钛基骨螺钉表面二氧化钛纳米管涂层的制备及力学性能
2022-07-26刘飞海几哲单春龙郑用林王浩
刘飞,海几哲, ,单春龙,郑用林,王浩
(1.新疆大学机械工程学院,新疆 乌鲁木齐 830000;2.机械制造系统工程国家重点实验室,陕西 西安 710000;3.新疆医科大学第六附属医院,新疆 乌鲁木齐 830000)
Ti6Al4V具有良好的力学性能、抗疲劳性和生物相容性,是骨科和牙科植入物中常用的生物材料[1-2]。但作为生物惰性材料,它无法在植入早期与周围组织形成良好的骨整合。用于改善其骨整合性能的表面改性方法主要有机械法、化学法和物理法[3]。其中,阳极氧化法可以制备形貌可控的二氧化钛纳米管(TNTs)涂层,避免了表面形貌不可控对生物相容性和力学性能的影响[4-6]。目前对 TNTs的研究多集中于钛箔表面,围绕TNTs的制备方法[7]、形成机理[8]、力学性能[9]及生物相容性[10]来展开,而关于在曲面或者复杂表面上TNTs方面的研究以及针对植入物表面TNTs涂层植入体内后的机械完整性的研究鲜有报道。
阳极氧化膜的形貌在很大程度上取决于种植体的表面形状和结构[11]。相较于在钛箔上进行阳极氧化,由于具有尖锐曲面的植入物的几何形状不同,改变了阳极氧化的强度和优先级,导致种植体表面不同部位TNTs的形貌有差异,因此在具有尖锐曲面的骨科和牙科植入物表面进行阳极氧化处理更具有挑战。Gulati[12]和Liao[13]等研究发现,相较于在钛箔表面制备的TNTs涂层,在曲面上制备的涂层的机械稳定性较差。
由于植入物植入人体后会受到机械应力的作用而导致TNTs涂层出现分层和剥落[7],其产生的碎片会引起免疫反应,严重的将导致植入失败。为避免TNTs涂层剥落,Yu[14]、Xiong[15]等分别通过制备致密氧化物层和减小内应力的方法来提高膜基结合强度。Friedrich等[16]对松质骨螺钉表面的TNTs涂层在旋入和拧出后的完整性进行了有限元分析,发现管长小于2 μm的TNTs涂层在旋入和拧出后可以保持其结构的完整性。Arkusz等[17]在椎弓根螺钉表面制备了1.5 μm厚的纳米管状涂层,在旋入后纳米管涂层的厚度减小了0.2 μm,相较于致密的氧化层,纳米管状的涂层具有更好的机械稳定性。上述研究表明纳米管长度小于2 μm的TNTs涂层具有较好的机械稳定性,而且相较于两次阳极氧化制备的 TNTs涂层,一次阳极氧化法制备的TNTs呈簇状分布,管口发生了破坏。
