车门分体式铰链同轴度问题研究
2022-07-21李晓龚远平董端阳苏立双曾昭国
李晓 龚远平 董端阳 苏立双 曾昭国
(一汽-大众汽车有限公司佛山分公司,佛山 528225)
1 前言
汽车产品质量控制涉及到复杂的尺寸工程技术课题,对尺寸的精度要求很高。随着汽车产销量的快速增长以及市场竞争的不断加剧,各大汽车厂商之间在提质增效降本方面的竞争会越来越激烈。汽车尺寸工程技术已被广泛应用于汽车设计、制造、装配和过程质量控制各个方面,在提升汽车产品质量和生产效率以及降低生产成本方面发挥着重要作用[1]。
车门分体式铰链同轴度问题作为汽车生产制造过程中的一个重难点问题,对整车匹配质量和生产效率有极大的影响,急需找出影响铰链同轴度的关键因素进行优化控制。基于蒙特卡罗方法、3DCS、VisVSA 的尺寸公差分析方法[2-4]被广泛应用于尺寸工程计算分析中,极大地提升了理论分析的准确性。通过理论建模和匹配公差分析可以指导零部件和工装夹具设备的不断优化改进,从而达到提升整车匹配质量,降低返修工时,提高整车生产效率的目的,为企业在提质增效降本的市场竞争中做出巨大贡献。
2 问题现状介绍
2.1 分体式铰链结构介绍
车门分体式铰链是指连接车门和车身的铰链是由可拆卸分开的2 部分铰链组成,通孔一侧的铰链安装在车身上,转轴一侧的铰链安装在车门上,装配结合时只需将铰链转轴插入铰链通孔再拧紧固定顶丝就可以了。每个车门都有上下两对分体式铰链,具体结构如图1 所示。

图1 分体式铰链结构
目前大多数车辆采用分体式车门铰链的结构形式,这种结构形式有利于整车生产工艺布局。铰链可以先在车身和车门侧单独安装好,白车身装配时只需把车门挂入就可以了,也方便在总装把车门拆卸下来单独完成车门分装的生产工艺。在相应的工装夹具结构设计和人员操作上简单方便,便于实现自动化。
2.2 分体式铰链产生的问题
车门分体式铰链的结构形式虽然有很多使用优点,但这种结构形式对铰链的尺寸和装配位置精度要求很高。分体式铰链的孔轴采用间隙配合,配合间隙一般在0.1 mm 左右,例如某一铰链的孔和轴的直径及公差分别为和,配合间隙在0.060~0.134 mm 之间。非常小的配合间隙使得车门分体式铰链在结合到一起时经常出现插入不到位、铰链落不下去的问题,如图2 所示。

