Q235A钢表面TIG堆焊铜合金的组织和性能研究
2022-07-26刘永玲查开旭毛文涛丁永金舒宝盛
0 前言
Q235A钢容易冶炼,工艺性好,价格低廉,能够满足一般工程结构及普通零件的要求,然而由于Q235A钢表面硬度低、耐腐蚀性差等缺点限制了其在更多领域的应用
。大量的生产实践表明,Q235A钢不但会在酸性以及中性的介质中发生电化学腐蚀,而且在碱性介质中耐蚀性也较差,在高温浓碱中耐腐蚀性更差
。并且Q235A钢在潮湿环境中也容易腐蚀形成FeOOH,FeOOH疏松多孔,容易产生腐蚀和磨损的交互作用,这种腐蚀交互作用可使磨损的速率增大几十倍。
近年来随着对表面高硬度、耐磨、耐腐蚀,内部保持良好塑韧性材料的研究,表面改性技术获得了很好的发展和应用,已成功用来提高工程零部件、航空零件、运动器材等的耐磨性和硬度
。气体钨极氩弧焊(TIG)是一种较方便的表面改性方法。TIG堆焊是在惰性气体保护下,利用钨电极与工件间产生的电弧热熔化母材和填充焊丝 (如果使用填充焊丝)的一种焊接方法
。经多次试验表明,该冶金结合方法可得到无裂纹的熔覆层。
铜基合金具有良好的耐蚀性、导热性及耐粘着磨损性,广泛应用于石油、石化、机械、矿山等领域。然而,其强度低于钢铁材料,价格比一般钢铁材料昂贵,并且在有些场合很难甚至无法满足工程实际的要求,往往需要材料结构兼有铜与钢的性能
。在石油化工、航空航天和兵器制造领域便有了在钢基体表面堆敷铜合金层,在保证钢材性能的同时,兼有了铜的导电导热性能
。一般在堆焊过程中不仅要求堆焊层与基体实现冶金结合,有较高的结合强度,而且要求很低的稀释率。熔池的金属凝固过程直接影响堆焊层的组织结构和力学性能
,该过程包括传热、流体、化学反应等复杂现象。一些研究表明,熔覆层复杂的微观结构是提高耐磨性和硬度的关键因素
,因此有必要对熔覆层微观组织进行研究。本研究在Q235A钢板表面用CuSi
铜合金焊丝进行堆焊试验,并分析了堆焊层的组织和性能。
(2)分区内施工顺序: 清挖施工受码头影响较大,计划先配合总包方拆除码头。开工后先开挖港池,将高于-5.0m标高的淤泥开挖到-5.0m(考虑600吨吊船吃水),再清挖码头附近区域(码头前后5米区域及箱内回填料),码头拆除后再同时清挖码头后方区域及基槽、港池区域。
1 试验材料及设备
1.1 试验材料
本次试验母材采用4块Q235A钢板,钢板尺寸400 mm×70 mm×3.8 mm,其主要化学成分及力学性能见表1和表2。试验用焊接材料为CuSi
铜合金焊丝,焊丝直径为0.8 mm,主要化学成分见表3。



1.2 试验设备
用2号、12号和18号堆焊试样制作成金相试验样品,采用扫描电镜观察焊缝断面微观形貌。图2所示为焊缝试样横截面宏观照片,图3所示为12号试样母材及热影响区金相组织。从图2和图3可以看出,作为亚共析钢,母材的组织主要由铁素体和珠光体组成。粒状的珠光体弥散分布在比较粗大的铁素体晶粒中间。而热影响区组织经历过回复(新的无畸变晶粒出现之前所产生的亚结构和性能变化阶段)、再结晶(出现无畸变等轴新晶粒逐步取代变形晶粒的过程)和晶粒长大(再结晶结束之后晶粒继续长大)过程,从而得到尺寸为较稳定、无畸变的细等轴晶粒。
