钢结构桥梁完整性设计及质量控制要点
2022-07-20杨俊
杨 俊
(贵州省公路工程集团有限公司,贵州 贵阳 550000)
0 引言
桥梁受使用年限及外部环境等方面的影响,易出现结构的局部损伤,如果不及时进行有效的补救处理,会造成损伤面积的快速扩大,影响桥梁整体的结构安全。因此,在桥梁施工设计方案中,要从结构的完整性考虑,综合分析桥梁刚度强度要求,结合当地的环境特点,合理选择建设材料、施工工艺及安装方式,避免桥梁的局部损伤[1]。该文针对这一问题,提出了保障钢结构完整性的施工设计方案及质量控制要点,为相关工程建设提供借鉴。
1 桥梁钢结构损伤表现形式
桥梁结构强度会受施工材料及工艺等方面的影响。因此,在焊接施工过程中,应格外重视以下几点问题:
(1)由于焊接施工缺乏对母材使用性能的考虑,导致非金属材料中的杂质含量多且复杂。
(2)施工人员缺乏金属结晶操作的经验,降低了焊接处的力学性能。
(3)焊接后材料表面发现裂纹、损伤等质量问题。
(4)缺乏对设计细节的考虑,连接处易有损坏问题。
(5)材料使用周期内,外部环境条件出现较大变化,影响材料的稳定性,造成损伤。
2 桥梁钢结构完整性设计方法
提高桥梁结构的承载力和耐久性是保证桥梁完整性和使用性能的重要前提,要想提高人们的使用效益,应当着重考虑这两方面因素,不断加强施工方案设计的合理性与科学性[2]。
2.1 横向抗倾覆设计
对于半径较小但车道较多的钢结构桥梁,要加强横向抗倾覆设计,这也是现阶段有关桥梁设计研究的重点。
严格计算横梁偏心受力的承载力要求,确定科学合理的结构尺寸,保证桥梁在受到外力作用时有足够的强度,避免横梁出现受力不均的情况。
2.2 焊接结构设计
为保证桥梁结构的稳定,应格外注重焊缝连接的处理,使用满足设计需要的原材料,选用最佳的焊接工艺及手段,保证焊接缝的完整性,避免造成损伤。
2.2.1 控制焊接结构的完整性方面
焊接材料的及接头的强度和韧性应当符合设计需要,减少焊接结构的损伤[3]。
(1)焊接时,结构材料的力学性能可能会发生变化,其微观结构也会受到影响,易出现结构损伤。由此可见,施工材料的质量并不是导致结构损伤的唯一因素,还需从多方面进行综合防治。
(2)焊接次数要适度,分析现有母材的各项性能,保证挑选的焊接材料能与之相匹配,从多方面保证焊接质量。
(3)重视焊接细节的处理,尽量避免因细节处理不当造成的损伤。
(4)加强防腐施工设计,定期完成焊接结构的防腐保养,并做好日常记录。
2.2.2 焊接结构的设计方面
根据桥梁建设需要,需通过试验测量焊接需满足的静力值,确定科学的抗疲劳等级,选用合理的焊接工艺[4]。
(1)设计焊接结构时,应多注意细节部位,保证焊接完工后的桥梁结构能均匀受力,避免集中应力带来的安全隐患。
(2)设计焊接结构时,要分析焊接完工后的各项数据参数是否符合工程相关规定,提高焊缝的质量。
2.3 加劲肋设计
根据计算资料和结构受力类型,为提高结构整体刚度或稳定性,可增设加劲肋于桥梁支座或其他和荷载力较大的部位,如:箱梁顶底板、腹板等。