图2 铰链同轴度问题导致安装不到位
铰链没有插入到位,本质上是车门侧铰链和车身侧铰链不同轴。这种问题会影响到车门的正常开关,轻微的情况导致关闭滞涩,严重的导致车门无法关闭,需要操作人员在线调整返修,影响生产节拍。
如何提升车门装配插入的合格率,需要在尺寸工程和公差分析以及优化控制方面做深入研究工作。
3 理论建模分析
3.1 数学建模
将车门分体式铰链进行等效简化,车门侧铰链轴等效为直径为d的圆柱轴,车身侧铰链孔等效为直径为D的圆柱孔,如图3 所示[5-6]。
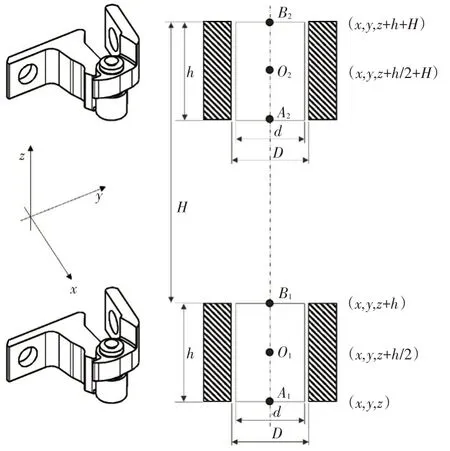
图3 分体式铰链数学建模
以车门侧铰链为例,A1,B1,A2,B2分别为上下铰链轴的上下端面圆心,O1,O2分别为上下铰链轴的中心,理论设计上它们在一条直线上,假设A1在整车系下的坐标为(x,y,z),则上下铰链各点的坐标可表示为图3 所示。
不考虑铰链本身的制造误差波动,各个铰链在安装的过程中其空间位置会受铰链装具和车身车门尺寸偏差的影响发生各种波动,导致铰链安装在车门和车身上的位置会存在偏差。根据铰链的装配关系,对影响铰链装配的各个变量进行定义,以车门侧铰链为例,定义下铰链中心O1的波动量为x1,y1,z1,圆心B1相对O1发生偏转的波动量为x2,y2,z2,圆心A1相对O1发生偏转的波动量为-x2,-y2,-z2,上铰链中心O2相对O1的z向波动量z31。同理对车身侧各个铰链进行变量定义,则分体式铰链各点的空间坐标如图4、图5 所示。
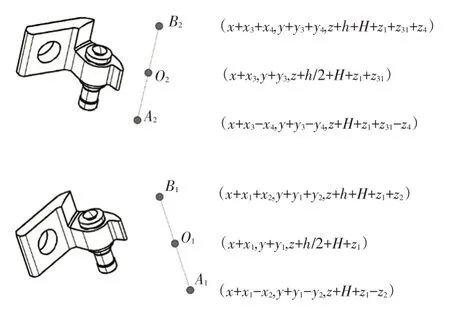
图4 车门侧铰链空间坐标
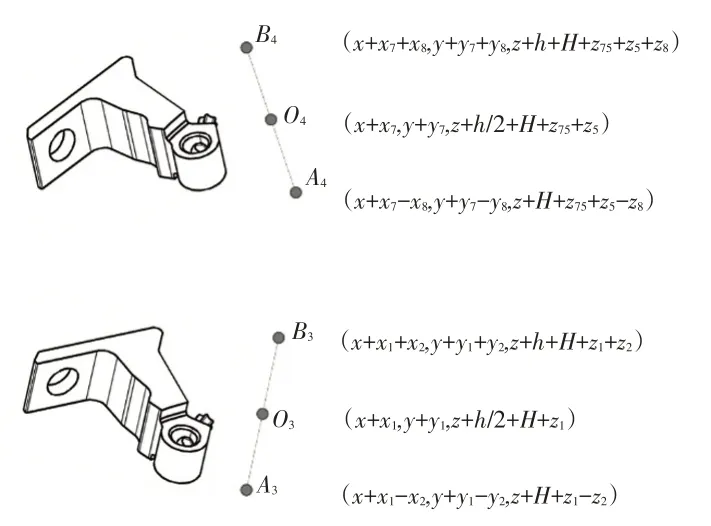
图5 车身侧铰链空间坐标
3.2 同轴度误差
当各个分体式铰链在空间位置上分别产生某一尺寸波动时,其上下铰链之间会产生某一空间位置关系,如图6 所示。

式中,(x1,y1,z1)和(x2,y2,z2)分别是空间内任意2 个点的三坐标,a 为空间两点的长度。
采用海伦公式(2)(3)计算三角形的面积。

式中,a,b,c分别是三角形的三条边长,p为三角形周长的一半,S为三角形的面积。
采用三角形面积计算公式(4),可以推导出图6 所示a1,a2,a3,a4公式如下。
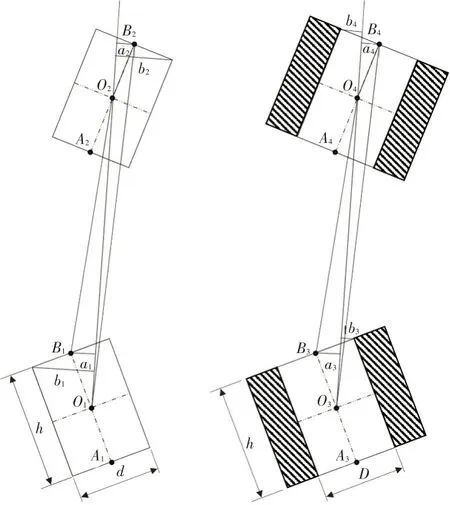
图6 分体式铰链轴和铰链孔的同轴度误差
以图6 左侧车门侧上下铰链为例,轴线段A1O1B1和A2O2B2偏离了设计位置不在同一条直线上,即为不同轴。利用最小包容区域法[7],最小包容圆柱体截面圆的直径即为同轴度误差[8]。画一个能够包容轴线段A1O1B1和A2O2B2的最小圆柱体,则它是一个以O1O2为基准轴线的圆柱体,该圆柱体的截面圆直径即为轴线段A1O1B1和A2O2B2的同轴度误差。同样的,画一个能够包容上下铰链圆柱的最小圆柱体,则它是一个以O1O2为基准轴线的圆柱体,该圆柱体的截面圆直径即为车门侧上下铰链的同轴度误差。相对于车门侧铰链轴的最小包容区域法,针对车身侧铰链孔而言,需要画一个能够通过车身侧上下铰链孔的最大圆柱体,则它是一个以O3O4为基准轴线的圆柱体,该圆柱体的截面圆直径即为车身侧上下铰链孔的同轴度误差。
采用两点间的计算公式(1)分别计算∆O1O2B1、∆O1O2B2、∆O3O4B3、∆O3O4B4的各条边长。

