基于精细化管理的石油混炼造粒机寿命延长控制方法
2022-07-20黄贤飞
黄贤飞
(中韩(武汉)石油化工有限公司,湖北 武汉 430082)
为了提升石油混炼造粒机所带来的经济效益,对造粒机实施精细化管理,通过精细化管理可以进一步掌控造粒机的每个环节、每个工序以及每个成本等关键程序链。混炼造粒机的使用寿命不能只靠后期维修来延长[1],而应在使用过程中就加以控制。造粒机的运转涉及多个元件与工序的共同作用,属于链条工程,元件与工序之间环环相扣,每个环节出现问题均会影响机械的耐用性与疲劳性,而通过加强混炼造粒机不同阶段的精细化管理可提高造粒机的使用寿命。
作为一种管理策略,精细化管理不仅仅是精细管理混炼造粒机的运行过程,还与研发改进、成本以及安全等多个方面息息相关。然而机械的使用寿命是成本与安全问题的核心环节,因此本文以精细化管理为实施依据,提出一种石油混炼造粒机寿命延长控制方法。
1 精细化管理下混炼造粒机机筒温度控制
1.1 控制方法结构架构
混炼造粒机机筒在运转阶段,通过外部加热使机器内部生成一定的热量[2-3],此热量与物料、机筒内壁和螺杆之间形成相对的摩擦能和剪切热而出现融化,导致造粒机寿命缩短[4]。为了延长石油混炼造粒机寿命,对石油混炼造粒机运转阶段的能量变化进行分析,构建均衡聚合物颗粒的熔融能量表达式如下:
(1)
式中:ρ为聚合物密度;cρ为比热容;·q表示传导加热,q为加热功率;VED为黏性耗散热;PED为塑性能耗散;FED为粒子之间的摩擦能耗散;为体积热源;t为运行时长;T为机筒实际温度。

(2)
(3)
FED=n·p·f·Fn·Δv
(4)