设置加强肋之前,需要计算出详尽周密的数据,为更好地提高项目建设整体的稳定性,需要根据施工条件合理确定加强肋的加固部位。此外,在进行加强肋施工前,需全方位搜集必要的施工信息,计算出精准的参数值,保证加强肋的施工效果。
2.4 施工人孔设计
为了提高维修保养的效果,还需要设计施工人孔。通常会将人孔设置在桥梁底板靠端头处,这是桥梁设计施工中不可或缺的一环[5]。
桥梁结构部位需要设计一定数量的人孔,为了防止结构损伤,应在不同断面上均匀错落设置人孔,防止人孔集中在同一断面上,造成受力不均的问题。
2.5 计算结构内力
计算结构内力时,需严格核算并模拟现场工况选取合适的参数。应从纵向上将桥梁划分成若干单元,对各计算单元分别编号,分别采集实际工况的数据信息,依据每个结构单元不同预应力特性、收缩徐变大小、荷载作用情况等参数值,确保分析数据的准确无误。
2.6 防腐蚀设计
根据当地桥梁施工的外部气候环境,制定相应的防腐设计方案,选择合理的防腐办法,将有效的防腐材料均匀喷涂在钢结构的表面,做好钢结构表面的预处理,使其始终保持干净清洁、光滑的状态[6]。
钢材表面质量经检查合格后,进行热镀锌,再涂刷防腐底漆、中间层漆及面漆,选择涂料时应考虑与环境的匹配性,以及底漆与面漆的匹配组合。底漆有铁红油性漆、红丹酚醛漆、铁红纯酚醛漆;中间层漆有环氧云铁漆,面层漆可选各色油性调和漆。
3 钢结构桥梁质量控制要点
3.1 钢结构工程质量控制流程
钢结构工程施工阶段质量控制由钢构件加工制作阶段以及钢构件安装与验收阶段两部分组成。
(1)桥梁钢结构工程质量控制流程见图1。

图1 钢结构工程质量控制流程图
(2)钢结构工程加工阶段质量控制要点:1)控制拼接缝的尺寸,翼缘板与腹板之间的拼接缝间距应控制为200 mm;翼缘板的拼接长度应该大于板宽的2 倍,腹板拼接的宽度和长度要分别控制为300 mm 和600 mm;2)加强连接表面的质量管控,组装钢结构前,要先清理焊缝周边30~50 mm 的区域,保证该范围无油污、毛刺和铁锈,高强度螺栓连接顶和铆接接触的区域应保证至少75%的紧贴面积,检查时常使用0.3 mm 的塞尺,保证全部塞入面积不超过总面积的25%,控制边缘最大间隙在0.8 mm 范围内;3)组装钢结构时,选用合适的工具及设备,确保组装精度符合规定要求;严格按照国家对焊接处型钢尺寸的要求选择符合标准规定的材料,并完成连接组装,保证尺寸偏差在规定范围内;钢构件外形尺寸应符合国家工程质量验收标准规定;防止吊车梁及吊车桁架出现下挠[7]。
(3)钢结构工程吊装阶段质量控制要点:1)做好装吊准备工作:综合吊点位置及钢柱的重量,准备不同规格、长度标准的卡环及钢丝绳,以应对不同的施工情况。2)确定吊点:方便安装、结实稳固的原则,将吊点位置设置在钢柱的外侧顶部,在临时连接板上预留吊装孔;通常要在钢柱上设计4 块厚度为20 mm,规格为Q345B的钢板吊装耳板;若需设置重型构件耳板,还应重新测量确定耳板的厚度;3)为提高保吊装过程的平衡性,保证施工安全,可在吊钩下挂上四根具有一定强度的钢丝绳,并在钢柱下方垫上枕木,避免钢柱起吊时在地面上拖拉,损害钢柱及地面;4)钢柱吊起后,要确保钢柱的中心线与下段钢柱的中心线相对齐,同时兼顾四面,将上下节柱之间的安装耳板对应连接,并将双夹板用螺栓固定。