本文通过阳极氧化法在骨螺钉表面制备了结构优化的 TNTs涂层。首先利用两次阳极氧化法在老化电解液中制备了具有较好机械稳定性的 TNTs涂层,然后在磷酸电解液中制备致密的氧化物层,以提高膜基结合强度,并研究了不同氧化电压下所得TNTs涂层的力学性能、微动摩擦磨损性能以及机械稳定性。
1 实验
1.1 试样的制备
1.1.1 预处理
在Ti6Al4V(TC4)医用级兽医用自攻螺钉(直径3.2 mm,长度26 mm)上制备TNTs涂层。首先依次用去离子水、丙酮和无水乙醇在KQ-700DE超声清洗机中超声清洗,每次10 min,干燥后将试样放入由硝酸、氢氟酸和水按体积比1∶1∶3配成的混合液中30 s以去除表面氧化层,用去离子水冲洗试样表面残留的腐蚀液后吹干待用。
1.1.2 阳极氧化法制备TNTs涂层
阳极氧化采用双电极体系,首先采用含有 0.3%(质量分数)NH4F和 3%(体积分数)去离子水的乙二醇溶液,试验温度25 °C,氧化电压40 ~ 60 V,氧化时间30 min,实验过程中用Victor70c电流表记录电流的变化。第一次阳极氧化后的骨螺钉放入1 mol/L硝酸中超声15 min,然后进行第二次阳极氧化,实验时使用老化电解液(已经使用过5 h的电解液)。将第二次阳极氧化后的骨螺钉放入3%(质量分数)的磷酸溶液中,在60 V电压下阳极氧化3 min,整个实验过程中通过电解槽下端的DF-101S磁力搅拌器保持电解液中的成分均匀以及快速散热。在阳极氧化结束后,将试样取出并迅速用大量去离子水冲洗,然后吹干待用。在40、50和60 V阳极氧化电压下制备有致密氧化物层的TNTs试样分别记为TNTs-40、TNTs-50和TNTs-60,未制备有致密氧化物层的TNTs试样分别用N-TNTs-40、N-TNTs-50和N-TNTs-60来表示,未制备TNTs涂层的TC4试样作为对照组。
1.1.3 退火处理
将阳极氧化样品放入GSL-1600X管式炉中加热,升温速率为5 °C/min,并在500 °C下保温2 h,降温速率为 5 °C/min。
1.2 试样的表征
1.2.1 表面形貌
利用 JSM-6701F 型冷场发射扫描电子显微镜(SEM)观察阳极氧化纳米管的微观形貌,使用JSM-5601LV型扫描电子显微镜观察拧入后螺钉的表面形貌。
1.2.2 TNTs涂层的力学性能
