窄间隙电弧焊接质量的控制研究
2022-07-18李远远
颜 敏,李远远
(国家知识产权局专利局专利审查协作江苏中心,江苏 苏州 215000)
1 概述
窄间隙焊接技术始于1963 年,由美国巴尔特研究所(Battelle)最先开发和使用,其主要是采用了宽度较小的I 型坡口,坡口宽度通常为8mm~10mm。由于窄间隙焊接具有焊接效率高、经济性好、可获得机械性能优良且变形较小的焊接接头等优点,该焊接方法受到了各国诸多研究机构的关注,对其进行了大量的试验研究。根据窄间隙焊接[1]-[3]在采用的焊接方法时的区别,可以将其分为窄间隙钨极电弧焊(NG-TIG)、窄间隙熔化极电弧焊(NG-MIG/MAG)、窄间隙埋弧焊(NG-SAW)。
由于窄间隙焊接主要应用于厚板结构件的焊接,并且焊缝窄又深,因此,对于焊接质量的控制存在如下难点:
(1)由于窄间隙焊接的焊缝是厚板之间不开坡口或只开小角度坡口而形成的焊缝,这样的焊缝窄而深,为了确保焊缝的焊接质量,对于焊接电弧的选择、焊接电流、电压等焊接参数的选择是窄间隙焊接的难点之一;
(2)对于窄间隙焊接,由于主要针对厚板的焊接,为了实现焊接,通常采用多层、多道次的焊接方式,如何选择焊道的焊层、道次的排布方式以保证多层、多道的焊接质量是窄间隙焊接的难点之一;
(3)由于窄间隙焊接通常会用到焊接材料,为了保证焊接过程中的连续性和焊缝质量,对于焊接材料的选择、不管是对于窄间隙熔化极/非熔化极电弧焊的焊丝/焊条选择、还是对于窄间隙埋弧焊电弧焊的焊剂选择,都是窄间隙焊接的难点之一。
因此,如何保证窄间隙焊接的焊接质量一直是各大院校和企业的重要研究方向,下面笔者主要通过对窄间隙焊接中的主要申请人的主要专利进行了梳理和总结,以分析窄间隙焊接的焊接质量影响因素,从而对焊缝质量进行控制,希望对以后的研究有所帮助和指导。
2 窄间隙焊接的质量控制介绍
2.1 窄间隙焊接的焊接参数的控制
美国通用公司提出的一种窄间隙焊接方法(专利申请号为US19950532191A),其通过在窄间隙焊接过程中,对于一个焊接周期中,采用第一电流、第二电流的分段电流进行焊接,有效地用于通过降低由侧壁处的不可接受的缺乏熔合缺陷引起的焊接废品率来提高由常规手动方法制成的焊接接头的生产率。
美国通用公司提出的一种窄间隙焊接方法(专利申请号为US20020112980A),其通过在熔化极气体保护焊接中,向焊缝提供AC 电路,所述AC 电路具有负极和正极,并且所述AC 电路还具有至少60Hz 的频率;采用一定频率以提高焊接效率。
美国林肯公司提供了一种窄间隙焊接方法(专利申请号为US201313832138A),针对高碳钢进行窄间隙焊接,通过向焊丝传输焊接电流;在焊丝线材上进行低热传递过程达预定的低热持续时间,低热传递到焊接接头的根部处产生熔融熔池;在焊丝线材上执行高热传递过程达预定高热持续时间,高热传递过程产生爬升焊接接头的侧壁的电弧,提升焊接质量。
美国通用公司提供了一种窄间隙焊接方法(专利申请号为US19990285662A),采用激光、电弧两个热源同时加热焊缝,激光束可以用于预热熔融焊池之前的基材材料,从而预热熔池附近的填充材料。电弧可以熔化填充材料和基底材料两者,从而提高焊接质量。
2.2 窄间隙焊接的焊枪结构控制
美国通用公司提出的一种窄间隙焊接方法(专利申请号为US20070652283A),其通过对焊枪结构进行设置,包括至少一个芯部的焊枪本体;从该至少一个芯部以一方向延伸的多个接触末端;靠近该多个接触末端布置的多个气体供应管,通过设置多个气体供应管,以保证窄间隙焊接过程中的焊接质量和焊接效果,焊枪结构如图1 所示。