其他设备包括J1G-SD41-350N型材切割机、信达MD2215A台式砂轮机、XQ-2型金相镶嵌机、MP-2型抛光机、XJP-6A数码金相显微镜、JH-16型压力机、F-P400型球磨机及XL30ESEM-TMP型环境扫描电镜。
2 焊接工艺及过程
2.1 焊接工艺
堆焊工艺试验采用TIG焊,直流正接,焊缝长度70 mm。保持焊接电弧长约4.5 mm;送丝角度20°~30°,焊丝末端距工件高度l mm;铈钨极直径2.4 mm,尖端锥角约35°;保护气体为99.9%的普通工业纯氩,气体流量10~15 L/min。
基于表4中的30组试验,选择2号、12号和18号做金相试验,12号进行硬度和腐蚀性试验。
傻子毛二一脸惶恐,担着两个大四鼻陶罐下了井台。罐子里的水晃荡着往外淌。毛二的步子在阳光下开始变得瘦小。像一阵风,瞬间,消失在小巷尽头的竹林里。
2.2 焊接参数及试验结果
用化学浸泡试验来研究堆焊层耐腐蚀性能。将12号堆焊接试样切割成规则尺寸的腐蚀试样,用树脂镶嵌,留出堆焊熔覆层和母材结合面并磨制抛光。同时,用未进行堆焊的Q235A钢板制作腐蚀试样作为对照。采用质量分数15%的FeCl
盐酸溶液作为腐蚀液,试验温度25℃,时间24 h,以试样腐蚀形貌来评价其耐腐蚀性能。通过观察发现,两组试样经过腐蚀试验后,母材发生了严重腐蚀,堆焊层未发现明显腐蚀,这是因为铜合金含有可以形成保护膜的镍元素,表现出更好的耐腐蚀性,由此表明,Q235A钢表面堆焊铜合金后其表面耐蚀性显著提高。
对民族村寨旅游的可持续发展进行深入探究,要求不仅可以实现民族村寨旅游发展的短期目标,促进当地居民的经济收入提升,发展当地特色旅游。还要能够通过多种措施,使得人与自然和谐相处,并适度发掘民族村寨旅游潜力,使子孙后代也能分享民族村寨旅游的成果。
氩气是惰性气体,在焊接过程中既不与金属发生化学反应,也不溶解于金属中,这为获得高质量焊缝提供了良好条件
。但是氩气与还原性气体或氧化性气体不同,不具备脱氧或去氢能力,因此TIG焊焊接过程对焊件上的污染极为敏感。为保证焊接质量,焊前必须将焊件和焊丝等清理干净,不残留污染物
。须清除的污染物有油脂、油漆、涂层加工时用的润滑剂、尘土和氧化膜等。堆焊前将待焊表面用砂纸进行手工逐级磨光,以去除试件表面的氧化膜和吸附层,然后用丙酮擦拭待焊试件表面,用热风吹干后即可进行堆焊试验。

3 试验结果分析
3.1 金相试验分析
焊接设备是福尼斯TT2200型全数字直流TIG焊机、KD4010送丝机、工业控制机和XKA714B/1E数控铣床等组装成的堆焊成型系统。


图4为铜合金堆焊层与母材结合区组织,从图4可以看出,靠近母材结合部分的组织有部分等轴晶,这是因为有Fe渗透进去,即堆焊过程中发生泛铁现象
