DWZY1200/10800F 型超大行程分步式自移机尾的研制
2022-07-25崔泽蔚
崔泽蔚
(西山煤电(集团) 有限责任公司 机电厂,山西 太原 030053)
1 概 况
随着采煤工艺的不断创新、煤矿智能化装备的不断发展、工作效率不断提高以及网络信息技术的快速发展,智能化高产高效综采工作面已成为必然的发展趋势。西山煤电西曲矿目前采用“三刀一推”的采煤工艺,配套使用的带式输送机自移机尾行程为2.7 m。为适应智能化高产高效综采工作面的发展要求,传统的“三刀一推”采煤工艺已难以满足生产需求。而限制着采煤效率提升的重要原因之一就是带式输送机自移机尾。传统带式输送机自移机尾作为综采工作面的重要推进设备,存在推移行程短(2.7 m)、推进频率高、辅助时间长等缺点,严重制约着采煤效率的提升,难以满足智能化高产高效综采工作面快速化推进的生产需求。
为了匹配智能化高产高效综采工作面的发展需要,围绕“安全、高效、节能”的产品创新理念,在吸收了市场同类产品的优点基础上,经过技术调研、方案研讨和结构优化,开发了一种超大行程智能化带式输送机自移机尾,型号DWZY1200/10800 F。该型自移机尾主要适用于煤矿井下综采工作面顺槽运输系统,可实现煤矿综采工作面安全可靠、高效节能的“十二刀一推”作业方式,推移行程可达10.8 m,推进频率低,可以有效节约辅助时间,提升顺槽设备及工作面的推进速度。
2 DWZY1200/10800F 带式输送机自移机尾产品结构
DWZY1200/10800F 带式输送机用自移机尾主要由头端架、中间架、尾端架、小车组件、浮动托辊组、滚筒润滑装置、液压管路组件等组成,如图1 所示。
2.1 技术参数
DWZY1200/10800F 带式输送机用自移机尾主要技术参数如下:

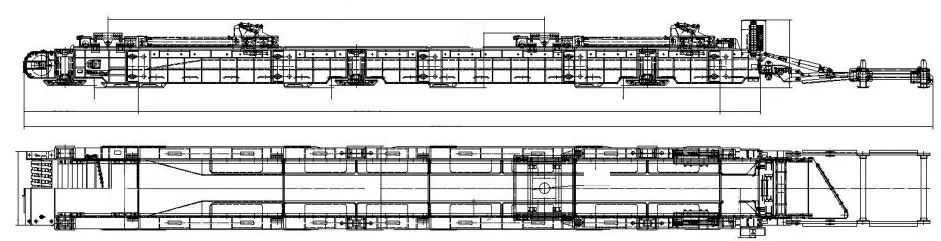
图1 自移机尾结构示意图Fig.1 Schematic diagram of tail structure of self-moving machine
2.2 工作原理
自移机尾液压系统以高压乳化液为动力,以头端架、尾端架、中间架、小车组件为构件。顺槽转载机机头通过过桥回转框架及位于转载机机头上的垂直联接销轴,与自移机尾小车相搭接,移动时先以顺槽底板为支点,利用滑动摩擦原理,先行推移顺槽转载机;后以顺槽转载机为支点,推移自移机尾,完成推移过程,该推移过程还可实现调高、调偏等功能。自移机尾通过推移油缸、锚固机构配合小车组件,采用多次循环逐点推进,实现带式输送机用自移机尾快速可靠推进。该型自移机尾总推移行程为10 800 mm,单次推移行程为1 800 mm。
3 关键技术
3.1 小车组件
小车组件主要由滑架组件1、桥架2、反推滑架3、支座4、固定钩5 等组成,如图2 所示。滑架组件和桥架组成的行走小车骑在中间架的轨道上,通过弯板限位,可沿轨道前后滚动。固定钩通过销轴铰接在反推滑架体上,反推滑架体通过提钩油缸的伸缩来控制固定钩的升降。反推滑架体底部矩形凹槽和中间架导轨配合,支撑和导向反推滑架的移动。2 个推移缸通过并联方式,连接布置在小车与反推滑架之间,分别通过4 个φ70 mm 销相联,构成自移装置的拉移系统。
小车组件模型如图3 所示。

