泵,将稀硫酸打循环,并保持一定循环时间,塔顶通过机械真空泵对塔内液相物质抽真空,降低氯气在硫酸中的溶解度,使其逐步解吸后通过真空系统——机械式真空泵抽出(G1)进入现有电解车间的次氯酸钠吸收装置。为提高脱氯塔的脱氯效果,在塔内设置空气吹脱装置,通过真空抽力将外部热空气引入塔底稀硫酸处进行空气吹脱,进入系统热空气温度在45 ℃左右,主要依靠引风机进口设置的空气预热器加热空气,使得硫酸在30 ℃左右具备更好的脱除,将稀硫酸的氯解吸出来一部分,以进一步提高脱氯塔的脱氯效果。通过脱氯塔回流循环5~10 min,保证硫酸中游离氯脱除效果。脱氯塔材质使用耐酸PVDF材质,进料泵、循环泵采用聚四氟乙烯材质。输送稀硫酸的管线及储罐,采用CPVC材质和碳钢材质内衬聚四氟乙烯防腐措施。工艺流程及排污节点见图2。
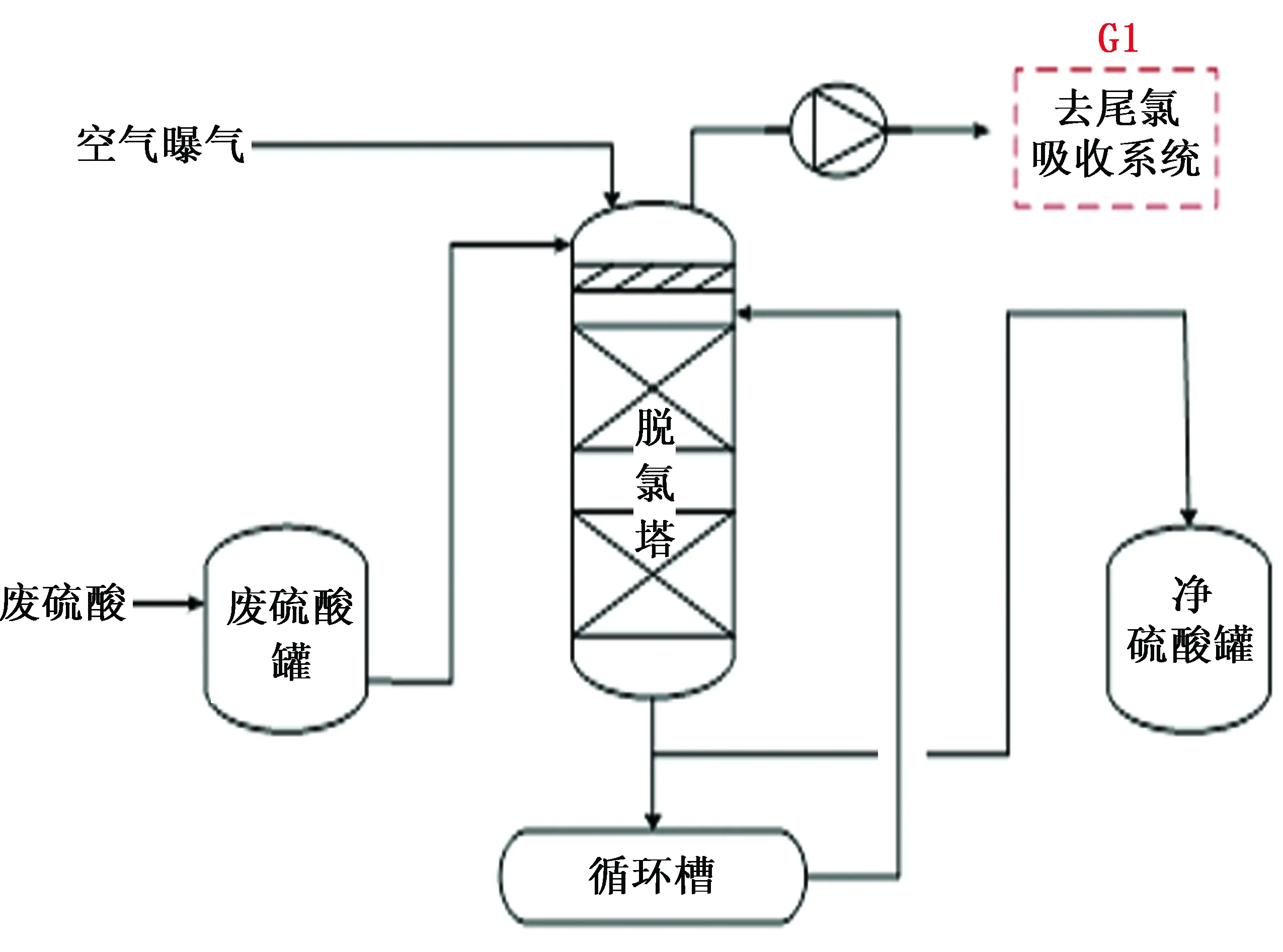
图2 工艺流程及排污节点图Fig.2 Process flow and pollution discharge points
3 稀硫酸中溶解氯气脱除方法的对比
对非氯碱企业产生废硫酸的厂家来说,大多采用以下工艺:先将废硫酸通过过滤器去除杂质,过滤后的废硫酸进入钽材蒸发器,用2.5 kPa压力的蒸汽进行浓缩,处理为93%或98%的成品酸。这种工艺方法在高温高压下进行,所需的降温减压设备多,工艺复杂,同时浓缩后的硫酸温度高,对设备腐蚀性很强,而且钽材蒸发器价格昂贵,致使此工艺投资多、能耗大、成本高、安全性能低。
对国内氯碱企业产生废硫酸的厂家来说,通常采用浓缩提纯技术处理含杂废稀硫酸,即通过不同方法将除杂后的低浓度的废酸浓缩为高浓度的商品酸进行回收利用。正在应用的浓缩技术主要有高温燃烧浓缩技术、真空浓缩过程、多效蒸发浓缩技术,但普遍存在提纯、浓缩处理设备投资巨大,运行管理成本高,适用性差,费效比低等缺陷。气液解吸巧妙的利用气液解吸法真空脱除废硫酸中的气相氯气,生产中不涉及能源蒸汽,使用工艺流程简单、投资省(较蒸汽浓缩法单位产品节省成本200元以上),产品满足《氯碱生产副产硫酸》(Q/ZTJ 2013—2016)[3]要求。