图1 多气路焊枪结构
武汉纳瑞格智能提出的一种窄间隙焊接方法(专利申请号为CN201610850671.6),其通过一种超长分段式窄间隙气体保护焊焊枪,通过设置可分段的焊枪,保证了焊枪结构的紧凑性、整体性;对高温焊接区的气保护效果优异;可用于通用厚板、特厚板、超厚板任意板厚范围下的窄间隙气体保护焊焊枪,50mm~600mm 应用下的所有焊枪均可高效完成制造,如图2 所示。
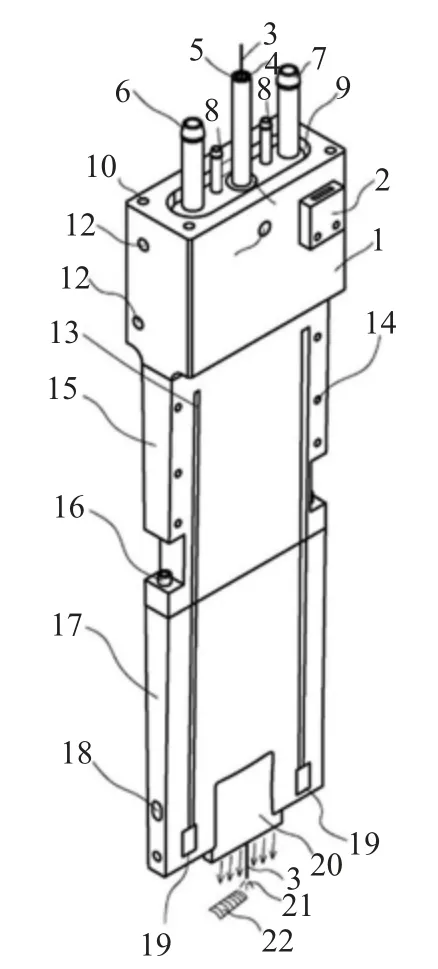
图2 分段窄间隙焊枪
2.3 窄间隙焊接的电弧的控制
西门子公司提出的一种窄间隙焊接方法(专利申请号为DE102012217669A),其熔化金属窄间隙焊接,包括同时使用两个电弧等离子引弧和熔化焊丝,并且供应第三非等离子弧引弧焊丝,使得两个等离子弧引弧焊丝的过程能量熔化第三焊丝,可以明显提高焊接的熔化效率。由于较高的材料输入,可以实现明显较高的焊接速度并因此减少制造时间。如图3所示。

图3 多丝窄间隙焊枪
江苏科技大学提出的一种窄间隙焊接技术(专利申请号为CN201410282830.8),在TIG 焊接过程中,通过设置旋转电弧,以实现对工件的焊接,通过结合旋转电弧和摆动电弧的优点,可以克服由加工误差或装配误差引起的坡口变化带来的侧壁熔透问题,装置简单可靠,适用性强,如图4 所示。

图4 旋转电弧焊枪
美国通用公司提出的一种窄间隙焊接方法(专利申请号为US201213572880A),双电弧装置还为双电弧装置,并在焊接过程中结合激光焊接,相对于根部同时移动第一电弧焊接装置、第二电弧焊接装置和激光焊接设备,以沿着所述根部焊道的长度形成全熔透焊缝,提高焊接效率。
美国林肯公司提出的一种窄间隙焊接系统(专利申请号为CN201580016580.6),用于焊接铝和钢,并在焊接过程中,使用一个激光装置在待焊件表面上形成一个精确的熔融熔池,并且采用一根预加热填充焊丝被熔敷到这些熔池中,该焊接过程的总熔敷速率可以在没有显著增加热量输入的情况下得到显著增加,因此,能够提高焊接质量,如图5 所示。

图5 有预加热焊丝的窄间隙焊接
2.4 磁场对窄间隙焊接的控制
图6 示出了林肯公司提出的一种用于深坡口焊接的集成化保护气体和磁场装置以及焊接系统(专利申请号为CN201080062360.4),在后壁件焊接过程中,设置有磁场,使得磁探头可以延伸到焊接间隙中,以向焊接电弧递送磁场,使电弧发生一定的偏转,从而提高焊接质量,如图6 所示。

图6 磁场辅助的窄间隙焊接
2.5 窄间隙焊接的焊缝填充物的控制
美国林肯公司提出的一种窄间隙焊接(专利申请号为US19980167463A),窄间隙焊接也通常应用在钢轨焊接,在钢轨窄间隙焊接过程中,通过填充来自前进的填充金属电极的熔融钢填充物以填充焊缝,从而保证了填充质量,形成良好的焊缝。
3 结论
窄间隙焊接时,由于主要针对的为大厚板等部件,焊接难度较大,通过对窄间隙焊接过程中的焊接参数、焊接电弧、焊枪结构、焊接材料进行相应选择控制,选择合适的参数及结构,以改善焊接环境,以提高焊缝质量;另外,为了提高窄间隙的焊缝质量,还可通过接合其他热源,如激光、或者结合磁场,以进一步提高焊缝质量。
