厂房温湿度自动控制设计方案
2022-07-21李登伟
摘要:现代社会的各个行业都需要对温湿度进行控制,一般是依靠人工对相关设备进行操作,实现对温湿度的控制,但是这种方式难以获得高品质和高精度的控制,无法满足现代化工业厂房对温湿度控制的要求。随着自动控制技术的发展,温湿度控制系统的结构演变得更加复杂。因此,人工控制温湿度的方式已经逐步被淘汰,在温湿度控制的设计中增加可编程控制器,实现对厂房温湿度的准确控制。
关键词: 温湿度控制;空调控制系统;人工控制;可编程控制器
中图分类号:O552.2 文献标志码:A
Design scheme of temperature and humidity automatic control system in plant
LI Dengwei
(Research Institute of Physical and Chemical Engineering of Nuclear Industry, Tianjin, 300180 China)
Abstract: All industries in modern society need to control temperature and humidity. Generally, they rely on manual operation of relevant equipment to realize the control of temperature and humidity. However, this method is difficult to obtain high-quality and high-precision control, and can not meet the requirements of modern industrial plants for temperature and humidity control. With the development of automatic control technology, the structure of temperature and humidity control system is more complex. Therefore, the way of manually controlling temperature and humidity has been phased out. Programmable controller is added in the design of temperature and humidity control to realize the accurate control of plant temperature and humidity.
Key Words: Control of temperature and humidity; Air conditioning control system; Manual control; PLC
温湿度是厂房内设备稳定运行的技术条件之一,厂房温度控制区间为23~25℃,相对湿度≤50%,目前温湿度主要通过空调系统进行控制。根据厂房内实时采集的温湿度和露点值,通过人工操作设置冷水机组制冷温度、风机频率及风阀开度,从而确保厂房内温度和湿度保持在工艺要求范围内。
根据厂房现有设施条件及设备对试验环境的相关规定,拟建立一套用于温湿度空调自控系统,该系统通过采集厂房内温、湿度信号,对水泵、阀门、冷水机组、变频器、风阀等设备和执行机构进行运行状态的监测及自动控制,实现降低能耗、节省人力成本、提升试验系统自动化水平的目标,为实现厂房辅助系统集中监控奠定基础。
温湿度是日常生活、生产及工业控制中常见的受控参数之一。在工业领域中,现场应用最多的控制方法为PID调节和位式调节。然而两者均有不同的问题出现,如调节精度不高、误差过大等缺点,影响控制效果。因此,传统的温度控制方法已无法满足现代工厂的要求,为此引入PLC控制器,在其内部执行各种操作指令,通过数字或模拟信号的输入、输出,实现温湿度自动控制。
本文以设计工厂温湿度自动控制系统为目的。通过实时采集现场温湿度值,判断要求值与当前值的区别,随时调整冷水机组和風机变频器频率,使厂房温度和湿度控制在需要的范围内。
1 空调系统组成和原理
1.1 厂房现状
厂房长35m,宽14.6m,高9m,共安装8组龙门架,分布8个温湿度度计,分布在大厅内2、4、6、8区段一层中间和1、3、5、7区段二层中间。通风口设置为西侧进风口,东侧回风口。
目前,厂房内主要通过人工记录数据和控制温湿度,但是这类方式会带来较大的误差:第一,人为误差;第二,相关设备的监测误差。此外,此类方式效果较差,难以迅速、便捷地控制温湿度,也难以抓住最为合适的控制时间。