气液解吸法的具体操作方式有空气吹除法和密闭真空法。由于氯气属于有毒有害气体,不能直接向大气排放,所以采用真空脱除法。化工行业一般采用机械真空泵和水力喷射器提供真空力。本项目脱氯塔采用了填料塔,气液交换充分,阻力小,并具有较强的操作弹性。生产性试验证明:机械真空泵与泡罩解吸塔结合工艺,具有设备结构简单、流程短、操作稳定、方便、运转部件维修量小、节能降耗等优点。
硫酸沸点随浓度升高而升高,质量分数在 75%以下呈还原性(或呈中性),质量分数超过 75%呈氧化性。因此,在不同的浓度和温度下的硫酸,对相同材质的设备及容器的腐蚀程度呈不同状态。目前,国内硫酸生产和输送中最常用的是碳钢、铸铁、钢及内衬氟塑料材质设备,比较先进的是阳极保护不锈钢材质。经过测试发现:73%质量分数含游离氯废硫酸整体表现较强的氧化性,对碳钢表面具有较强的钝化效应,所以在常压储存未除氯过滤的废硫酸设备及输酸管选材时可以使用碳钢材质,但在常压下,脱氯后的稀硫酸设备及输酸管道选材时全部采用碳钢材质内衬PE防腐措施,阀门及一些管件也必须符合上述使用条件严格要求。本项目脱氯塔材质使用耐酸PVDF材质,进料泵、循环泵采用聚四氟乙烯材质。输送稀硫酸的管线及储罐,采用CPVC和碳钢材质内衬聚四氟乙烯防腐措施,从根本上解决硫酸腐蚀工艺管线及生产设备这一技术难点,其设备较为可靠。
废硫酸经真空脱析后,硫酸质量分数71%,游离氯质量分数0.01%以下,色泽透明,无氯气味硫酸,可以安全地为下游企业所利用。
4 社会效益
采用本法真空脱氯后的硫酸色泽透明,无氯气味,满足《氯碱生产副产硫酸》(Q/ZTJ 2013—2016)要求,可为黏胶化纤、化肥等多个用户使用。真空脱氯后的硫酸有利于节能降耗和减污,将给企业带来较大的经济效益,稳定企业,稳定社会,改善环境。
5 结语
随着国家对化工企业安全环保的进一步严格管控,位于城市边缘的化工企业在逐渐被市民居住小区包围的过程中,面临的安全环保和排污压力也越来越成为企业生存的硬指标。建设资源节约型、环境友好型的化工企业,实现废水的零排放,做好化工生产的安全环保工作,将是我们持续为之奋斗的目标。
华泰重化工离子膜烧碱生产的废硫酸达12 kt/a,经脱氯塔脱氯后,转化为质量分数69%以上的无害化硫酸产品,作为副产品产品进行销售。全过程实现了废硫酸的无害化(从危废变为一般工业产品)、资源化(从危废转变为氯气和硫酸)、减量化(处理后零危废),符合国家大力提倡的节能减排、资源综合利用的产业政策。