在室温下采用Anton Paar NHT3型纳米压痕仪的Berkovich金刚石压头测量TNTs涂层的硬度和弹性模量,以Oliver-Pharr法进行数据分析。
1.2.3 微动摩擦磨损性能
微动磨损试验在SRV-IV微动摩擦磨损试验机上进行,采用球/平面接触方式,摩擦配副材料为直径10 mm的GCr15轴承钢球(其显微硬度为680 HV),接触表面以模拟体液润滑。试验在室温(25 ℃)下进行,相对湿度20% ~ 30%,接触载荷10 N,微动距离100 μm,微动频率5 Hz,循环6 000次。
1.2.4 骨螺钉拧入测试
首先用2.5 mm的钻头钻孔,由于骨螺钉为自攻螺钉,因此并未攻丝。然后用扭矩螺丝刀(TW-260-17)以0.8 N·m的力矩将骨螺钉拧入新鲜的猪胫骨,直至骨螺钉从胫骨另一边拧出。拧入力矩根据Friedrich的实验数据[16]来确定,将其单侧拧入力矩的两倍作为双皮质骨拧入时的力矩。使用定力矩螺丝刀确定拧入的力矩。将骨螺钉取出后用无水乙醇和去离子水冲洗并吹干,为避免破坏涂层,未采用超声清洗。
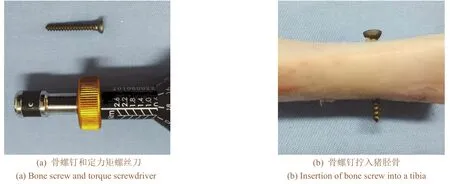
图1 骨螺钉拧入测试用具Figure 1 Bone screw insertion testing device
2 结果与讨论
2.1 复杂形貌TNTs涂层制备过程的工艺控制
从图2a中可以看出,阳极氧化法制备二氧化钛纳米管可以分为3个阶段。在阳极氧化的第一阶段,氧化膜生成,氧化膜具有低电子传导性和高离子传导性[18],此阶段离子电导占主导。根据式(1),随着氧化膜厚度的增加,离子电流Jion呈指数下降,总电流下降。在第二阶段,随着氧化膜厚度的增加,如式(2)所示,电子电流Je呈指数增加。当氧化膜厚度到达临界厚度时,电子电流成为主要的导电方式。随着电子电流的增大,氧气析出的可能性增大,在阴离子污染层下的氧气泡开始形成并逐渐扩大。第三阶段,由于氧气泡破裂,电解液进入氧气泡破裂后形成的空腔提高了电化学蚀刻的速率,氧化膜的厚度增大,电流减小。随着反应的进行,电化学蚀刻和腐蚀速率逐渐达到平衡状态,氧化层的厚度稳定,电流也趋于平稳。
图2b为恒压条件下在磷酸电解液中制备致密氧化物层的电流密度-时间曲线。在第一阶段,随着氧化层厚度的增加,电流密度呈指数下降。第二阶段中,随着离子电流的降低,氧化膜的厚度基本不再变化,而较小的电子电流无法支持氧气泡的生长,因此形成了致密的氧化物层。
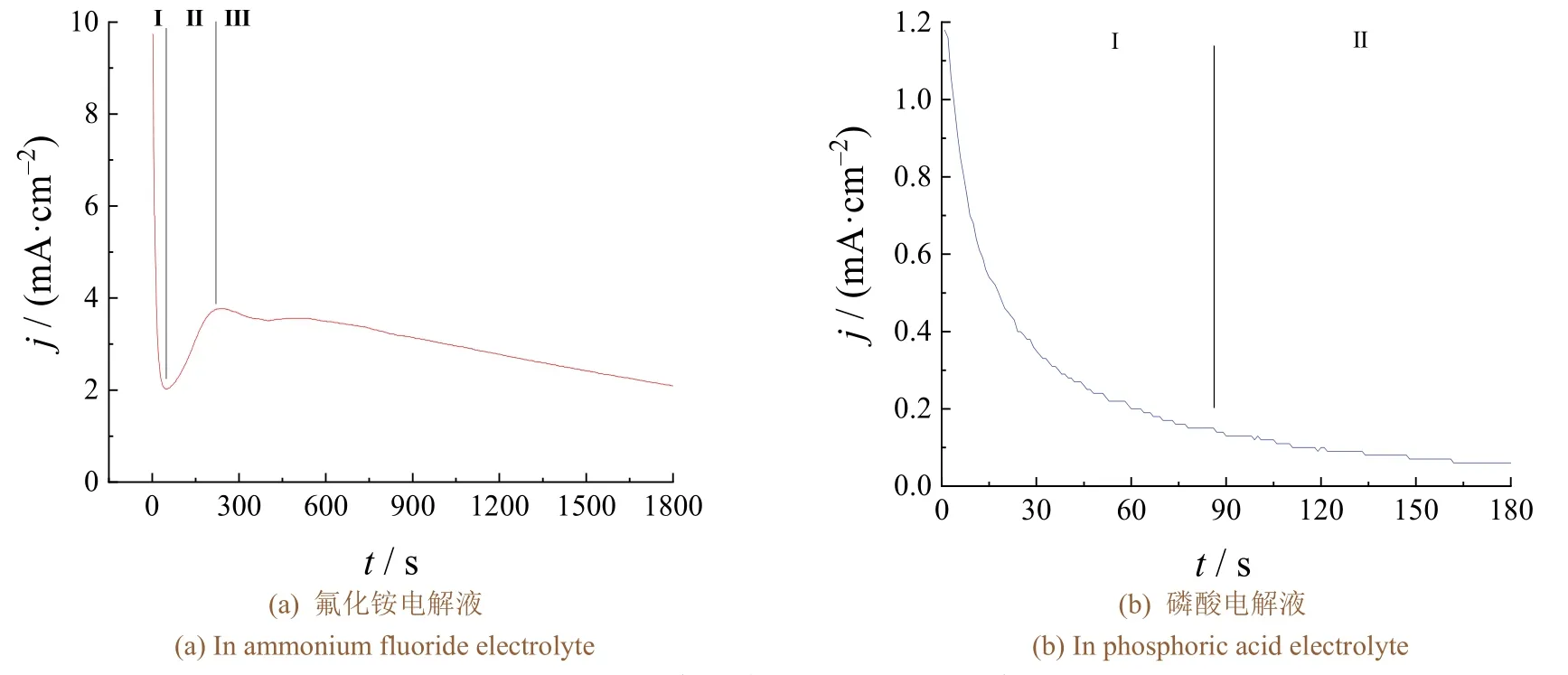