混炼造粒机各组成部分可单独控制,在机筒外壁装有铸铝电阻加热器,在接近机筒内壁的地方装有热电偶,热电偶利用变送器与信号调理电路,把采集的电信号传输至计算机温度控制中心,应用电磁阀与可控硅控制加热器的功率输出,采用智能温度控制方法来管控冷却水流量,通过控制混炼造粒机的机筒温度,降低机器整体能耗负荷,以此来延长机器的使用寿命[5-6]。混炼造粒机示意图如图1所示。

图1 混炼造粒机示意图
1.2 控制方法相关指标与算法构建
从传热学角度研究机筒传热过程,令加热器的加热形式为脉冲热流模式,将机筒传热单元设定成矩形,降低构建算法的复杂度。如果温度传播形式为机筒径向传播,则传热系数λ为常数,机筒温度测试点受均匀热流的作用,脉冲加热的热流情况如图2所示。

图2 脉冲加热热流示意图
若温度到达预设数值,加热器断开并停止工作;若温度降低至一定数值,加热器启动。不同时刻下机筒径向温度分布T(x,t)的计算公式如下:

(5)

按照实际情况设定混炼造粒机各项指标数值,整理后得到物理参数统计表,见表1。
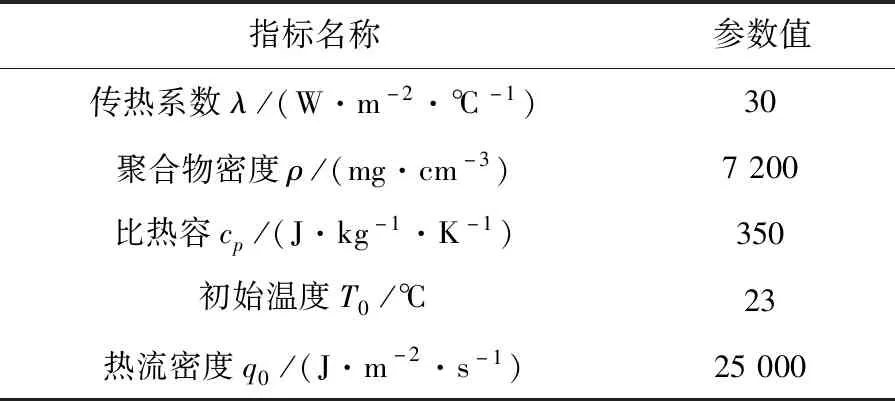
表1 混炼造粒机物理参数统计表
将机筒温度测试点深度x分别取为0.01,0.02和0.03,利用MATLAB软件编程,得到脉冲加热下机筒各温度测试点响应示意图,如图3所示。

图3 脉冲加热下机筒各温度测试点响应示意图
分析图3中曲线走势发现,引起机筒温度滞后与非线性情况的主要原因有以下3种:
1)机筒加热系统热惯性。如果温度较高,加热系统不再加热,但机筒温度仍然不断升高;如果温度较低,加热系统启动并逐渐加热,但机筒温度仍需经过一定时间后才会增加。因为混炼造粒机温控系统的降温介质主要是水,这会进一步增强加热系统的热惯性能。
2)相邻加热块热量会严重影响多段式机筒加热块的加热效果,在实际的温度控制中,将忽视相邻加热块的干扰,而只顾及到本段加热块。
