小容量注射剂拉丝焦头率控制研究
2022-07-26左群芳
左群芳
(江苏奥赛康药业有限公司,江苏 南京 211100)
在小容量注射剂产品中,有诸多因素会影响产品的质量和收率,其中灌封过程中的破口瓶对药品的质量和产量都有影响,所以对小容量注射剂拉丝焦头率控制的研究非常重要,既可以节约生产成本,又可以提高产品的质量。
1 问题描述
2020-05-03T15:00 灌封岗位人员在对灌封机的拉丝产品进行可见异物检查时,发现100 支被抽检产品中有3 支安瓿瓶瓶头有焦点。总焦头不合格品达到了700 多只,严重影响了产品的收率。
根据目前市场形势及公司的要求,车间立即组织成立攻关小组对拉丝焦头进行攻关,要求彻底解决拉丝焦头问题,坚决杜绝拉丝焦头产品流入市场。所以,笔者选择了“降低Y 品种拉丝焦头率”作为本次攻关的课题。
2 现状调查
根据公司的处理要求,车间灯检岗位人员在现场QA 的监督下对已入库的7 个批次的产品进行返工检查,检查情况如表1 所示。

表1 返工检查情况汇总表
将焦头率绘制成柱形图,如图1 所示。
分析上述4 个月生产的共8 批(批量:72 000 支/批)数据可得,Y 品种拉丝焦头不合格品在2020 年4月开始出现,且随着时间的推移,有急剧上升的趋势。拉丝焦头不合格产品影响了Y 品种的产品收率,增加了生产成本,同时人工剔除拉丝焦头不合格品后进行灯检机灯检,降低了岗位工作效率,且存在严重质量隐患[1]。
2020-05-05,公司将挑出的焦头产品收集后送往南京大学现代分析中心进行检测,检测结果为焦点物质的C、O、Na 这3 种元素的质量百分比与Y 品种药液中3 种元素的质量百分比一致。由此可知瓶头焦点物质为药液碳化。