图2 TNTs制备过程的电流密度-时间曲线Figure 2 Current density vs.time curves during preparation of TNTs


其中A、B是与温度相关的常数,d是氧化膜的厚度,E是电场强度,U是阳极氧化电压[19],J0是初始电子电流密度,α是碰撞电离系数。
2.2 TNTs涂层的表面形貌
从图3可见,在磷酸中进行额外阳极氧化后,TNTs底部与钛基底界面处形成了厚度为130 ~ 150 nm的致密氧化物层,其存在屏蔽了界面处水溶性富氟层[14]对结合强度的影响,提高了TNTs与基底的结合强度。

图3 TC4阳极氧化后的截面形貌Figure 3 Section morphology of TC4 after anodic oxidation
从图4中可以发现,TNTs之间并未出现分离,而是紧密连接在一起。这主要是由于电解液中水含量较少,氟离子的腐蚀作用较弱。当阳极氧化电压为40 V时,纳米管的管壁较厚,随着阳极氧化电压的增大,纳米管管壁逐渐变薄。从图3中可知,经过两次阳极氧化,TNTs的管壁光滑,并未呈现出波纹状的形貌。由表1可知,随着阳极氧化电压的增大,相同的阳极氧化时间下,TNTs的管径和管长逐渐增加。产生这种现象的原因主要在于电压较低时电场强度较弱,TNTs的生成速率较低,同时电解液中氟离子的能量不高,对TNTs的腐蚀速率也维持在较低的水平,因此在40 V电压下得到的TNTs的管径和管长均较小。随着阳极氧化电压的增大,TNTs的生成和腐蚀速率也逐渐增加,TNTs的管径和管长也相应增大。
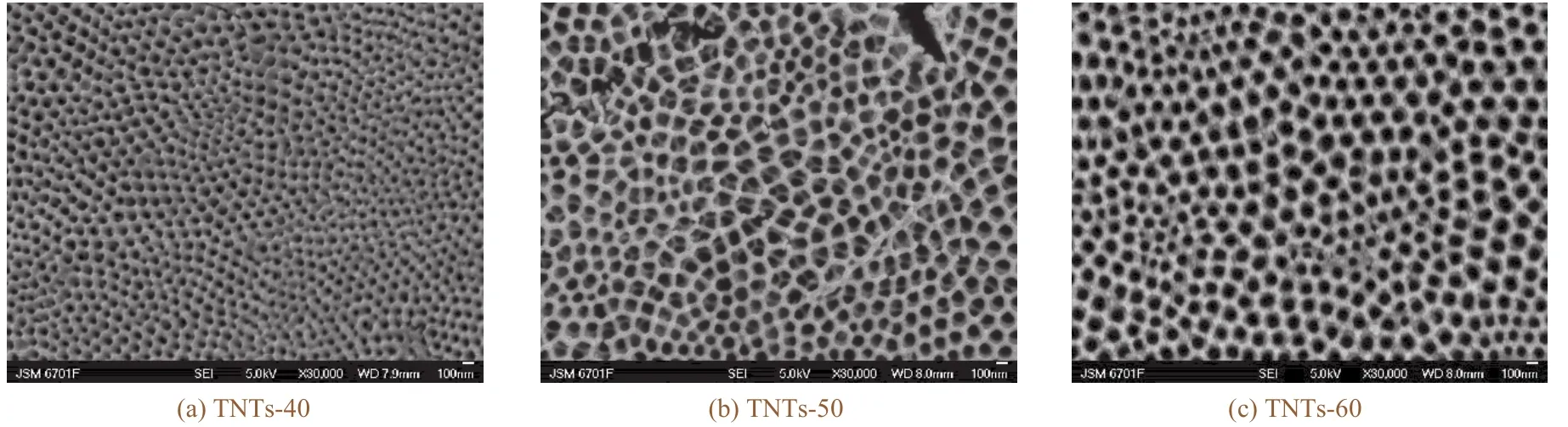
图4 不同电压下阳极氧化后TNTs涂层的表面形貌Figure 4 Surface morphologies of TNTs coatings after anodic oxidation at different voltages
2.3 TNTs涂层的力学性能
从表2可知,随着氧化电压的升高,TNTs的管径增大、管壁变薄导致了TNTs涂层的硬度(H)和弹性模量(E)降低。因此,TNTs-40具有更高的抵抗破坏的能力,即具有更好的机械稳定性,并且较高的硬度也令其具有较好的耐磨性。H/E值是评价涂层磨损性能的指标[20],TNTs-40涂层的H/E值最大,说明TNTs-40涂层的耐磨性最好。本文所制备的TNTs涂层的硬度和弹性模量均高于Xu等[9]制备的TNTs涂层,其原因是本文所制备的TNTs涂层表面致密,管壁较厚且光滑,没有呈现弹簧状的结构。