图2 小车组件结构示意图Fig.2 Schematic diagram of car component structure

图3 小车组件模型Fig.3 Car component model
3.2 前移循环工作设计
研究开发一种小行程推移缸配合挂钩,通过多次伸缩循环动作,实现整机大行程快速推进。该装置结构简单,成本低,可有效提高油缸推进动作的可靠性和稳定性。1 个循环可将顺槽转载机(坐在小车上) 向前推进1.8 m,其循环前移工作原理如下。
(1) 初始状态。推移缸、提钩缸处于复位状态,固定钩下放与中间架基架锚固为一体,如图4所示。

图4 初始状态Fig.4 Initial state
(2) 前移状态。前移状态分为3 个时刻。
①推移缸处于复位状态,提钩缸处于伸出状态,固定钩抬起,如图5 所示。

图5 前移状态ⅠFig.5 Forward state I
②推移缸、提钩缸处于伸出状态,固定钩随推移缸伸出而向前移动,如图6 所示。

图6 前移状态ⅡFig.6 Forward state II
③推移缸处于收杆状态,提钩缸处于复位状态,固定钩下放与中间架基架锚固为一体,如图7所示。
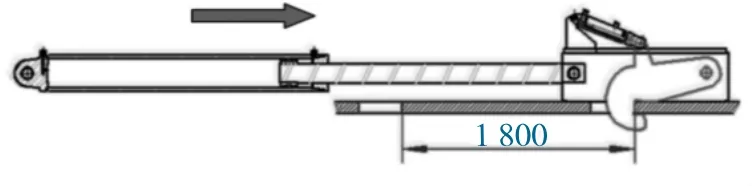
图7 前移状态ⅢFig.7 Forward state III
(3) 复位状态。推移缸、提钩缸处于复位状态,固定钩下放与中间架基架锚固为一体,转载机随推移缸收杆而前移,单次的前移行程1 800 mm,如图8 所示。
(4) 重复上述动作6 次,实现转载机分步式前移,总前移行程10.8 m。

图8 复位状态Fig.8 Reset state
3.3 柔性设计
中间架与尾端架、头端架彼此之间采用4 条φ120 mm 销柔性连接,允许相邻架体之间旋转角度为0.5°,增加了自移机尾对顺槽底板的适应性。
3.4 防过推设计
开发设计油缸挂钩的锚固方式,小车到位后触发行程阀,自动实现小车与自移机尾锚固,避免过渡推移导致自移困难。
3.5 模块化结构设计
中间机架数量可根据需要灵活组合,中间架每架推移行程为3.6 m,按最多3 架组合整机推移行程可达10.8 m,如图9 所示。

图9 自移机尾模块化结构示意图Fig.9 Schematic diagram of modular structure of self-moving tail
3.6 挂钩和挂钩孔受力分析及强度校核
以小车为研究对象,进行受力情况分析(忽略小车受到的重力),如图10 所示。

图10 小车受力情况分析Fig.10 Analysis of car stress
F1 为推移缸推力,8×105N;F2 为支撑力,4.3×105N;F3 为挂钩作用力,9.1×105N。
(1) 挂钩在F3 弯矩作用下的受到的最大应力σ1=My/Ix=12×F3×L×y/(a×b3)=294 MPa。
(2) 考虑挂钩孔已采取应力释放,在挂钩作用下受到拉应力σ2=F31/S=229 MPa≤345 MPa。
综上,理论计算,挂钩和挂钩孔强度满足要求。
4 结 语
将设计开发的DWZY1200/10800F 型超大行程分步式自移机尾在西山煤电西曲矿进行实践应用。该机可满足“十二刀一推”的新型采煤工艺作业方式,实现推移总行程10.8 m,有效地减少了设备推进频率,减少设备搬运调试辅助时间,降低了工人劳动强度,提升顺槽设备及工作面的推进速度,应用效果良好。该产品的研制成功,可为煤矿智能化高产高效综采工作面的发展建设提供适合的配套设备,有良好的推广价值。