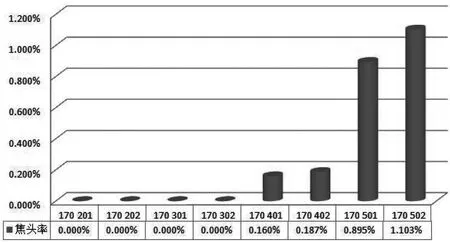
图1 焦头率柱状图
3 确定目标
本次活动的目标设定:Y 品种拉丝焦头率为0%。
目标可行性分析:由返工数据可知,2020 年2 月及2020 年3 月生产的Y 品种中未出现拉丝焦头不合格品。QC 小组成员具有丰富的实际生产经验,能正确分析、解决问题。公司分管领导及车间主任为本次活动提供所有的技术支持与资金支持。
4 原因分析
小组成员采用“头脑风暴法”,集思广益,从人、机、料、法、环5 方面对造成拉丝焦头的原因进行分析,并利用鱼刺图进行了归纳整理,具体如图2所示。
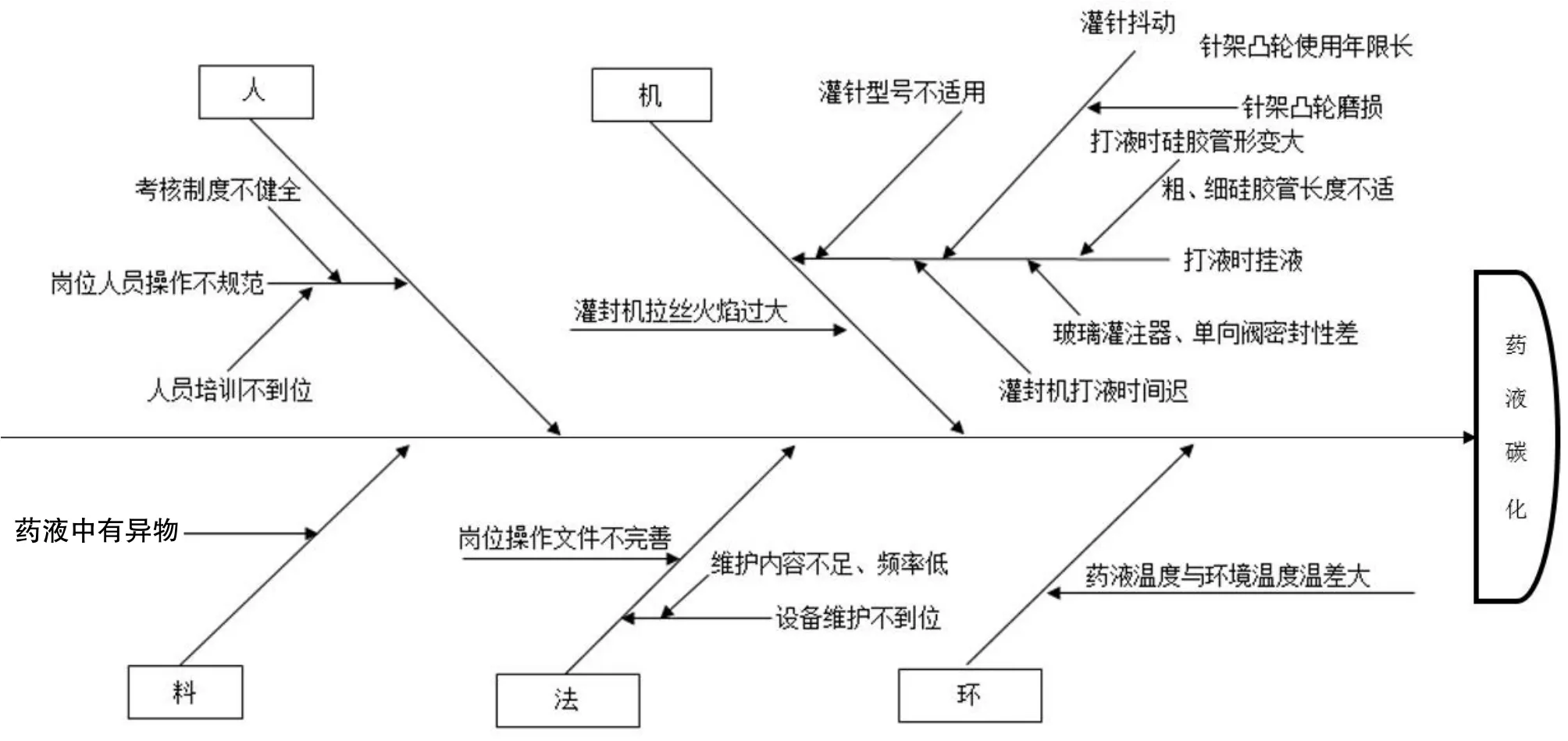
图2 原因分析鱼刺图
5 要因确认
根据鱼刺图分析了共12 条末端因素,并对末端因素进行分析,要因确认如表2 所示。
根据分析可以看出,造成拉丝焦头的要因为针架凸轮使用年限长,灌封机打液时间迟,玻璃灌注器、单向阀密封性差,粗、细硅胶管长度比不合适[2-3]。
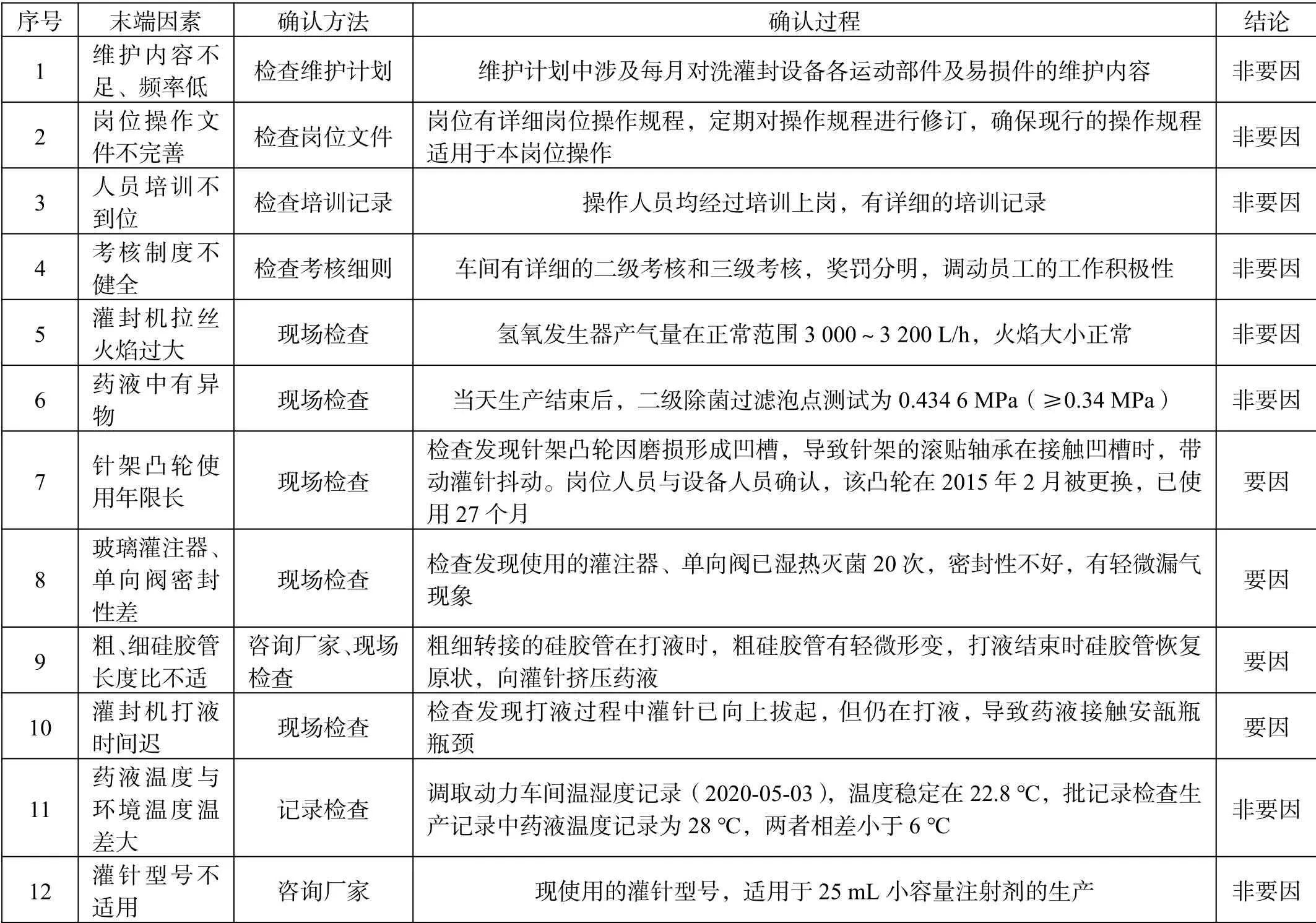
表2 要因确认表
6 制定对策
更换针架凸轮,并对凸轮及滚贴轴承进行润滑。对主轴打液时间进行调整,紧固主轴上各凸轮位置。更换新的玻璃灌注器及单向阀,使用前检查玻璃灌注器及单向阀密封性。增加细管长度,缩短粗管长度。 要因对策如表3 所示。
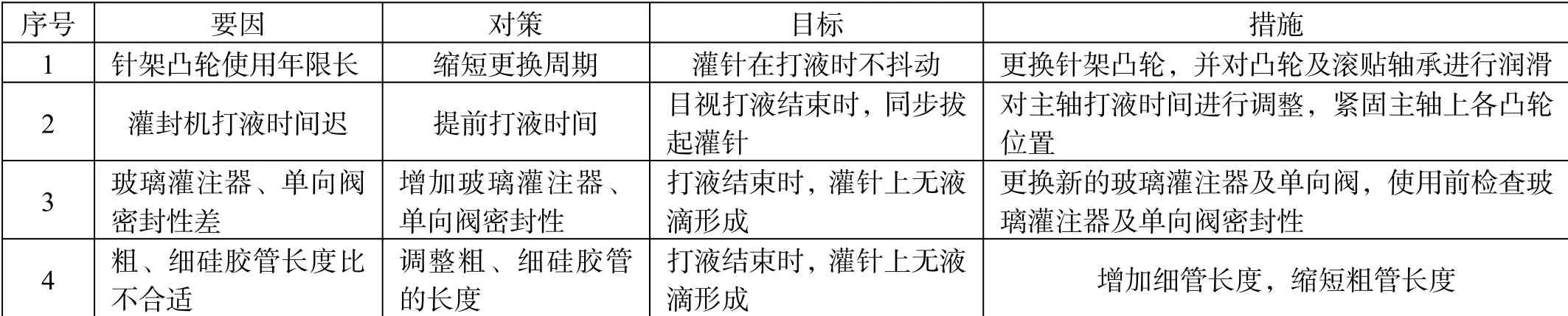
表3 要因对策表
7 对策实施[4-5]
7.1 更换针架凸轮,并对凸轮及滚贴轴承进行润滑
实施过程:经供应部加急申购针架凸轮,在设备部的协助下于2020-05-20 对针架凸轮进行更换。