3)机筒温度改变的非线性属性,由机筒中生成的摩擦能、黏性耗散能以及塑性变性能所具有的时变性与非稳态性导致。
因此,利用阶跃响应辨识的精细化管理形式,建立近似的数学描述形式,依据机筒加热阶段的温度变化特点,利用一阶惯性加滞后环节,对混炼造粒机机筒温度的传递函数进行近似表示,当预热机筒达到一定温度,混炼造粒机实施阶跃激励,标记下机筒温度变化情况,采用方差法得到混炼造粒机机筒温度控制函数,表达式如下:
(6)
2 实例分析
2.1 实验背景
实验所用混炼造粒机由大连某机械有限责任公司生产,机器参数见表2。
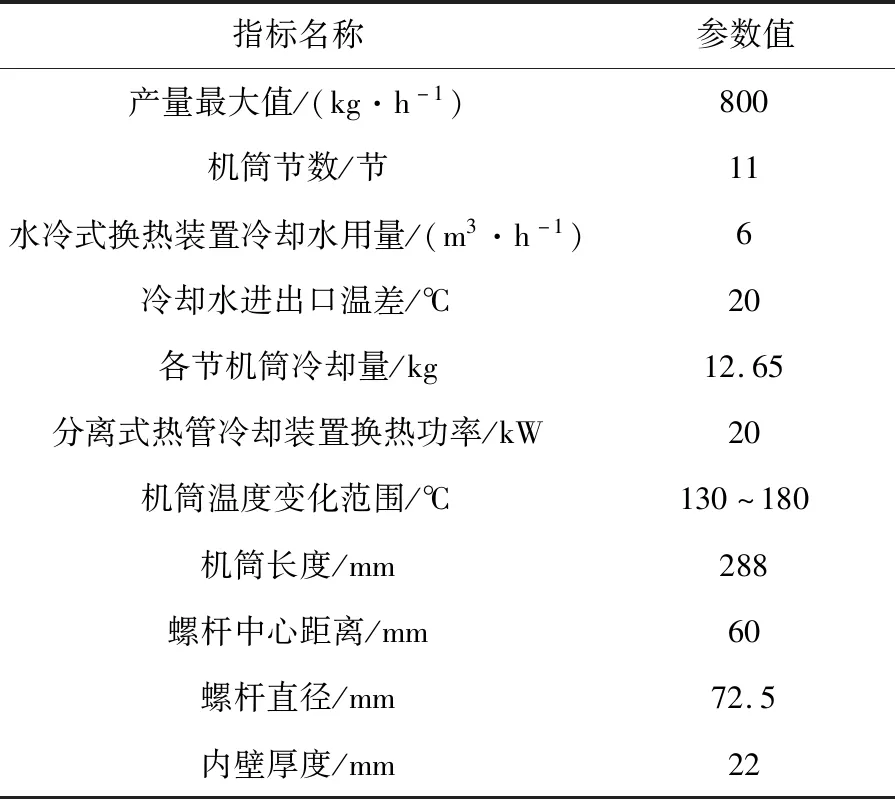
表2 混炼造粒机机器参数统计表
采用6个型号、规格完全相同的混炼造粒机,机筒类型为整体锻造式机筒,机筒材质为45钢,并在各造粒机机筒内壁上分别设定3个温度测试点,点A位置是内壁面的两端冷却水流道槽较宽处,点B在任意销钉孔处,点C位于机筒外壁上任意处。将6个造粒机划分成两个类别,类别一不使用本文方法管控,分别是1、2、3号造粒机,类别二使用本文方法实施精细化管理,分别是4、5、6号造粒机。
2.2 稳定状态的温度动态与能耗分布
当两类机筒温度进入稳定状态后,两类别中3个造粒机的测试点温度变化趋势相同,各测试点在不同时刻的温度与能耗情况如图4所示。
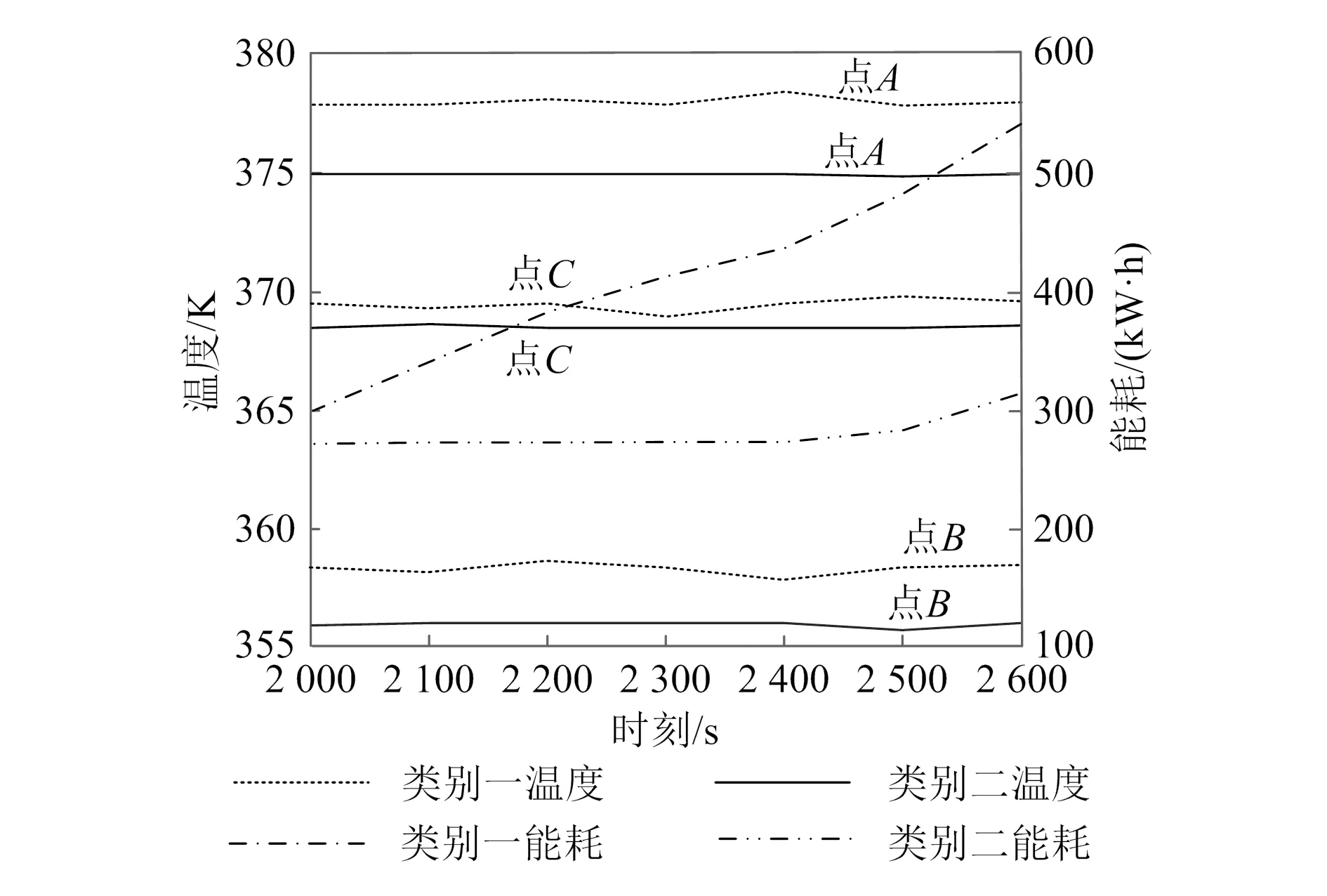
图4 稳定状态下机筒各测试点温度情况