式中,m,n分别代表三角形的底和高。
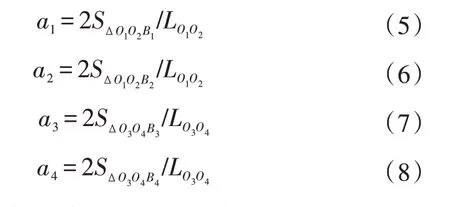
利用三角函数关系可以推导出图6 所示b1,b2,b3,b4如下。

车门侧上下铰链同轴度误差如下。

车身侧上下铰链同轴度误差如下。

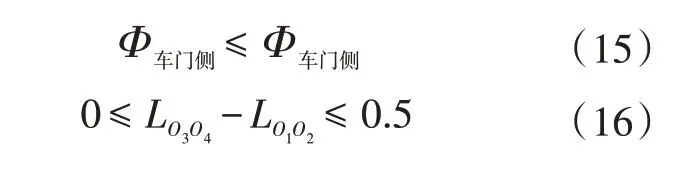
车门侧铰链轴最小包容圆柱体要想顺利插入车身侧铰链孔最大包容圆柱通孔内,需满足公式(15),同时分体式铰链装配还要求铰链插入后上铰链之间没有缝隙,下铰链之间缝隙控制在0.5mm以内,即需满足公式(16)。
3.3 公差分析
通过理论建模分析和同轴度误差公式推导,在同时满足公式(15)和(16)的情况下,铰链装配才算合格。提取出影响车门分体式铰链装配结果的独立变量,如下表1 所示。
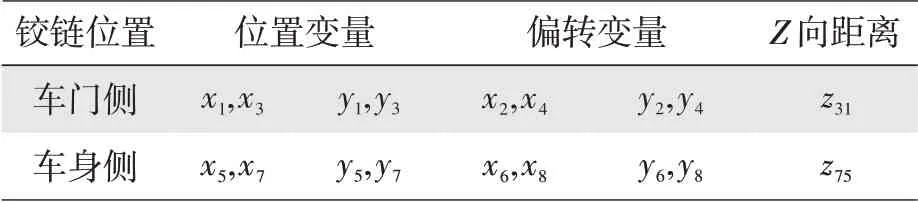
表1 分体式铰链独立变量表
表1 共有18 个独立变量会影响到车门分体式铰链的装配结果。它们可分为三类,分别为铰链中心的位置变量、铰链上下端面圆心的偏转变量和上下铰链的z 向距离变量。针对这些独立变量需要找出一个准确合理的控制公差来满足铰链装配合格率的要求。
下面以某一车型的车门分体式铰链为例进行公差计算分析,铰链的基础参数如下表2 所示。

表2 分体式铰链基础参数表 mm
根据概率统计理论,假定影响铰链装配合格率的这些变量满足6σ正态分布,以铰链装配合格率95%为目标,利用蒙特卡罗方法进行30000 次公差计算统计分析,得出各变量的控制公差范围如表3 所示。

