陶瓷纤维炉衬常见问题原因分析及解决方法
2022-07-27侯世英
侯世英
(中国二十冶集团有限公司,上海 201900)
当前工业炉陶瓷纤维炉衬作为一种有效的节能手段应用日趋广泛。陶瓷纤维以其密度低、导热系数小、热稳定性好及抗热震性强等优良特性,已广泛应用于冶金、石油、化工、机械、电子、建筑、轻工等行业,是耐火、保温、隔热、隔音、防火的优选材料。国内耐火纤维的应用多是将其二次制品如毡、毯、板、组合纤维块等,在现场采用层铺法、叠砌法、模块或折叠块等施工方法形成炉衬。
1 陶瓷纤维炉衬的主要结构形式
在工业炉中陶瓷纤维炉衬常见的结构形式主要有层铺式、叠砌式、模块复合结构等。
层铺式是将陶瓷纤维用于炉子内衬的最常见的施工方法,在炉子的内表面使用若干层不同等级、厚度相同或不同的陶瓷纤维毯,组合成层状结构,用耐热钢制造的锚固螺栓固定。 除工作层采用搭接方式铺砌外,其余各层采用对缝连接方式铺砌,各层间错缝铺砌,如图1所示。

图1 层铺式纤维炉衬示意图
叠砌式是将陶瓷纤维毯切成长方形, 将其对应于炉壳面成直角方向叠砌, 纤维毯的被切断的端部可露于炉内表面,毯子的宽面同炉衬厚度方向一致,并用耐热钢制做的穿钉穿入纤维毯中, 从而将其固定在炉壳上。炉顶采用叠砌式纤维毯炉衬时,利用专用胎具进行铺砌, 纤维毯人工压缩率达15%~20%,保证纤维毯工作面的平整, 可减少常规铺砌法造成的纤维毯层与层之间错台、起皱等质量通病。叠砌式纤维炉衬如图2所示。
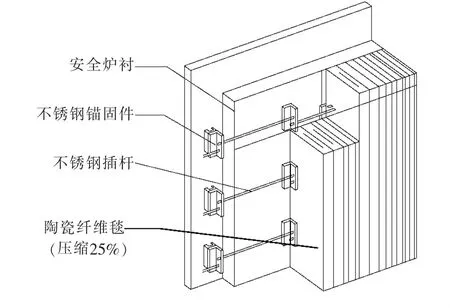
图2 叠砌式纤维炉衬示意图
纤维毯切成长条,层叠而成,或者将毯子来回折叠组合起来, 能够将所规定厚度衬里层一次施工的模块化的制品。 例如,现在当从厚度25 mm的毯上制作300 mm×300 mm×100 mm的模块时, 若将纤维毯切割成300 mm×100 mm, 逐层叠加在一起至规定层数再压缩至300 mm时,称为纤维模块;将毯子切成300 mm×25 mm的长条然后叠加至规定层数再压缩至300 mm,则称为纤维折叠块。 纤维模块和纤维折叠块如图3所示。
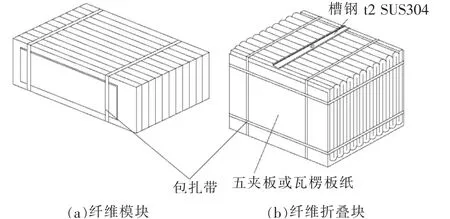
图3 纤维模块和纤维折叠块标准外形图
纤维模块或纤维折叠块作为炉衬通常使用两种安装方法:粘结法和锚固法。 粘结用的模块,用于已有炉衬的内表面的强化绝热(贴面衬砌),可用于内衬层一侧,因此可用毡或毯做坯料,层压成长方形,再用有机或无机粘结剂粘结,形成一体化。用金属锚固件安装的模块, 先要将固定模块用的耐热钢螺栓焊接在炉壳内侧钢板上,然后铺砌1~2层纤维毯作为安全炉衬, 然后用螺母穿过纤维模块将其固定于已焊接的螺栓上。
尽管陶瓷纤维炉衬优势明显,但在不同气氛、长期高温使用过程中也存在很多问题,主要如下:
(1)锚固螺栓头部及根部腐蚀;炉壳钢板内侧腐蚀。