图4中,2 000 s与2 100 s时刻的冷却系统为启动状态,2 500 s与2 600 s时刻的冷却系统为停止状态。由图可知,机筒内壁温度最高,外壁温度相对较低,销钉孔处温度最低,因为冷却水流道构造影响机筒内壁面温度变化,使内壁面温度分布存在温差,根据曲线变化幅度可知,混炼造粒机机筒温度趋于平稳后,机筒各测试点均呈现较小的温度变化趋势,且处于动态稳定分布状态。因类别二使用了精细化管理,所以各测试点温度相对稳定,能耗也相对较低,比较稳定。由于能耗随着温度的变化而改变,且成正比,通过温度变化情况就能够直接反映出能耗情况,故以下实验省略能耗指标,只对温度变化进行说明。
2.3 基于稳定参数的分析
假设过冲温差、机筒状态稳定时间为自变量参数,温控效果与使用寿命关系如图5所示。
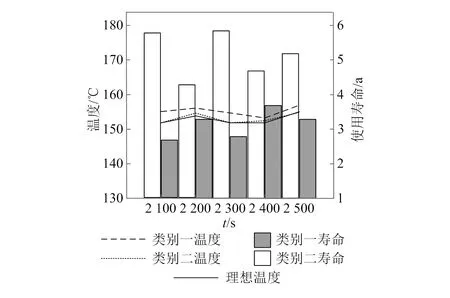
图5 不同时间下温控效果与使用寿命关系示意图
过冲温差为温度变化过程中,发生在温度曲线过冲部分的机筒温度和预设温度之间的最大差值,使机筒温度在规定时间内达到最优温度。由图5可知,在机筒运转阶段,本文方法对不同时间的温度分布情况做了全方面的综合性考量,且参数为固定数值,故温控效果较好,更接近各时刻的理想温度取值,有效延长了造粒机的使用寿命。
2.4 基于单参数的分析
当过冲温差、机筒状态稳定时间为变化参数时,温控效果与使用寿命关系如图6所示。
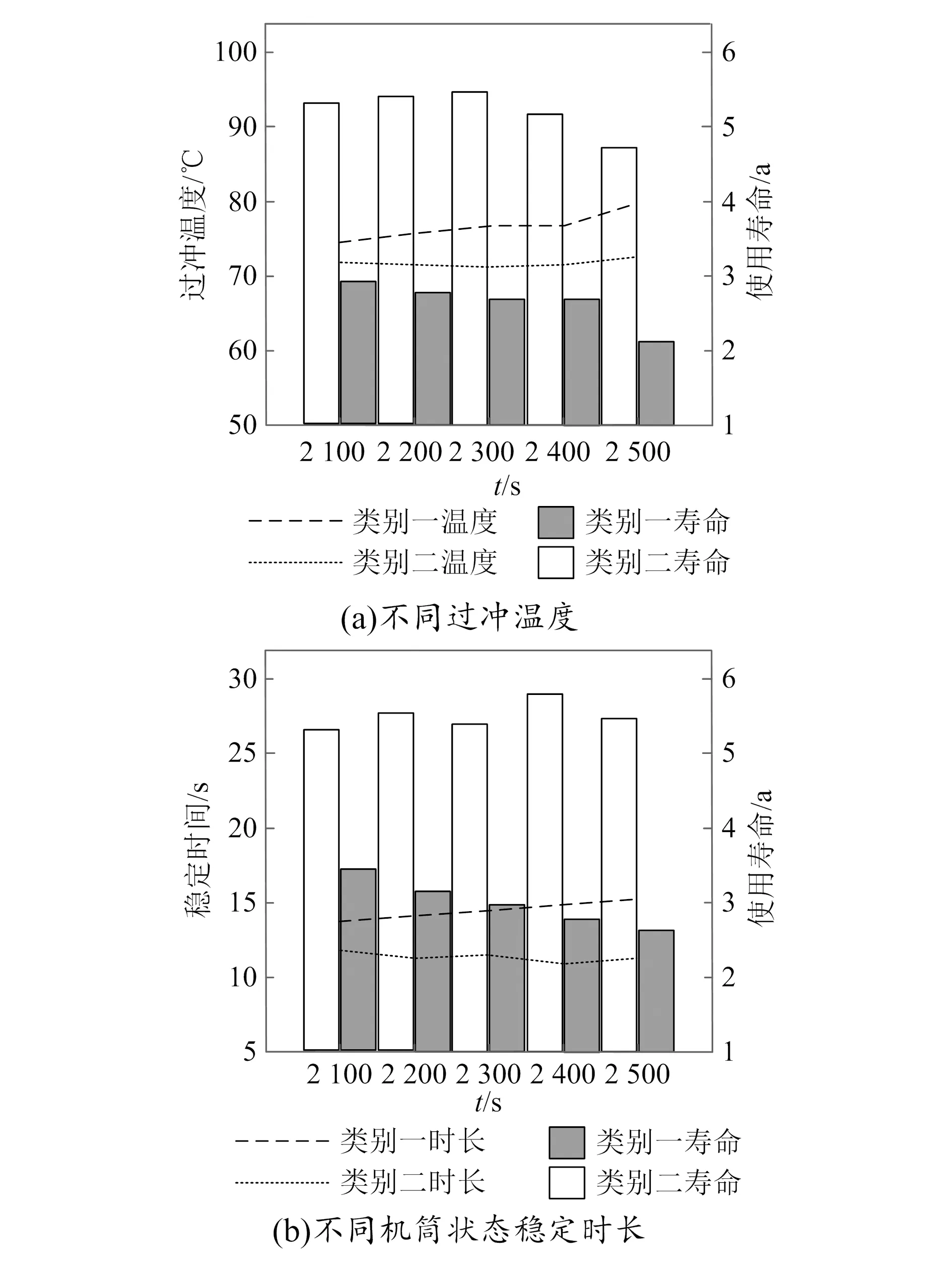
图6 单参数下温控效果与使用寿命关系示意图
通过图6能够发现,由于精细化管理与石油混炼造粒机工作阶段的深入结合,实时地综合调控造粒机的各项指标,温控效果随着过冲温度值的增加而降低,使用寿命与过冲温度值成正比;温控效果随着机筒状态稳定时间的减少而增加,使用寿命与温度控制效果成正比。因此,在实际调控中,当过冲温度值波动较大时,可适当调整影响使用寿命的相关参数。
2.5 冷却水供给累计时长与使用寿命关系分析