表3 分体式铰链参数公差控制表 mm
通过蒙特卡罗方法公差分析,可以发现对铰链装配合格率影响最关键的变量是铰链本身的偏转量,即单个铰链的上下端面圆心(图4、5)在x,y方向上的相对偏转量要控制在±0.15 mm,z向距离变量对铰链间缝隙影响最大,单个铰链中心在x,y,z方向上的波动对装配合格率结果影响较小。如果要继续提升铰链装配合格率到99%以上,则只需要进一步减少单个铰链的偏转量公差,通过公差计算分析得出参数公差如表4 所示。单个铰链的上下端面圆心在x,y方向上的相对偏转量要控制在±0.12 mm,而单个铰链中心在x,y,z方向上的公差可以放大到±0.9 mm。
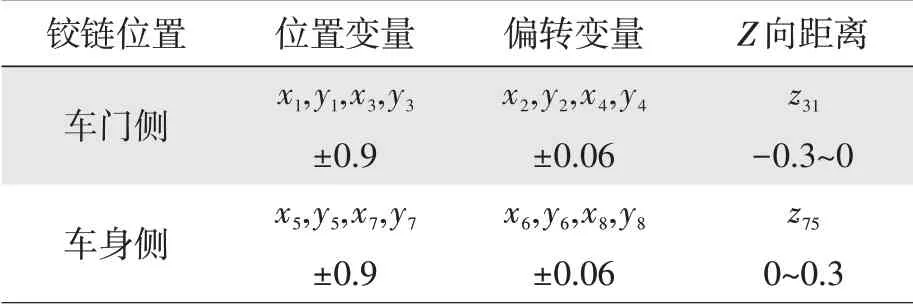
表4 分体式铰链参数控制表 mm
综上所述,控制分体式铰链装配合格率的关键在于控制单个铰链的上下端面圆心在x,y方向上的相对偏转量公差和上下铰链中心的z向距离公差。
4 优化控制方法
4.1 变量影响因素识别
以某一对铰链为例如下图7 所示,对表1 中的各个变量参数具体是受零件尺寸影响还是铰链装具设备影响进行识别区分,区分结果如下表5 所示。

表5 分体式铰链参数影响因素识别表
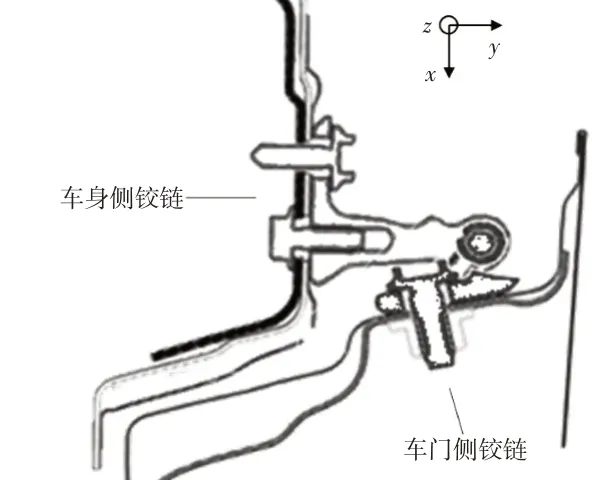
图7 铰链装配
4.2 关键影响因素控制方法
通过图7 和表3~5 的对比分析,影响铰链装配合格率的关键参数主要受车身和车门铰链装具、车身铰链安装面y向型面上下楔形量和车门铰链安装面x向型面上下楔形量的影响。
针对车身和车门的尺寸偏差问题,主要控制铰链安装面的平面楔形量,可以对钣金件型面提出0.2 mm 的楔形量目标进行尺寸优化控制,同时注意要消除内外多层板之间的间隙,防止铰链螺栓拧紧时产生偏转。
针对铰链装具的优化改进,主要从控制铰链的偏转方面入手。如图8 车门侧铰链装具夹紧定位结构,铰链定位轴套孔径比铰链轴径大1.2 mm,z 向接触面位置定位轴套的倒角偏大,铰链顶部的压紧块是翻转机构,由于铰链的波动会导致在压紧时铰链端面并不能与轴套完全贴合,发生翻转造成同轴度误差增大。通过重新设计定位轴套倒角和内径,改进压紧块翻转机构从而解决了铰链定位不稳产生翻转的问题。

图8 车门铰链装具结构
4.3 日常监控
铰链装具以及铰链在车门和车身端安装后的同轴度需要定期监控。采用同轴度检具对装配结果以及装具本身进行抽检,如图9 所示,及时发现问题并改进,确保铰链装具以及铰链安装后的结果得到稳定控制。

图9 同轴度检具应用
通过对车身车门尺寸和铰链装具的改进以及日常监控,铰链装配合格率长期稳定在98%以上,取得了良好的控制效果。
5 结束语
本文针对车门分体式铰链在装配结合过程中存在的铰链漏缝落不到位的生产质量问题,对分体式铰链进行数学建模,研究分析了上下铰链的同轴度误差与铰链的结构参数和空间位置变量之间的相互关系。通过利用蒙特卡罗方法进行公差计算分析,提出了影响分体式铰链装配合格率的关键参数,并针对关键参数的优化提升提出了具体的夹具和零件的优化控制方法。本文对车门分体式铰链同轴度误差的推导分析和公差分析结果能够有效地应用于生产实践,解决了汽车装配过程中的一项重难点质量问题,具有重要的指导意义和推广应用价值。