3.2 施工质量监控的主要内容
连续钢桁架桥梁的施工控制,包括以下三个方面:
(1)控制好结构线形:通常,施工控制的主要内容包括对桥梁结构线形的控制。因为桥梁施工过程中,无法避免结构的轻微变形,且施工人员的操作能力有限,合理范围内的误差也属于正常现象。但这也导致实际的桥梁线形与设计标准存在一定的差距,要想进一步提高结构线形与设计线形之间的吻合度,需要加强控制,尽可能减少两者之间的差距[8]。
(2)控制好结构内力:桁架桥施工时,影响结构内力的因素主要有:桥梁施工的荷载和临时支撑的方式;钢梁水平位移距离和安装的精度;荷载的均匀性、平衡性;外部气候环境、温湿度、风力情况等;要想提高桥梁的稳定性,还需要对施工的关键工况做出科学合理的验算与判断。
(3)控制结构的稳定性:结构稳定性的控制工作主要从以下几方面开展:一是检查施工过程中已完工的结构构件是否存在整体或局部的不稳定情况;二是检查施工设施的使用性能是否稳定;三是考虑外部环境因素:如风、天气等因素。现阶段控制桥梁稳定性的有效手段是验算施工中各关键工程的开展及进度情况。建立健全施工—检测—施工的质量控制循环体系,在施工全阶段检验每一个工序结束后的结构数据,经专业人员检查分析计算后,得出现存误差值,反思误差产生的原因[9]。在后续施工中尽可能消除影响误差水平的因素,提高施工控制效果,实现施工过程的良性循环。图2 为施工质量监控的流程图。
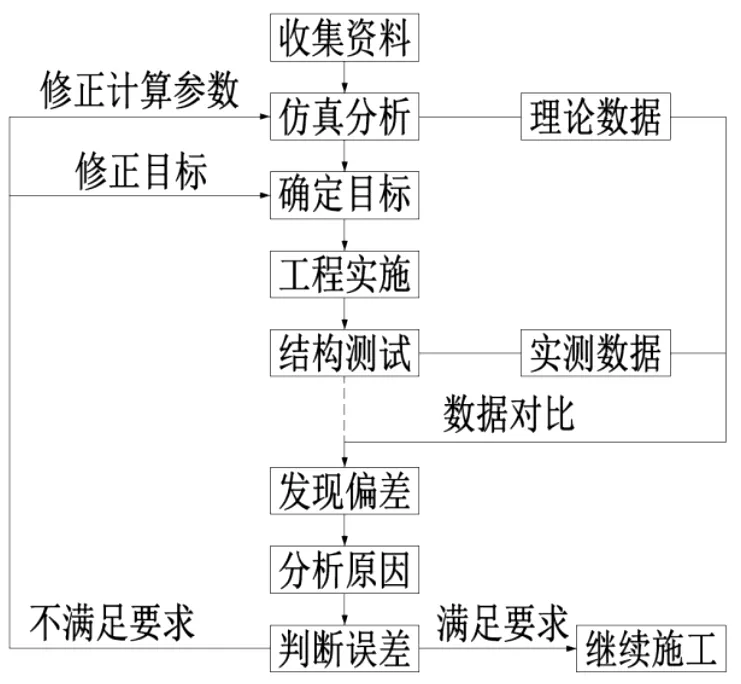
图2 施工质量监控流程
3.3 质量管理要素及评价指标的确立
按照规定的桥梁钢结构施工要求,总结施工经验,得出以下钢结构施工质量评价标准,并以此为依据完成质量等级的评价,如表1 所示。评价工程质量的程序应当在项目竣工后开启,主要检查验收的是整体工程的质量以及施工过程中的各类质管资料。在检验相关资料时,采用专家打分法,使用模糊质量打分的方式对主要质量要素进行量化评价。

表1 桥梁钢结构工程质量管理要素与评价等级
邀请多位专家对各质量要素进行评价打分,要独立进行审核评价。对所有的资料随机抽查的数量点不少于30%,在该工程的竣工验收阶段,每一质量要素实得分为打分的平均分。最后需设定各质量要素的权重,各质量要素的权重根据公司质量管理体系评价标准中的有关规定取值,以加权平均分作为判断标准[10]。
4 结论
经研究,为保证桥梁整体钢结构的稳定性,须做出完整的钢结构设计方案,综合各构件设计细节及外部环境影响,确保焊接施工工艺水平,做好各项防腐措施,保证竣工验收后的桥梁整体结构达到规定质量标准,为车辆通行创造良好的条件。此外,实际施工中须全面把握质量控制的要点,严格按照质量管理流程开展质监工作,项目竣工验收后做好质量检测的综合性评价。将质检工作贯穿于项目设计、施工全过程及竣工验收后,实现全方位的质量管理过程。