。铜与钢在高温下无限互溶,焊接过程,钢基体发生熔化进入液态铜合金中。当热输入加大时,钢基体大量熔化,在电弧力搅拌作用下与液态铜合金混合,冷却后残存在铜合金中以游离相形式存在,形成泛铁相。
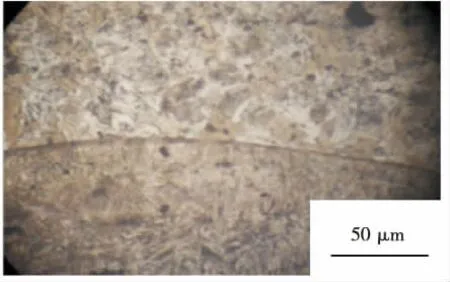
图5为铜合金堆焊层金相组织,由图5可见,其组织主要为等轴晶。铁在铜中溶解度有限,当温度下降时,溶解度也随着降低,铁元素就会机械混合于铜中。铜和铁在液态可以无限互溶,因此在铁熔滴溶解过程中,铜液体也溶解进铁液滴中。
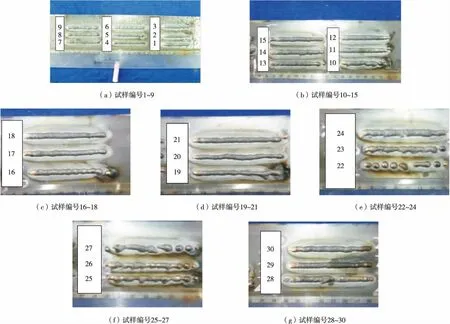
由相关试验得知,TIG堆焊铜合金最合适电流为110~130 A,送丝速度为90~130 cm/min,焊接速度为100~140 mm/min。通过分别控制焊接速度、 送丝速度和焊接电流进行试验,共设计了30组数据,焊接参数见表4,堆焊层形貌如图1所示。

3.2 堆焊层硬度
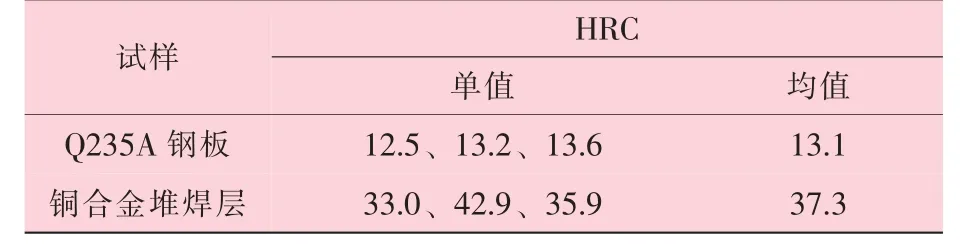
采用HVS-1000型显微硬度计测试Q235A钢板及铜合金堆焊层显微硬度,载荷100 g,加载时间15 s,每个试样测3个值,如果离散太大则测5个值,最后求平均值。测量的试样是堆焊铜合金试验中12号堆焊试样,并与未进行堆焊的Q235A钢板对照,测试结果见表5。从表5可以看出,Q235A钢板表面硬度值较低,而铜合金堆焊层表面硬度值比Q235A钢板高,达到了预期目标。
3.3 堆焊层耐蚀性
采用TIG焊在Q235A钢板上进行堆焊铜合金试验,根据铜合金焊丝的不同特点选择不同的焊接工艺参数,主要影响因素为焊接速度、送丝速度和焊接电流,因此可通过改变焊接速度、送丝速度和焊接电流获取性能最优的焊缝。在堆焊过程中,先选用固定的焊接速度,通过改变焊接电流和送丝速度,根据焊缝外观来判断焊接效果
。主要可通过观察焊缝外观的平整度、美观度和飞溅等具体情况来选择优化焊缝。对于成形不好的焊缝,可通过调节焊接速度获取最优的焊接参数
;对于焊缝成形比较好的焊缝,可通过切割后观察熔深和熔宽来判断。在试验过程中应做好数据记录,并在焊缝上标出焊接参数。试验时根据焊接参数对焊缝的不同影响来决定需要改变的参数。
综上所述,CT会产生X线辐射,对患者带来损伤,该种诊断方式在临床中使用比较多。因此低剂量CT扫描的临床研究能够为社会效益带来帮助。使用CT来对骨折部位进行清晰的显示,对胸部创伤患者的临床应用价值非常高。低剂量多层CT扫描对肋骨骨折的临床诊断效果比较突出,可以让患者受到的辐射剂量减少,对患者的健康提供了保障,获得的图像质量非常高,临床中可以将其作为诊断依据,得到正确结果,因此临床中可以进行推广使用。
4 结论
(1)利用TIG堆焊方法在Q235A钢板表面堆焊铜合金,在合适的焊接工艺参数下堆焊层表面成形较好,堆焊层与基体间实现冶金结合。随焊接热输入加大,熔覆层宽度增大,基体表面熔深增加。