1.2 空调系统的组成
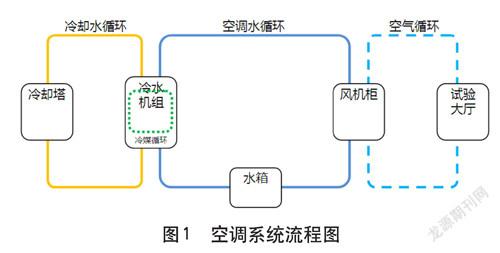
空调系统由冷水机组、冷却水循环系统、空调水循环系统、空气循环系统等组成。图1简要描述了各循环系统之间的关联。空调水箱水经过冷水机组按预设温度冷却后为板换提供热交换冷水,热交换后水回到空调水箱,这些功能的实现主要依靠辅助系统中冷水机组、风机柜、水泵和变频器,冷水机组为风机提供冷却水,水泵为系统管路水循环提供动力,通过配电柜上的按钮手动控制水泵的启停,风机柜通过变频器的控制实现对风力频率的调节。
1.3 温湿度调节原理
水箱中的水温维持在一定范围(如设定回水温度15℃)。随着水-空气热交换的进行,水箱中的水温升高,压缩机运行制冷,水温开始下降;当水温低于设定值时,压缩机降低能级、停止工作。冷水机组控制系统根据水温的当前值与设定值的差值,自主控制压缩机的启动、停止及加卸载。
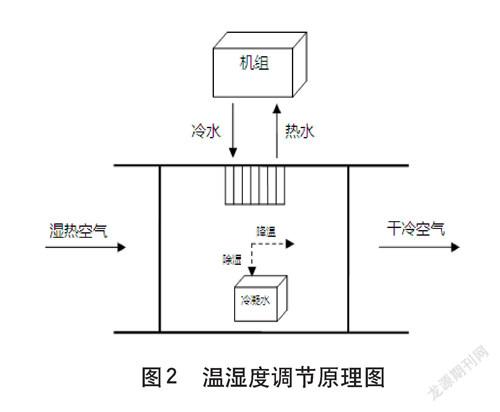
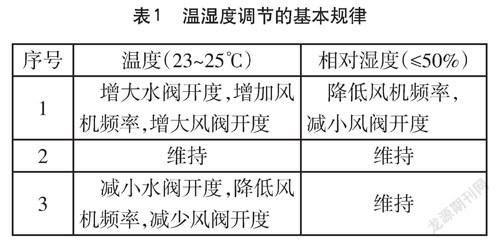
空气制冷除湿的过程如图2所示。要使温湿度控制在规定范围内,需要根据采集的试验厂房温湿度,对水阀、风阀及风机变频器等执行机构进行控制。先大风量降温,后小风量除湿,调节的基本规律如表1所示。
1.4 温湿度自控系统构架
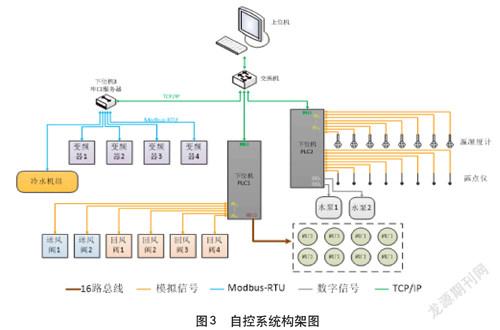
本工程设置增设1套PLC控制站(控制站配有操作面板)、一套工程师站及其他它硬件设备。通风系统改造项目采用PLC系统,采用冗余控制网配置通讯。控制系统采用的星形网络结构让风险更为分散,分布式结构决定了I/O站和操作节点自身的故障,不会影响其他设备的正常运行。在网络设备故障时,系统将会把网络设备故障情况立即告知值班人员。在过程控制层上传输的全部是实时数据,系统配置冗余的网络设备连接所有的I/O站和工程师站/操作站。在过程信息层上传输的是历史数据和少量实时数据,通过冗余的网络设备连接的工程师站/操作站。如图3所示,温湿度自控系统由一台上位机、一个交换机、一个串口服务器、两套PLC组成。
1.5 控制流程
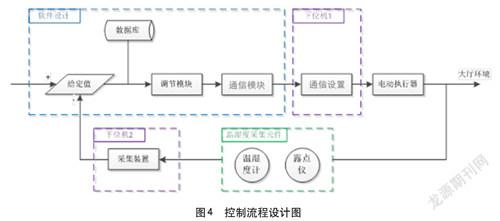
厂房内温湿度计、露点仪输出的信号,经由PLC采集并上传给工控机,在控制系统软件内与给定值计算比较后经由通讯装置反馈到各个电动执行器,从而实现对厂房环境温湿度的控制调节,控制流程如图4所示。
2 应用情况
(1)以PLC为核心控制单元,通过通信模块、I/O扩展模块设计开发温湿度自控硬件。上位机采用SCADA数据采集监控系统对系统传感器、设备及执行机构进行监测和数据记录,实现了工厂厂房的温湿度自动控制。
(2)改造后实现厂房内温湿度的数字化、网络化、智能化采集监测,改造后将全面解决就地手动操作、系统状态无法远程监测等问题,设备在自动状态下可根据环境温度等参数实现自动控制及调节,提高运行时效性。同时设备的状态及环境参数可集中反馈至PLC自带的操作面板,帮助值班人员更加及时、全面地了解系统当前的状态,保证各设备的稳定运行,提升值班人员的工作效率,同时提高运行的自动化控制水平及管理水平。
3 结语
本文对厂房温湿度控制进行研究,增加了PLC控制器为核心的控制方案,对其可行性进行了研究,得到以下结论:(1)现场测试表明通过上位机、交换机、串口服务器、和PLC可以实现对现场传感器、设备、和执行机构的控制和数据监控;(2)该控制方案实际应用于厂房的温湿度控制,运行结果表明本文所设计的方案可靠有效,具有良好的控制精度和稳定性;(3)自动控制技术具有广阔的应用前景,可推广至其他领域,用来提高工厂的自动化水平。
参考文献
[1]颜文,孙益领,刘森,等.针对厂房湿度控制的空调系统改造方案分析[J].安装,2021(6):43-45.
[2]廖怀钰,吴蔚兰.温湿度独立控制空调系统在高湿厂房中的应用[J].重庆建筑,2020,19(10):53-57.
[3]王博.綠色工厂建筑内部环境温湿度控制及能耗分析[D].广州:华南理工大学,2020.
[4]徐志浩,舒梦,林翌臻,等.智能厂房温湿度智能测控分析系统设计[J].自动化与仪器仪表,2019(6):38-40,57.
[5]徐志浩,舒梦,林翌臻,等.厂房温湿度检测仪器运行状态预测算法设计[J].自动化与仪器仪表,2018(11):97-99.
[6]刘飞.厂房温湿度控制系统的开发研究[D].西安:西安理工大学,2018.
作者简介:李登伟(1989—),男,本科,工程师,研究方向为电气工程及其自动化。