实施效果:更换后试机时灌针在打液时无抖动现象,达到预期效果。
7.2 对主轴打液时间进行调整,紧固主轴上各凸轮位置
实施过程:2020-05-20 在设备部的协助下调整打液凸轮与主轴位置,调整打液时间,缓慢开机运行,目测打液结束时同步拔起灌针,停机紧固打液凸轮位置。
实施效果:试机时岗位人员及设备员对调整后的打液时间进行目视检查,打液结束时拔起灌针,达到预期效果。
7.3 更换新的玻璃灌注器及单向阀,使用前检查玻璃灌注器及单向阀密封性
实施过程:2020-06-25,岗位人员在准备2020-06-28 生产Y 品种时所用的工器具时,将该品种所用的所有玻璃灌注器及单向阀进行更换,做预清洗处理,并在清洗结束后,向浸在注射用水中的玻璃灌注器及单向阀通入洁净压缩空气,检测其密封性。
实施效果:经检测压缩空气发现,新更换的玻璃灌注器及单向阀均无泄漏处:玻璃灌注器器壳与器芯连接处无气泡溢出;单向阀由出液端向进液端通入洁净压缩空气,进液端无气泡溢出,玻璃灌注器、单向阀密封性良好,模拟灌装(使用单管连接,不进行粗、细硅胶管转接)过程中打液结束时观察灌针针头处无液滴形成,达到预期效果。
7.4 增加细管长度,减少粗管长度
实施过程:2020-06-18—2020-06-20,小组成员在201 车间Q 区通过模拟实验(使用陶瓷泵)寻找粗、细硅胶管的最优长度。
实施效果:经过对粗细硅胶管长度的修改,选择最优长度(粗硅胶管5 cm、细硅胶管30 cm)进行模拟灌装实验,实验过程中观察打液结束后,灌针针头处无液滴形成,达到预期效果。
8 效果检查