表2 TNTs涂层的力学性能Table 2 Mechanical properties of TNTs coating
2.4 TNTs涂层的微动摩擦磨损性能
当植入物植入人体后,植入物与骨组织之间弹性模量的差异导致两表面之间存在微动。因此对不同试样的微动摩擦磨损性能进行了研究。如图5所示,与制备有TNTs涂层的磨痕形貌相比,TC4合金在微动磨损后表面存在由磨粒磨损而形成的犁沟。而制备有 TNTs涂层的表面在磨痕的中心区域有第三体层存在。在交变应力作用下,TNTs涂层破碎后形成了磨屑,经过反复的碾压而形成第三体层。第三体层的存在可以避免两接触面直接接触,减轻材料表面的损伤。另外,交变应力也令亚表层的微小裂纹扩展到表面,导致第三体层出现片状剥落。在图5b、5c和5d中可以观察到裂纹及第三体层的剥落。还有,在磨损表面存在短而浅的由磨粒磨损形成的平行于微动方向的犁沟。由于微动磨损过程是在模拟体液环境中进行的,模拟体液的存在加快了磨屑的排出,因此在磨痕表面并未有大量的磨屑存在。
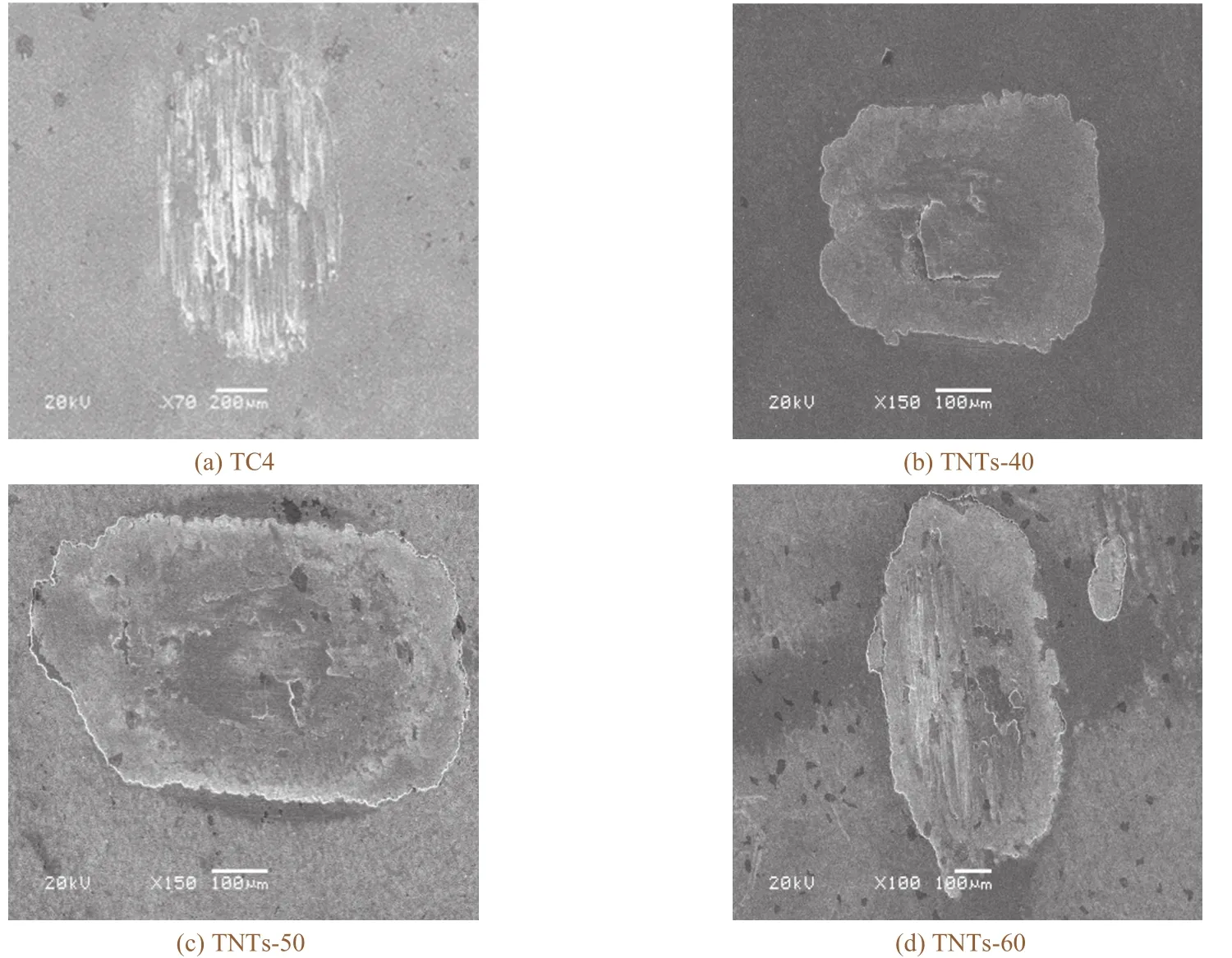
图5 微动磨损后试样的表面形貌Figure 5 Surface morphologies of different samples after fretting wear
图6为磨损表面的二维轮廓。TC4磨痕表面为“V”形,而制备有TNTs涂层的磨痕表面近似为“U”形。应该是第三体层的存在令磨痕变浅且表面较为平整。但是随着第三体层片状剥落形成磨屑,在第三体层剥落的位置出现犁沟(见图6d),试样的磨损加剧。磨痕深度测量的结果表明,TC4合金的最大磨损深度为6.99 μm,TNTs-40试样的磨痕深度最小(最大只有2.82 μm),与前者相比降低了59.66%。
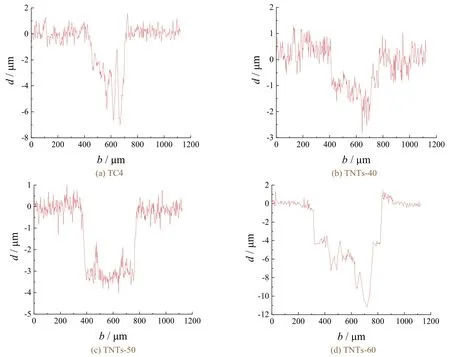
图6 微动磨损后磨损表面的二维轮廓Figure 6 Two-dimensional profiles of coating surfaces after fretting wear
2.5 骨螺钉拧入测试
对制备有氧化物阻挡层的TNTs涂层以及传统阳极氧化法制备的涂层进行拧入-旋出实验,验证膜基结合强度的提高对涂层机械稳定性的影响。拧入过程中会听到“吱吱”的声音,这定性地说明涂层与骨表面形成了接触。