(2)陶瓷纤维炉衬与其他耐火材料不同,表面部位的纤维毯在高温作用下受到气流冲击容易发生剥落、飞散而导致炉内环境污染;
(3)纤维制品之间有接缝,在较高温度下由于纤维的热收缩性,很容易造成贯通缝隙,接缝开裂有可能导致热量大量损失而使炉衬收缩及锚固件损坏变形,导致炉壳温度过高甚至变红。
当然,耐火陶瓷纤维还有纤维浇注料、纤维喷涂料、纤维可塑料等不定形纤维材料,但根据应用范围和使用效果来看,层铺式、叠砌式及纤维模块复合结构等作为炉衬应用更加普遍。本文仅列举了层铺式、叠砌式及纤维模块复合结构等作为炉衬在使用过程中存在的主要问题, 对产生问题的原因进行了具体分析,并提出了相应的解决方法。
2 纤维炉衬产生问题的原因分析及解决方法
通过对纤维炉衬使用过程常见的问题进行分析,主要可以归为以下几类问题。
2.1 陶瓷纤维炉衬锚固螺栓、炉壳的腐蚀问题
2.1.1 锚固螺栓头部腐蚀
锚固螺栓的腐蚀, 主要是长时间在高温下作用的结果。 目前陶瓷纤维炉衬安装用的金属锚固件基本上采用Fe-Ni-Cr三元系铁基耐热合金,主要生成的Cr2O3是高温下热力学唯一稳定的氧化物,由于其晶体结构与缺陷的存在,Cr2O3在高温下会进一步氧化,生成有挥发性的CrO3,这种反应在950 ℃以上非常快, 因此,Cr2O3保护膜的使用温度不适宜超过1 000 ℃。 它在生长过程中会产生应压力,氧也有可能通过保护膜的微裂纹向里渗透,进一步增大内应力,造成Cr2O3保护膜出现剥落。剥落后保护膜还要再一次重新形成, 几次反复后耐热合金全部被腐蚀掉, 所以一定要在锚固件的允许使用温度范围内来选择。
解决方法:
(1)改变锚固螺栓的材质,如前半部分采用陶瓷材质,与此配套固定螺母也采用陶瓷垫固定;或选用耐更高温度的材料,或选用直径更大的锚固螺栓。
(2)螺栓头部及螺母用陶瓷纤维制品保护,如用湿毡将露出在炉内的金属部分包裹起来, 使其避免直接接触炉气中的煤气, 以及采用陶瓷螺帽使锚固螺栓不暴露在炉内等方法(见图4)。
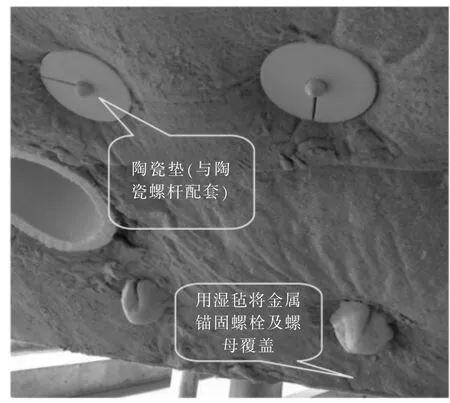
图4 锚固螺栓头部保护实物图
2.1.2 锚固螺栓根部及炉壳内侧钢板腐蚀
在燃烧重油的炉子中,重油燃烧会产生约1 500×10-6的SO2,其中约2%会转变成酸根(SO3),炉膛内的气体温度降至露点(SO3的含量为30×10-6、露点温度约为130~150 ℃)以下,由于陶瓷纤维通气性较好,炉内气氛通过纤维接触到炉壳内侧钢板时,含硫的氧化物在炉壳内侧与水分(炉内水蒸气在温度较低的炉壳内侧结成露珠)一起形成浓度较高的硫酸,不仅将炉壳内侧钢板和螺栓根部腐蚀,而且使陶瓷纤维变成黄色,其表面层可缓慢形成网状的点腐蚀。
解决方法:
将腐蚀炉壳内侧钢板和螺栓的炉气用物理方法隔断,在炉壳内侧钢板及锚固螺栓根部涂耐酸涂料,或者在炉壳上喷一层浇注料也可以起到抗腐蚀作用。 另外一个有效的方法是在靠近炉壳内侧的绝热层间铺设不透气的金属箔或采用覆铝箔针刺毯。 针对酸性气氛的炉子,在炉壳内侧会产生酸,当其浓度高时也可能侵蚀一般使用的含钙锚固件, 此时选择金属锚固件必须慎重。
2.2 炉衬表面纤维毯产生剥落、飞散
重质不定形耐火材料剥落是热震性出现后,其抗热震性差所致。陶瓷纤维炉衬表面的粉化剥落,与其有一定相似之处。耐火材料在高温使用过程中,长时间和温度变化使其内部显微结构也在不断变化,发展到一定程度必然伴有形状的变化, 造成母体一定程度的变化,耐火纤维也是这样,虽然其抗热震性较好,但会失去弹性并出现较大的收缩。
陶瓷纤维在低温下应力未释放仍能保持其不定形态或非晶态,不产生收缩。 在高温下由于应力的释放、析晶与结晶、晶粒长大等因素的影响,耐火纤维开始释放应力的同时也伴随着析晶,或由玻璃态转变为结晶态时,才会产生收缩。 陶瓷纤维在生产应用中的损坏原因是长时间在高温下加热, 纤维发生析晶,晶粒长大和晶相转变而出现的收缩,一是造成纤维杆自身断裂粉化, 二是产生收缩形成纤维制品间隙扩大,火焰窜入后烧坏炉壳、锚固件而使结构破坏。
解决方法:
在设计高温炉衬时应首先要考虑选用陶瓷纤维的安全使用温度,使用部位的温度要经过严格计算,选材时留有余地, 还必须充分考虑加热使用的燃料种类、炉内气氛条件、环境条件等因素,选择合适的防护方法, 如采用强度高、 耐气流冲刷性能好的材料,使陶瓷纤维作为炉衬可以获得长期稳定的特性。陶瓷纤维炉衬表面可以采取防护技术, 主要有不锈钢衬板防护、表面喷涂固化剂、陶瓷纤维板防护、贴面防护、硅铝布防护、多晶纤维毯防护等技术,以防止剥落物、飞散物污染炉内环境。
2.3 炉壳外表温度过高
对于陶瓷纤维炉衬而言, 炉壳外表温度高于设计值是一种常见的问题。 炉壳温度高的原因主要是采用高导热性的金属锚固件、 无机质的粘结剂以及纤维间的接缝开裂等几个因素。 另外一个主要原因是炉墙内部的对流传热, 陶瓷纤维制品具有90%以上的气孔率,透气性很高,因此与其他炉衬材料不同的是,炉内气氛处于容易进出的状态。因此在炉内强制对流或者炉内压力高的时候, 就容易引起炉壳温度上升。
解决方法:
(1)对导热性良好的金属锚固件,可以改变材质,如前半部分采用陶瓷材质,与此配套的固定螺母也采用陶瓷垫固定; 或螺栓头部及螺母用陶瓷纤维制品保护, 如用湿毡将露出在炉内的金属部分包裹起来。
(2)增加炉衬厚度,采用透气性低的绝热材料,为了抑制对流侵蚀, 可在靠近炉壳内侧的绝热层间铺设不透气的金属箔或采用覆铝箔针刺毯。
(3)采用透气率较低的材料,如作为靠近炉壳的隔热层采用岩棉等,但为了抑制炉墙内的对流传热,可用透气率低的材质如硅酸钙板等。