实施上述对策后,统计2020-06-29—2020-09-04共8 批次生产数据,通过8 个批次生产数据可以看出拉丝焦头数已成功降低至0%,对策实施有显著效果,并达到预期目标。实施对策后焦头数统计如表4 所示。

表4 实施对策后焦头数统计
本次活动的预期目标实现,不仅增加了Y 品种的产品收率,降低了生产成本,同时提高了各岗位工作效率,且能有效保障患者的用药安全,减少了社会资源的占用。
9 巩固措施
《201 车间预防性维护记录》中明确了针架凸轮的更换周期为每18 个月更换1 次,每月检查固定螺丝是否松动。在《201 车间工器具清洗灭菌岗位标准操作规程》中明确了Y 品种的灌封用硅胶管白芯单向阀至转接端子(粗)5 cm,转接端子至灌针(细)30 cm。《201车间工器具清洗灭菌岗位标准操作规程》中明确了玻璃灌注器及单向阀的更换周期为每灭菌15 次后更换,并规定玻璃灌注器及单向阀在使用前必须经过密封性检测。
针对修订后的《201 车间工器具清洗灭菌岗位标准操作规程》,由培训专员组织车间相关岗位人员进行培训。经上述巩固措施实施后,统计2020-10-27—2021-01-04 共8 批次生产数据,分析8 个批次的数据可得,经有效实施上述活动措施及巩固措施,成功有效地将拉丝焦头率控制在0%,完成了本次活动设置的目标,成功解决了Y 品种的拉丝焦头问题[6]。
10 心得体会
通过此次对焦头率的控制,笔者对质量管理有了更深刻的理解。灌封岗位作为整条生产线的核心岗位,直接关系到药品质量。因此对于灌装产生的每只不合格品,都得从源头找出原因,不放过每个可能给药品质量带来影响的细节,这正是对真知的最好体现。要保障品质合格,务必以信仰、信念、信心铸造精神的力量,拥有想干事、敢干事、会干事、干成事的实干精神,踏踏实实时刻不忘肩负的工作责任。