若在造粒机运转阶段,物料受剪切挤压等效用产生大量热量,需启动冷却系统冷却造粒机机筒,控制机筒温度,假设冷却水接入的累计时长比例为Rt,采用式(9)界定:
(7)
式中:Sc为冷却时间累计值,s。
冷却水供给累计时长比例值与使用寿命关系如图7所示。

图7 冷却水供给累计时长比例值与使用寿命关系
根据图7曲线走势可以看出,在机筒温度进入稳定状态前,冷却水供给累计时长比例值的波动较大,变化较为明显,当温度进入稳定状态后,冷却水供给累计时长比例值逐渐趋于平稳,使用寿命也不断增加;而本文方法因引入精细化管理,机筒温度会提前进入稳定状态,所以冷却系统的运行能耗不被外界参数影响,不再产生多余能耗。
3 结论
工业领域需要的是高速、大扭矩、高产量的混炼造粒机,故要求造粒机具有高效、低能耗、低温挤出以及较长使用寿命等性能。本文基于精细化管理,设计出一种石油混炼造粒机寿命延长控制方法。通过实验可得出以下结论:
1)在机筒运转阶段中,本文方法全方面、综合性考量不同时间的温度分布情况,温度控制效果较好,测试点得到的温度更接近各时刻的理想温度取值,有效延长了造粒机的使用寿命。
2)本文方法利用精细化管理,实时地综合调控造粒机的各项指标,当温度曲线过冲或波动较大时,可适当调整影响使用寿命的相关参数,延长使用寿命。
3)本文方法因引入精细化管理,机筒温度会提前进入稳定状态,冷却系统的运行能耗不受外界参数影响,能耗负荷较低。
由于能力有限,仍存在以下需要改进的问题:混炼造粒机的螺杆组合从未进行拆解、重组,降低了机器抗疲劳性能,导致造粒结果未能达到最佳的预期效果,下一步可将挤出过程作为优化因素,精细化管理挤出阶段的螺杆转速、加料量、螺杆结构以及机头压力等,以延长造粒机的使用寿命。