(4)陶瓷纤维炉衬接缝开裂,主要是模块式炉衬和叠砌式炉衬, 向炉内侧重叠组合的接缝容易产生开裂。当接缝开裂并扩展到一定程度后,支撑炉衬的金属支撑件会变形,炉壳也会变红,可能成为安全隐患而且影响炉子正常使用。 炉衬安装时必须加强质量管控,严格按照施工工艺操作,炉子使用过程中及时对炉衬进行检修维护,下文将重点阐述。
2.4 纤维炉衬接缝开裂引起的锚固件变形、炉壳变红
用陶瓷纤维制品施工的炉衬,不论是层铺式、叠砌式还是模块复合结构, 都同过去的耐火砖结构或浇注料、耐火可塑料的结构不同,叠砌式、模块式的纤维炉衬在制作安装时不可避免受到一定程度的挤压,在受力的过程中,纤维制品会产生变形,并具有一定的内应力。 这种内应力在炉子生产前和生产过程中都要释放, 在内应力释放过程中纤维制品发生开裂。如使用温度超过纤维本身的析晶温度,纤维会失去弹性,其应力也随之消失。不论是制作安装原因还是纤维自身特性, 长时间高温作用都会导致纤维在体积上的收缩,表现在模块单元间接触缝隙加大,高温工作面由于长时间受热, 先从工作面接触缝裂开成锥形,火焰开始接触内两侧纤维,这样两侧纤维又成了工作面。 纤维的收缩方向总是与火焰方向垂直相反内向,收缩缝越来越大,最终导致火焰容易从此处窜入,使锚固件变形、炉壳钢板氧化烧损严重。
用陶瓷纤维作为炉衬可以获得长期稳定的特性, 在较高温度下操作炉子的最大问题是如何防止陶瓷纤维炉衬裂缝收缩。
(1)对于层铺式纤维炉衬,施工过程质量控制是关键。
如某立式连续退火炉其炉衬多采用层铺式耐火纤维结构,炉衬厚度200~300 mm,多采用不同温度等级的8~12层25 mm厚耐火纤维毯层铺而成。
由于纤维结构层数多、等级不同,多采用横向铺砌法并且每层平台铺砌时要一次完成, 受到炉内外平台空间制约,堆放的成卷的纤维毯由于颜色、厚度相同,使用过程中极容易混淆。铺砌过程中不论采用横向铺砌还是纵向铺砌, 对于每段炉衬接缝处理时总存在不同程度的问题,如纤维等级混淆、内外层错缝尺寸不够、对接不够严密等。
施工过程中采取的技术措施包括:在陶瓷纤维毯表面喷涂温度等级字样或在成卷端部按温度等级喷涂不同颜色油漆做出标识, 铺砌时严格按照设计要求逐层铺砌,确保不同等级的纤维毯正确使用;纤维毯铺砌时应减少接缝,且错缝铺设,各层间错缝不少于100 mm;隔热层可采用对缝连接,受热面层接缝应搭接,搭接长度不少于100 mm;纤维毯在对缝处应留有余量以备压缩;在炉墙转角或炉墙与炉顶、炉底连接处,纤维毯应交错相接,不得内外通缝;遇孔洞部位加工时,切口尺寸应小于实际尺寸;紧固锚固件时,应松紧适度等等。
(2)对于叠砌式和纤维模块复合结构,选择正确的材质和压缩比,加强施工过程质量控制,生产运行及时维护。
陶瓷纤维叠砌式和纤维模块复合结构选材时,除满足最重要的温度条件, 还要考虑炉内烟气条件和经济效益等方面的要求, 以获得最佳的应用节能效果。 选用陶瓷纤维制品的分级温度应高于炉内设计温度至少100 ℃以上, 纤维制品只有在低于分级温度100~200 ℃以下使用方能保持纤维类材料的优良的使用性能和较长的使用寿命。