从主要特征上看,壮族师公舞的外在形式是戴有面具的,与此同时,也缺少不了刀、剑等,与蚂拐舞蹈中的蛙形在造型上颇有相似的地方,其中有双臂呈蹲裆之式,胳膊肘也同时平举,与花山壁画的舞蹈风格相似。
(2)焊接电流、焊接速度和送丝速度影响表面堆焊层熔宽和余高,焊接电流主要决定焊缝熔深,焊接速度主要决定单位长度焊缝的热输入。本次试验Q235A钢表面TIG堆焊铜合金最优工艺参数为焊接电流120 A,送丝速度90 mm/min,焊接速度为120 mm/min。
BIM技术应用过程中,为实现工程建设三维数据模型的高效节建立,工程建设人员需将文档系统的信息资源转化为BIM平台的数据格式,并确保BIM项目信息管理的实现。该转化过程中,原数据保留是其应用的基础,并且输入系统的控制下,数据信息被引入到交通层,并按照IFC规定进行数据交换,并在文档信息关联的同时,确保项目信息模型的建立,从而实现文档信息对项目工程的管理控制。
(3)在奥氏体铜合金焊接接头中,按照铁素体形态的变化定义特征区,较为合理的过渡区由未混合区、部分熔化区和固态相变区组成,其与两侧的焊缝区和热影响区之间均有明显的边界。
(4)焊接接头的未混合区与焊缝区虽均为凝固组织,但由于化学成分、过热度和冷却速度等的差异而形成形态不同的组织。部分熔化区与固态相变区无明显的组织差异,它们形成的铁素体细小、不连续、无方向性,奥氏体基体上无柱状晶形态。
[1]禹业晓,李玉龙,徐健宁,等.Q235钢板表面TIG法熔覆铜接头的组织和力学性能[J].航空材料学报,2014,34(1):62-68.
[2]潘强,刘尔玺,冯淳元,等.Q235钢板表面堆焊不锈钢改性处理[J].焊管,2017,40(4):22-26.
[3]徐杨.碳钢表面堆焊铝青铜组织性能研究[D].苏州:江苏科技大学,2021.
[4]刘阳,刘爱国,张兴品,等.Q235钢表面堆焊310不锈钢的组织与性能[J].沈阳理工大学学报,2017,36(5):67-72.
[5]罗福军,张贵芳.碳钢表面堆焊铝青铜的工艺研究[J].金属加工(热加工),2013(8):69-70.
[6]禹业晓.低碳钢堆焊表面改性工艺及其热过程分析[D].南昌:南昌大学,2013.
[7]韩启勇.采用中间层的高强钢表面堆焊耐腐蚀铜合金工艺及接头性能研究[D].苏州:江苏科技大学,2018.
[8]谷勇.MAG焊熔池在线监测实验系统的研制及试验研究[D].武汉:华中科技大学,2016.
[9]熊忠琪,邓琦林.不锈钢堆焊层抗磨损腐蚀性能的试验研究[J].电加工与模具,2009(2):40-43.
[10]黄长伟.全数字脉冲MIG焊接控制系统的研究与设计[D].济南:山东大学,2010.
[11]张丙尧.管-板自动焊自动定位系统研究[D].西安:西安石油大学,2016.
[12]张金平.钛管管头焊接工艺研究[J].中国化工贸易,2015(34):262.