图7a、7b和7c为未制备致密氧化物层的TNTs涂层,可以观察到螺钉表面的TNTs涂层出现了剥离(标记处),而膜基结合强度提高后,TNTs涂层剥离的面积减少。由于膜基结合强度还与涂层的内应力有关,而氧化电压增大,涂层的内应力会升高[21],膜基结合强度降低。从图7中可以观察到,随着阳极氧化电压的增大,旋出后涂层剥落的面积增加。TNTs-40和TNTs-50在螺纹表面并未观察到TNTs涂层的剥落,证明了膜基结合强度的增加有助于增强TNTs涂层的机械稳定性。

图7 旋出后骨螺钉的表面形貌Figure 7 Surface topographies of bone screws after being spun out
由于在拧入过程中螺纹牙顶和牙底处所处的受力环境不同,因此对TNTs-40试样上两个不同位置处的微观形貌进行了分析。从图8b可以观察到粘附在TNTs涂层表面的骨组织。而在图8c表面出现了在拧入过程中TNTs涂层与骨组织相互接触而形成的压痕,但是TNTs涂层并未出现剥离,涂层只是被压入了一定的深度,与Arkusz等[17]在研究中观察到的现象一致。由于Ti6Al4V合金具有α相和β相,阳极氧化过程中TNTs在β相上的生长速率较低,导致两相的生长速率不一致,因此在图8中可以观察到TNTs涂层表面存在着大小不一的孔洞。
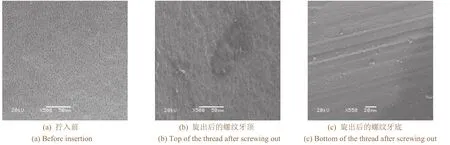
图8 拧入前后TNTs-40涂层的微观形貌Figure 8 Microstructure of TNTs-40 coating before and after insertion
3 结论
通过两次阳极氧化法,从老化电解液中制备了均匀覆盖于骨螺钉表面的 TNTs涂层,在磷酸电解液中制备的致密氧化物层均匀分布在TNTs涂层底部。对其进行测试后得到如下结论:
(1) 随着氧化电压的增大,TNTs的管径和管长增加。涂层的硬度和弹性模量随氧化电压的升高而逐渐降低。40、50和60 V电压下制备的TNTs涂层的纳米硬度分别为1.838、1.664和1.314 GPa。
(2) TNTs涂层的存在改善了TC4合金的微动摩擦磨损性能,在磨损区域形成的第三体层改善了TC4合金的耐磨性。
(3) 在模拟外科手术植入过程的实验中,所制备的结构优化的TNTs涂层有更好的机械稳定性。