陶瓷纤维叠砌式和纤维模块的体积密度对导热系数影响较大, 纤维压缩比一般约为20%~25%,模块最佳体积密度为180~240 kg/m3,如果小于该值,其抗冲刷性和抗侵蚀能力将降低,而高于该体积密度,在纤维模块制作过程中, 纤维被折断的可能性大大增加, 同时固态纤维本身形成一个通道使传热量增大,气孔率降低从而导致导热系数增加。
施工时对于安全炉衬即叠砌式和纤维模块的背衬更应重视, 一般安全炉衬采用两层纤维毯层铺式铺设,层与层之间接缝应错开,错缝不少于100 mm;对缝连接严密。锚固件焊接过程应保证位置精确,焊接牢固。
对于叠砌式纤维炉衬, 采用粘结剂在其表面贴砌一层模块, 表面再涂刷一遍高温涂料或表面固化剂,也可以起到抑制纤维裂缝的作用。
对于采用兵列式排列的纤维模块(见图5),不同排之间必须用相应材质的补偿纤维毯对折、 压缩挤紧后塞入。当用于炉顶时,补偿纤维毯还要用耐热不锈钢“U”形钉进行固定以防止其脱落。
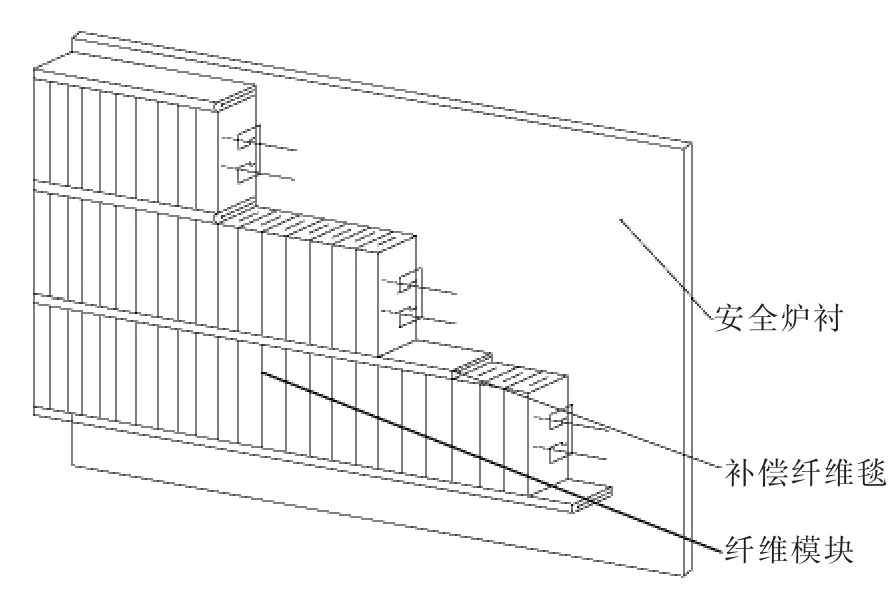
图5 兵列式排列纤维模块示意图
对于采用拼花地板式排列的纤维模块(见图6),为保证模块区域安装密实度, 局部应加垫同材质的纤维毯, 其折叠后的尺寸比加垫区域的尺寸稍大约5~10 mm,折叠纹朝向炉内工作层。

图6 拼花地板式排列纤维模块示意图
不论对哪种排列方式的纤维模块和叠砌式炉衬,安装结束后应及时检查纤维炉衬的密实度,若密实度不足或空隙较大时应立即进行补偿毯的填塞;在纤维模块或叠砌式纤维表面涂刷配套的高性能的涂料或表面硬化剂, 也可以有效防止纤维炉衬裂缝的产生。
对普通的陶瓷纤维炉衬, 侧墙转角、 侧墙与炉顶、 炉底的连接或与其他耐火材料连接的部位出现问题较多,这些部位不能有直通缝,必须采用交错相接并密实。
总之,陶瓷纤维炉衬由于其机械强度极小,易遭受工件的碰撞、刮伤等等,也容易受到碱蒸汽等的化学侵蚀。 若致密的耐火材料受到损伤, 只仅限于表面,而陶瓷纤维的损伤则大得多,因此陶瓷纤维衬砌的炉子必须高度重视安装质量及运行维护过程的修补。炉衬施工时必须严格按照工艺要求施工,质量控制必须贯穿于施工全过程, 发现问题及时处理和修复。在多数情况下纤维炉衬接缝开裂出现的较早,因此炉子烘炉生产操作开始后, 最晚一个月内就要对炉衬进行检查修补。此后,除发现纤维炉衬有裂缝及时进行填塞处理外, 基本不需要对炉衬进行长期的连续修补。
3 结语
综上所述, 陶瓷纤维炉衬已成为目前炉衬发展的一种趋势,代表着工业炉现代化发展的水平,陶瓷纤维炉衬的正确采用与否, 直接决定着炉子的使用效果、产品质量和产量,在设计、选材、施工及生产时应充分考虑文中提出的问题及解决方法, 使陶瓷纤维炉衬的性能最优化, 真正能高效生产高质量产品并发挥好节能降耗作用。
